钝态金属所具有的性质称为钝性。当自钝化金属表面的钝化膜遭到破坏时,其往往具有自愈能力,因此具有很好的耐蚀性。支持成相膜理论的实施证据主要有:1)用I2-KI溶液作溶剂可溶解基体金属而分离出Fe的钝化膜。......
2023-06-23
渗金属是采用加热扩散,使一种金属或多种金属渗入工件表面,形成表面合金层的方法,分为直接扩散法和涂层渗法两种。
下面主要介绍固体渗铝、固体粉末渗铬、固体渗钒。
1.固体渗铝
固体渗铝剂一般由三部分组成:①供铝剂,是提供铝原子的原料,主要采用铝粉、铝铁合金或铝铜铁合金粉。粉剂的粒度一般应在70~100目。工件表面要求比较光滑时,粒度要更细些。铝铁合金中铝的质量分数一般应高于50%。②催渗剂(活化剂),主要采用卤化物,如氯化铵、氟化钠、氟化氢钾和氟化铝等。催渗剂用量可根据渗铝件具体要求而定,通常加入的质量分数为0.5%~4%;③填充剂,是起稀释和防止粘结作用的原料。主要采用氧化铝(A12O3)、高岭土或白粘土等。
渗铝剂的配制方法为:供铝剂经过仔细粉碎过筛,然后掺入规定数量的活化剂和填充剂,用混料筒或机械搅拌机搅拌数小时,经化验法鉴定混合均匀度。配制好的渗铝剂一般应在4h内使用;否则,应封装在聚乙烯袋内,以免受潮。所有的添加剂在混合前均应烘干。为了获得满意的效果,铝铁合金粉在混合前可进行焙烧处理,即在其中掺入氯化铵(质量分数为1%~2%),混匀后装箱,于950~1050℃保温2~4h后出炉空冷。焙烧处理可以活化表面。此外,氧化铝在配料前必须经1150~1200℃保温4h处理,避免渗剂与工件产生粘结和氧化现象。
固体渗铝的主要工序是:工件表面清理→装箱→渗铝→均匀化退火。实际工艺操作工程如下:
(1)装箱 渗铝工件的装箱方法和工件在箱中的位置情况,与固体渗碳和渗硼时大致相同。装有露出箱体的随炉试样,检测渗铝效果或决定出炉时间。渗铝剂使用后铝的贫乏程度和应补充的新渗剂量见表2-27。
