而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2023-06-26
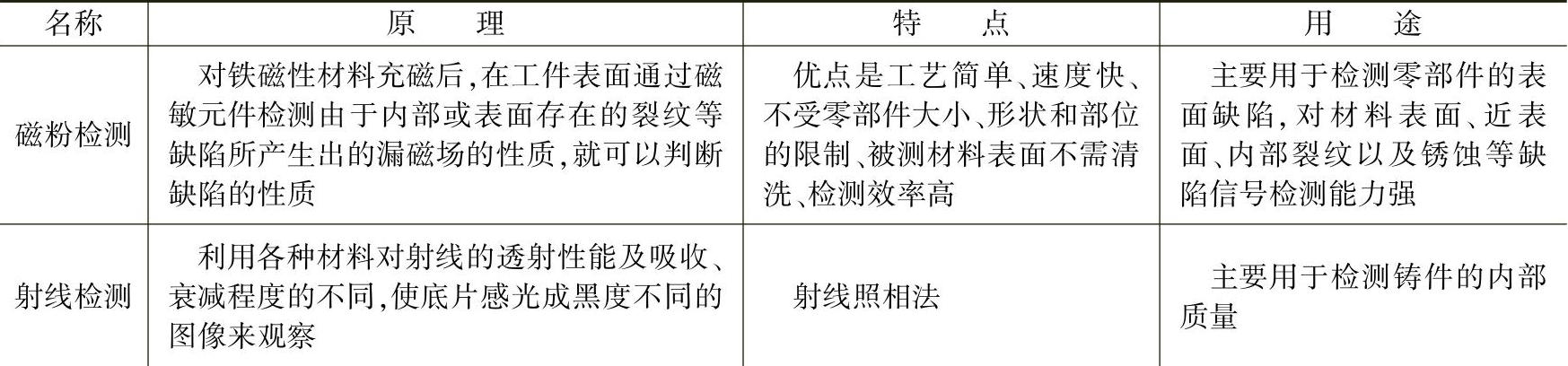
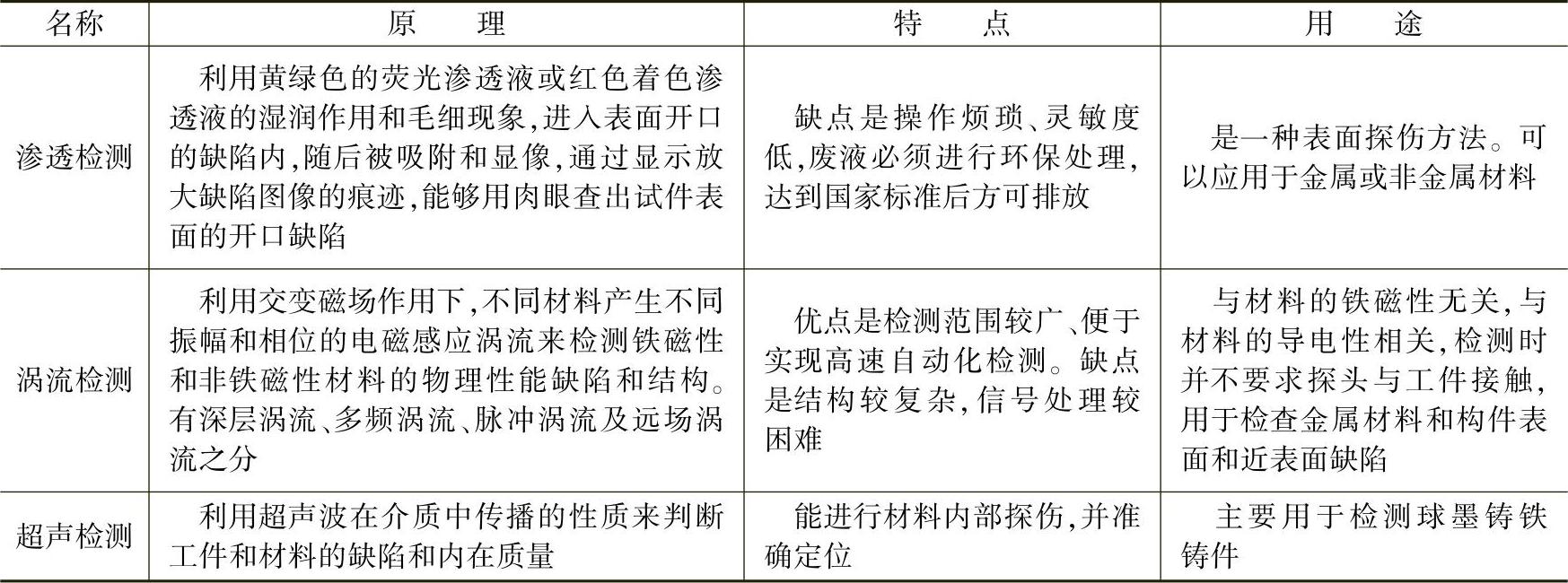
无损检测是利用声、光、电、磁、热和射线等在不损伤被检物使用性能的情况下,探测材料内部或表面缺陷,并对缺陷的类型、性质、数量、形状、位置、尺寸、分布及其变化做出判断和评价。
7.6.5.1 无损检测方法分类
常规无损检测方法:目视检测Visual Testing(缩写VT);超声检测Ultrasonic Testing(缩写UT);射线检测Radiographic Testing(缩写RT);磁粉检测Magnetic particle Testing(缩写MT);渗透检测Penetrant Testing(缩写PT);涡流检测EddyCurrent Testing(缩写ET);声发射Acoustic Emission(缩写AE)。
无损检测分类见表7-83。
表7-83 无损检测分类
(续)
7.6.5.2 超声声速测定方法
采用脉冲反射或穿透的方法,用仪器测量超声纵波在被测工件中传播的精确声时,再除以工件长度,就可以算出工件材料的声速,由于铸铁尤其是球墨铸铁中有游离石墨存在,其声速会随游离石墨形状、数量、大小和金属基体结构而变化,在生产中,根据生产条件可以建立起各自的声速与力学性能、球化率间的对应关系,所以可以由声速查出对应的被测工件的内在质量性能,如铸铁的石墨形态、球墨铸铁的球化率、灰铸铁的力学性能、构件中的单向作用应力(如螺栓的工作应力、构件的残余应力)等。
超声声速测定方法可以参考《球墨铸铁 超声声速测定方法》(JB/T9219—1999)。
1.仪器要求
可以采用超声声速测量仪、超声测厚仪以及由超声探伤仪和测时装置连接使用的设备等,但应满足下列要求:
1)工作频率在1~5MHz范围内。
2)测时分辨力不低于0.01μs,或测厚分辨力不低于0.01mm。
3)仪器在室温工作的不稳定度低于0.2%,测量非线性不大于0.2%。
2.检测方法
(1)脉冲反射法

