对于要求较高的球墨铸铁的检验,炉前快速金相分析是最有效的检验手段之一。需要指出的是,炉前快速金相分析是一种过程控制手段,所以操作方法以有效为原则。同时,检测结果也不能代替最终的质量检验工序,反过来,炉前快速金相分析还必须经常对照最终检验结果修正自己的检验标准,做到心中有数。......
2023-06-24
7.6.2.1 炉前快速金相分析
随着对铸件内在质量要求的不断提高,进行炉前快速金相分析越来越有意义。比如对于要求较高的球墨铸铁的检验,炉前快速金相分析是最有效的检验手段之一。
1.概述
炉前快速金相分析,就是铁液在炉前处理完后,马上浇注金相试样,并用最快的速度磨制好试样,在金相显微镜下观察金相组织是否符合要求,最迟在铸件开箱以前决定该批铸件是转入下道工序还是拣出隔离甚至报废。如果该操作足够快,可以决定是否继续浇注,甚至是否开始浇注,这样不仅可以最大限度减少铁液和铸型损失,而且可以以最快的速度采取措施纠正出现的问题,真正做到现场质量控制。
进行炉前金相分析的主要要求是快速,所以不仅要求选择适当的设备和有效的方法,而且制样操作和金相观察都要求有丰富的经验和熟练的技巧。下面介绍的方法就可以有效提高制样速度。
将280#和400#的水砂纸分别剪成外径200mm、内径80mm的圆环和80mm圆片,用黄油贴于金相抛光机磨盘上,采用一盘贴有两种粗细不同的水砂纸磨制试样。制试样时,先将试样置于磨盘边缘的粗砂纸上顺着一个方向,先轻后重,然后转90°方向磨,磨好后再将试样置于磨盘中心细砂纸上,用同样的办法磨制,同时边磨边滴水。用此法磨一只试样只需1~2min,试样磨好用水冲洗后即可进行抛光。此种方法,因抛光盘转速约1300r/min,离心力很大,细磨在中心,粗磨在边缘,加之水力冲洗,砂粒很快甩在圆盘外边,不会使砂粒混杂,粗细砂纸保持干净,也不会影响磨光质量。
观察金相组织用的显微镜,一般能观察100倍金相组织就可以了,因为炉前快速金相分析多用在球墨铸铁、蠕墨铸铁及可锻铸铁等,观察的项目主要是石墨形态和石墨大小。报告的内容是球化级别、蠕化级别等。需要观察基体组织的,可以选择400倍镜头,并对试样实施腐蚀。观察金相组织需要有一定的经验,分析速度也和熟练程度有关,有条件的单位可以选择带图像分析功能软件的显微镜,这样可以减少观察时的人为误差。
仪器选择:
①磨样机一般转速1400r/min,盘径350~400mm,最好带除尘装置。
②抛光机转速1400r/min,抛盘直径200mm,最好选双盘式。
③金相砂纸为200~800目间隔选3~4种。
④抛光粉。
⑤显微镜为单、双筒光学显微镜。
2.应用注意事项
1)炉前快速金相分析和标准的金相检验不同,它只适合应用于大批量生产、生产工艺相对稳定的场合,是一种经验判断,所以制样和取样也必须保证和生产条件相一致,包括试样的浇注温度要尽量恒定、试样铸型的冷却条件要尽量一致。
2)用未侵蚀的试样检查石墨,用侵蚀之后的试样检查金属基体。
3)进行显微分析时应先通观整个受检面,然后按大多数视场所示图像,按评定每一检验项目的要求,对照级别图评定。
7.6.2.2 金相试样制备
根据GB/T13298—2015《金属显微组织检验方法》的制备需要注意以下几点:
1.试样选择
试样截取的方向、部位、数量应根据铸造方法、检验的目的、技术条件或双方协议的规定进行。
2.试样尺寸
试样尺寸以磨面面积小于400mm2,高度15~20mm为宜。
3.试样截取
试样可用手锯、砂轮切割机、显微切片机、化学切割装置、电火花切割机、剪切、锯、刨、车、铣等截取,必要时也可用气割法截取。硬而脆的铸件可以用锤击法取样。不论用哪种方法取样,均应注意避免截取方法对组织的影响,如变形、过热等。根据不同方法应在切割边去除这些影响,也可在切割时采取预防措施,如水冷等。
4.试样清洗
试样可用超声波清洗。试样表面若沾有油渍、污物或锈斑,可用合适的溶剂清除,任何妨碍以后基体金属腐蚀的镀膜金属应在抛光之前除去。
5.试样磨光