表2-27 渗铝剂使用后铝的贫乏程度和应补充的新渗剂量

①均按比例补充NH4Cl。
(2)渗铝温度的选择 一般常用的渗铝温度为850~1050℃。温度低,则渗铝速度慢,渗铝层深度浅,铝含量高,脆性大;温度太高,则工件晶粒急剧长大,力学性能明显变坏,还给操作和设备带来许多困难。
对于薄壁工件,为防止其被渗透、变形和表面产生裂纹,选择低于950℃渗铝;若工件厚度小于1.5mm时,通常只能低于900℃渗铝;大型和不易变形的渗铝工件采用1050℃渗铝。
加热温度与渗铝层深度的关系见图2-42。
3)渗铝时间的确定 渗铝时间一般根据渗层深度要求、渗铝剂成分和渗铝温度而定。保温时间与渗铝层深度的关系见图2-43。
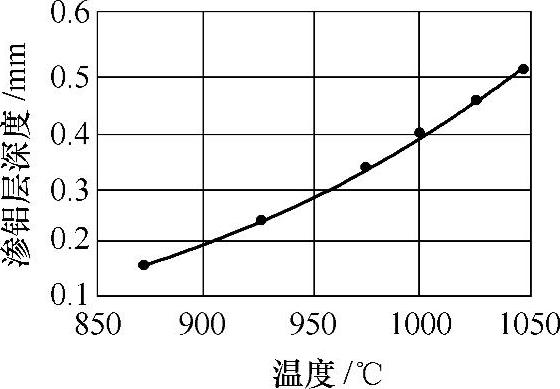
图2-42 加热温度与渗铝层深度的关系
注:渗剂成分(质量分数)为99.5%铝铜铁合金粉+0.5%NH4Cl,保温6h。
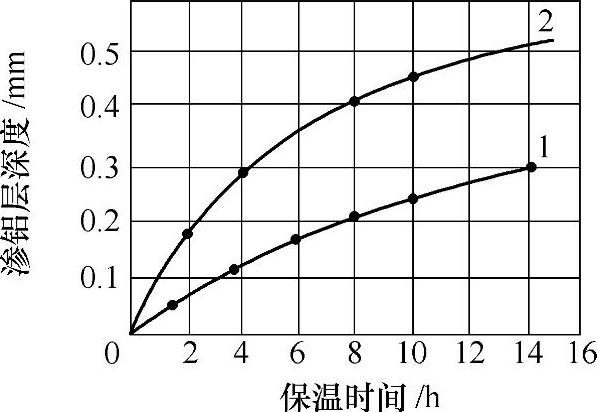
图2-43 保温时间与渗铝层深度的关系1—900℃2—1000℃
注:渗剂成分(质量分数)为99.5%铝铜铁合金粉+0.5%NH4Cl。
(4)冷却 渗铝工件应随炉冷却,箱体内工件实际温度达到150℃以下再开箱,避免表面颜色不美观。对于高温合金,外观应呈玫瑰红色,允许小范围的浅蓝色和少量白斑,但不允许有局部绿色出现。
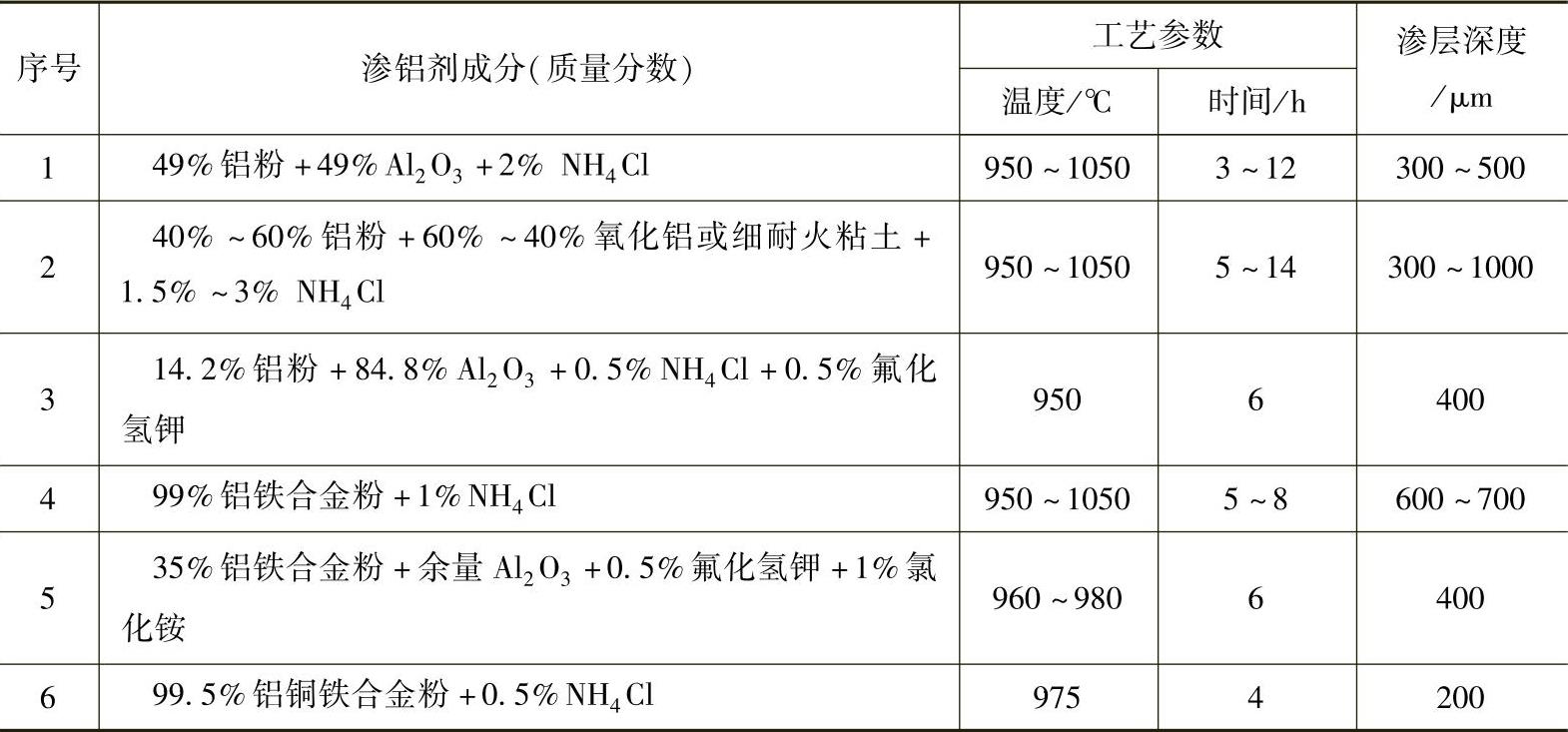
(5)渗铝后处理 渗铝后表面铝含量很高,其质量分数可达40%~50%,使渗层很脆。为了减小脆性,降低表面铝含量,渗铝工件还要进行一次均匀化退火。退火温度一般等于或稍高于渗铝温度,约为950~1050℃。保温4~6h。经均匀化退火后渗铝层深度有明显增加。均匀化退火应在保护气氛(氢气或氩气)或真空中进行。