式中 VL——超声纵波速度(m/s);
H——试件被测部位厚度(mm);
t——相邻两底面回波间的时间间隔(μs)。
或

式中 VL——试件中的超声纵波速度(m/s);
VL′——校正试块的已知超声纵波速度(m/s);
H——试件被测部位的实际厚度(mm);
H′——仪器上显示的试件被测部位厚度(mm)。
(2)穿透法

式中 VL——试件的超声纵波速度(m/s);
H——试件被测部位的实际厚度(mm);
t——穿透试件检测部位的声时(μs)。
3.注意事项
1)试件检测部位的厚度应能正确测定,检测表面平直无影响测量结果的毛刺、氧化皮、黏砂及油漆等,探测部位两相对平面的平行度不大于3°。
2)用声速法评价球墨铸铁质量时,要求生产工艺相对稳定。
3)在应用中根据生产条件建立起各自的声速与力学性能、球化程度间的对应关系。
4)只有在基体相似的情况下,才能评价球化程度和力学性能。
5)在实体铸件上检测时,应选有代表性的部位定点检测。
6)检测时校正试块与被测试件的温度差不宜超过30℃。
有关简明铸铁熔炼手册的文章

而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2023-06-26

位置检测系统是数控机床伺服系统中的重要组成部分。位置检测系统可测量的最小位移量称为分辨率。不同类型的数控机床,对位置检测元件、检测系统的精度要求和被测部件的最高移动速度要求各不相同。除了以上位置检测装置,伺服系统中往往还包括检测速度的元件,用以检测和调节电动机的转速。表3-1 常见的位置检测装置......
2023-06-26

检测曲轴位置传感器的性能,一定要抓住故障再现这一关键时机进行,发动机停机以后调出的故障码不能说明问题。如果检测到关于曲轴位置传感器的故障码,那是自诊断系统给出的故障范围,需要逐一检查传感头、信号发生轮、ECU以及控制线束等部件。在维修资料中,通常不给出霍尔式曲轴位置传感器的电阻参数。由于霍尔式曲轴位置传感器的工作需有电源,所以不能断开插头,像对待磁脉冲式曲轴位置传感器那样去测量电阻。......
2023-08-30

电阻式温度检测器是一种根据温度高低不同自身电阻值发生相应变化的温度传感器。表4-2中列出了最常用来制作RTD的几种金属及其温度范围和电阻温度系数,后者用希腊字母α表示。根据纯金属电阻和温度之间的关系,电阻值的改变和温度的改变几乎呈线性关系。当温度在正常范围内时,它们之间有如下关系式:R2=R1式中,R2是任意温度下的电阻值;R1是给定温度下的电阻值;α电阻温度系数;ΔT是温度的变化值。......
2023-06-25

焊接接头外观检查的检查等级和合格标准应当符合GB/T 20801.1~6—2006的规定。3)管道受压元件焊接接头表面无损检测的检测等级、检测范围和部位、检测数量、检测方法、合格要求应当不低于GB/T 20801.1~6—2006和JB/T 4730.1~6—2005《承压设备无损检测》的要求。对规定进行抽样或者局部无损检测的焊接接头,当发现不允许缺陷时,应当用原规定的无损检测方法,按照GB/T 20801.1~6—2006的规定进行累进检查。......
2023-11-22

一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2023-06-24
实际的胶接件一般不允许进行破坏试验,为了检测胶接质量的好坏,须对胶接件进行无损检测。无损检测常用的方法很多,主要有声学法、光学法和热学法。其次,超声波法也是较为普遍使用的有效的胶接无损检测方法,此法又可分为超声穿透法和超声波脉冲反射法两种。2)光学法主要包括目视检测法、射线法和全息照相干涉法。......
2023-06-26

相关推荐