均匀化退火前应将表面清洗干净。退火最好冷到150℃以下再出炉。一些在不太高温度下使用的重要工件,为细化其心部晶粒,退火后最好再进行一次短时间正火,一般在870~890℃,保温15~60min。薄壁工件在退火或正火时,应防止铝扩散到整个截面,而使工件变脆。这类工件的正火温度一般为650~750℃,保温时间为30~60min。常用粉末渗铝剂成分和工艺参数见表2-28。
表2-28 常用粉末渗铝剂成分和工艺参数
2.固体粉末渗铬
固体粉末渗铬法也称包装法,国外又称D.A.L法。这种方法的实质是将工件埋入由供铬剂(铬粉或铬铁粉等)、催渗剂(卤化物等)和填充剂(Al2O3或SiO2等)组成的渗铬剂中,放在高温的密封容器中发生反应,形成富铬的渗层。常用的固体粉末渗铬剂成分和工艺条件见表2-29。
表2-29 常用固体粉末渗铬剂成分和工艺参数

供铬剂和填充剂的粒度应控制在100~200目。填充剂要经过高温焙烧脱水。渗剂烘干后应立刻装箱使用或密封保存。
渗铬剂配制好后,在装箱前应经150~200℃烘烤。
由于工艺消耗,渗铬剂铬含量降低,一般重复使用4~5次后,应补加20%新渗剂,卤化铵按渗剂总量及配比追加。
对粉末冶金工件,为了防止卤化物沿空隙渗入表层,不便清洗,造成腐蚀,可以采用不含卤化物的渗剂。其工艺方法是,在粉末件压制成形后,将工件埋入渗铬剂进行烧结处理,同时完成表面渗铬。例如,用7×108Pa的压力将铁粉压制成工件,然后埋入成分(质量分数)为铬粉55%和三氧化二铝45%的渗剂中,在氢气保护下于1200℃处理2h,可获得110μm厚的渗层。
固体渗铬的主要工序是:表面活化处理→装箱→渗铬→清理。
(1)渗铬箱 渗铬箱用耐热钢制作,连续焊缝,密封必须绝对可靠,要严格防止渗铬时和随后冷却时外界气体接触渗铬剂和工件。渗铬箱可以用水玻璃加耐火泥或低熔点硅酸盐密封,亦可将渗铬罐焊牢引出导管通保护气体。
新箱首次使用时,为避免内壁吸收铬原子造成的影响,应减少工件装入量或先进行一次预渗铬处理。
(2)活化处理 装箱前工件必须进行活化处理。活化方法一般采用硝酸或盐酸浸泡,然后用清水和沸水先后冲洗干净,再在热风中吹干。这可大大增加表面活性,加快渗铬速度。有些材料(如高温合金)在渗铬前为避免制造过程中表面脱碳所带来的影响,需要对工件表面进行增碳处理:(910±10)℃×20min。渗碳前后均应清理工件表面。
(3)渗铬温度和保温时间 可根据工件材料和要求的渗层深度等因素确定。通常,w(C)在0.3%以下的低碳钢和低合金钢的渗铬温度采用950~1100℃,中碳钢、高碳合金钢、合金铸铁[w(C)<1.5%]和可锻铸铁采用900~1000℃,高碳钢和普通铸铁采用800~950℃。渗铬温度和时间对渗层深度的影响见图2-44。
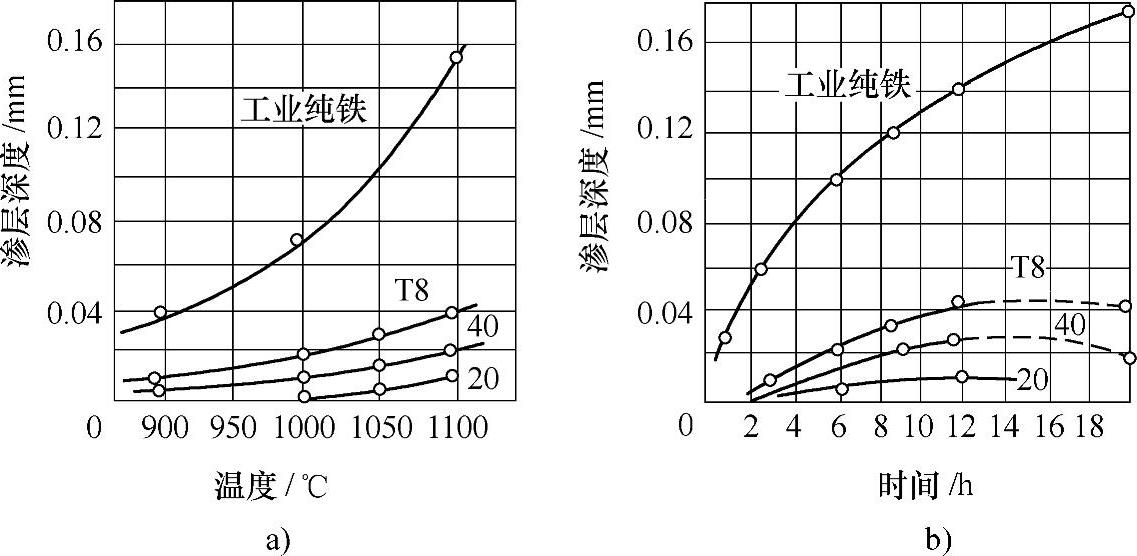
图2-44 渗铬温度和时间对渗层深度的影响
a)温度的影响(6h) b)时间的影响(1050℃)
(4)冷却 渗铬后应随炉冷却到200℃以下,再置于空气中冷却。
(5)渗铬后清理 由于渗剂粘结,会使工件表面平面度有所变化,故必须进行清理。可用三角形的陶瓷磨料加水在滚筒中滚磨抛光数分钟。表面干净光滑后,用水汽枪喷洗或在流动冷水中清洗后再行吹干或烘干。
(6)渗铬后处理 为了提高工件心部强度,改善其力学性能,在渗铬后常进行正火、淬火、回火等处理。这些处理对渗铬层没有影响。
渗铬件尺寸的胀大量约渗铬层厚度的1/3。渗铬后尽量避免磨削加工,可进行抛光、研磨。
心部强度要求不高时,对于低碳钢渗铬件、渗铬钢带等渗后不必进行热处理。
(7)渗铬层的硬度w(C)为0.25%的碳钢,渗铬后表面硬度为1300~1600HV,而w(C)为1.0%~1.2%的碳钢,渗铬后表面硬度为1750~1800HV。由于碳化铬具有高硬度,耐磨系数也较低,因此耐磨性能优良。
3.固体渗钒
渗钒在生产中用来提高工模具性能,减少材料消耗,提高生产率和节约能源。常用渗钒剂成分和工艺参数见表2-30。
表2-30 常用固体粉末渗钒剂配方和工艺参数
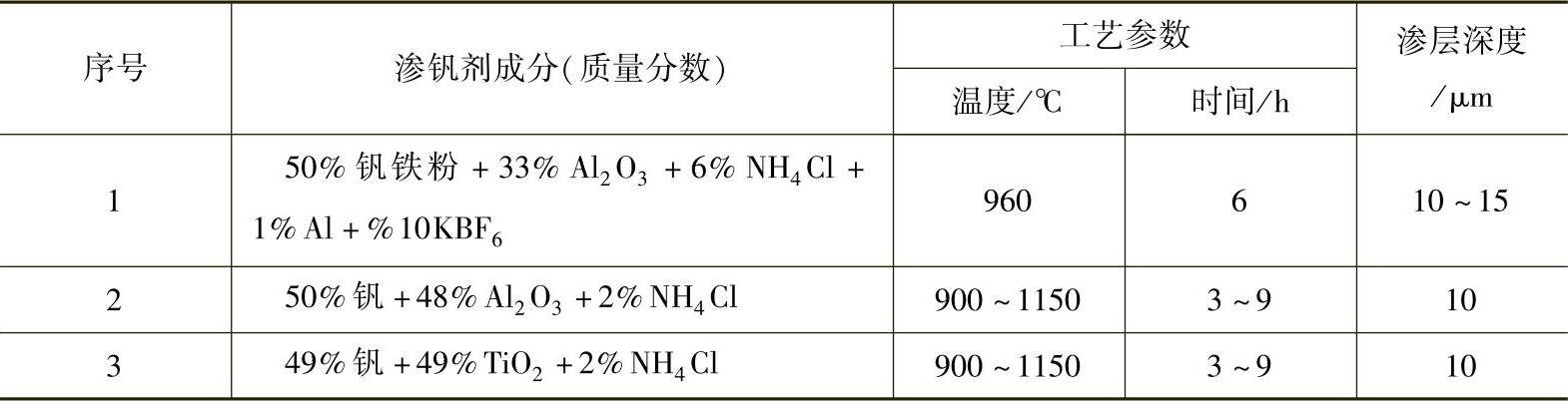
注:所得渗层深度是1Cr18Ni10Ti钢经1050℃×3h处理后的结果。
在渗钒处理过程中尺寸胀大,与渗层深度有关,一般可以合理地调整加工余量来补偿。精密工件不宜渗钒。
w(C)大于0.4%的碳钢和w(C)小于0.3%的合金钢,原则上适用于渗钒。碳化物层塑性很小,使用过程中基体材料即使产生少量塑性变形,都会使碳化物层产生显微裂纹。为此,基体材料要选择淬透性好的材料。
碳化物型渗层的表面粗糙度与处理前变化不大。由于渗层只有5~20μm,难加工,因此处理前必须加工到要求的表面粗糙度,渗后只能进行抛光。
渗钒后要进行淬火、回火等强化处理。工件淬火温度高于渗钒温度的,可在渗后继续升温后淬火;淬火温度低于渗钒温度的,应在渗钒后空冷,随之进行细化晶粒(或球化)退火,然后再加热淬火。加热应在中性盐浴中进行,以免降低渗钒层性能。钢件经渗钒后,渗层由白亮层(VC)和黑色的过渡层(α+VC)组成。碳化物层的厚度随钢中w(C)增至0.47%,先是增加,而后减小。碳化物层有极高的硬度,一般均超过2000HV,并且渗层中有很高的残留压应力,因而渗钒层有极好的耐磨性。此外,渗钒层还有较好的耐介质腐蚀性能和耐空气腐蚀性能。不过,渗钒前后钢件在900~1100℃的热稳定性是相同的,在37%(质量分数)HCl中的耐蚀性也没有提高。
有关热处理工程师指南的文章

钝态金属所具有的性质称为钝性。当自钝化金属表面的钝化膜遭到破坏时,其往往具有自愈能力,因此具有很好的耐蚀性。支持成相膜理论的实施证据主要有:1)用I2-KI溶液作溶剂可溶解基体金属而分离出Fe的钝化膜。......
2023-06-23

成组技术是一种将工程技术与管理技术集于一体的生产组织管理方法体系,CAPP 系统的研究和开发与成组技术密切相关。成组技术就是针对多品种,中小批量的机械产品生产而发展起来的一种先进制造技术。零件分类和编码是成组技术的两个最基本概念。所以,成组技术的核心问题就是充分利用零件上的几何形状及加工工艺相似性进行设计和组织生产,以获得最大的经济效益。......
2023-06-29

OSI参考模型和TCP/IP参考模型有很多相似之处。TCP/IP参考模型最初没有明确区分服务、接口和协议,虽然后来人们试图改进它以便接近于OSI。因此,OSI模型中的协议比TCP/IP参考模型的协议具有更好的隐藏性,在技术发生变化时能相对比较容易地替换掉。OSI参考模型产生在协议发表之前。而TCP/IP却正好相反。现在我们从一般问题转向更具体一些,两个模型间明显的差别是层的数量:OSI模型有7层,而TCP/IP模型只有4层。......
2023-11-22

支架预压的目的是检验支架的安全性及地基的强度和稳定性,消除整个支架的塑性变形,消除地基的沉降变形,测量出支架的弹性变形。支架预拱度值的大小主要考虑:支架承重后引起的弹性变形值、梁设计给定的预应力和自重引起的变形值、梁设计要求的拱度值。预压完成后移除荷载、拆除模板,根据预压结果得出设置预拱度有关的数值,据此对理论计算数值进行修正,以确定更适合的预拱度,重新放样,调整立杆高度。......
2023-06-23

常用的电镀修复技术有槽镀和电刷镀。槽镀时金属镀层种类繁多,设备维修中常用的有镀铬、镀铁、镀镍、镀铜及其合金等。图6.12电镀装置示意图电镀液由主盐、络合剂、附加盐、缓冲剂、阳极活化剂、添加剂等组成。镀铁不宜用于修复在高温、腐蚀环境、承受较大冲击载荷、干摩擦或磨料磨损条件下工作的零件。......
2023-06-22

射频识别技术又称为无线射频识别,是一种无线通信技术,可以通过无线电信号识别特定目标并读写相关数据,识别系统与特定目标之间无须进行机械或光学接触。到2006年,空客有15个项目的赢利都得益于RFID技术。之后,空客公司决定在全公司范围内使用零件序列化的自动识别技术,增加飞机全生命周期的可视化,被称为价值链可视化计划,空客公司则称之为“空客业务雷达”。......
2023-06-23

目前反渗透装置有板框式、管式、卷式和中空纤维式四种类型。管式装置是把膜浇铸在直径为0.32~2.54cm的多孔支撑管上制成。含盐水由一端流入导流隔网,从另一端流出,透过膜的淡化水沿多孔支撑材料流动,由中间集水管引出。图6-12卷式膜装置示意图中空纤维式装置是把纤维定向平行放置于开孔的中心管上而成。该装置特点是,膜的装填密度最大而且不需外加支撑材料。表6-5各种形式反渗透器的性能比较①①原水5000mgNaCt/L。......
2023-06-19
相关推荐