切取好的试样,先经砂轮磨平,为下一道砂纸的磨制做好准备。磨时须用水冷却试样,使金属的组织不因受热而发生变化。
1)手工磨光。经砂轮磨平、洗净、吹干后的试样,用手工一次由粗到细地在各号砂纸上磨制,砂纸须平铺于平的玻璃、金属或板上。从粗砂纸到细砂纸,每换一次砂纸试样均须转90°角与旧磨痕成垂直方向,向一个方向磨至旧磨痕完全消失,新磨痕均匀一致时为止。同时每次须用水或超声波将试样洗净,手也应同时洗净,以免将粗砂粒带到细砂纸上。磨制试样时,注意不可用力太大,每次时间也不可太长。
2)机械磨样机磨光。将由粗到细不同号数的砂纸分别置于机械磨样机上,或以不同粒度的金刚砂镶嵌于腊盘、铅盘或其他盘上依次磨制。
3)抛光。抛去试样上的磨痕以达镜面,且无磨制缺陷。抛光方法可采用机械抛光、电解抛光、化学抛光、显微研磨等。
①机械抛光,是粗抛光。经砂纸磨光的试样,可移到装有尼纶、尼绒或细帆布等的抛光机上粗抛光,抛光料可用微粒的氧化铝、氧化镁、氧化铬、氧化铁、金刚砂等。抛光时间为2~5min。抛光后用水洗净并吹干。
经粗抛光后的试样,可移至装有尼龙网、天鹅绒或其他纤维细匀的丝绒抛光盘进行精抛光。根据检验项目的要求,可选用不同粒度的细抛光粉、细金刚砂软膏等。抛光时用力要轻,须从盘的中心至边缘来回抛光,并不时滴加少许磨粉悬浮液。绒布的湿度以将试样从盘上取下观察时,表面水膜能在2~3s内完全蒸发消失为宜。在抛光的完成阶段可将试样与抛光盘的转动方向成相反方向抛光。一般抛光到试样的磨痕完全除去,表面像镜面时为止。抛光后用水洗净吹干,使表面不致有水迹或污物残留。试样抛光时,若发现较粗磨痕不易去除,或试样抛光后在显微镜下观察,发现有凹坑等磨制缺陷影响试验结果时,试样应重新磨制。
试样抛光可采用半自动、自动抛光装置。并可用单盘、双盘、多盘和变速抛光装置。
②电解抛光。电解抛光基于阳极溶解原理,样品为阳极,不锈钢板或其他材料为阴极。电解抛光的条件是由电压、电流、温度、抛光时间来确定。
③化学抛光。化学抛光是靠化学试剂对试样表面不均匀溶解,逐渐得到光亮表面的结果。但只能使样品表面光滑,不能达到表面平整的要求。对纯金属铁、铝、铜、银等有良好的抛光作用。
④显微研磨。显微研磨是将显微切片机上的刀片用研磨头代替制成。显微切片机切割下来的试样,再经显微研磨机研磨。显微研磨是把磨光和抛光的操作合并为一步进行。
6.试样的侵蚀
为进行显微镜检验,须对抛光好的金属试样进行侵蚀,以显示其真实、清晰的组织结构。
(1)化学侵蚀 化学试剂与试样表面起化学溶解或电化学溶解的过程,以显示浸蚀的显微组织。
(2)电解侵蚀 试样作为电路的阳极,浸入合适的电解侵蚀液中,通入较小电流进行侵蚀,以显示金属显微组织,侵蚀条件由电压、电流、温度、时间来确定。
化学侵蚀剂和电解侵蚀剂的配置及安全注意事项
1)倒注、配置或侵蚀时应使用防护用具(眼镜、手套、工作服等)。
2)注意观察试剂瓶上注明的注意事项,了解化学试剂的毒性及安全预防措施,以正确贮存和处理化学试剂。
3)配置浸蚀剂时如无特殊说明,总是把试剂加入到溶液中。水作溶液时,最好用蒸馏水,因为自来水纯度变化很大。
4)一般只能购到纯甲醇,若侵蚀剂成分要求95%(体积分数)甲醇,则必须加入5%(体积分数)的水,否则,侵蚀剂不起作用。
5)少量液体量度的转换,大致为20滴/mL。侵蚀操作。为真实、清晰地显示金属组织结果,必须遵循以下操作:
①侵蚀试样时采用新抛光的表面。
②侵蚀时和缓地搅动试样或溶液能获得较均匀的侵蚀。
③侵蚀时间视金属的性质、侵蚀液的浓度、检验目的及显微检验的放大倍数而定,以能在显微镜清晰显示侵蚀组织为宜。
④侵蚀完毕立即取出洗净吹干。
⑤可采用多种溶液进行多重侵蚀,以充分显示侵蚀显微组织。若侵蚀程度不足时,可继续侵蚀或重新抛光后再侵蚀。若侵蚀过度则需重新磨制抛光后再侵蚀。
⑥侵蚀后的试样表面有扰乱现象,可用反复多次抛光侵蚀的方法除去。扰乱现象过于严重,不能全部消除时,试样须重新磨制。
7.6.2.3 金相观察与判断
显微组织检验。试样的显微组织检验包括侵蚀前的检验和侵蚀后的检验。侵蚀前主要检验试样中的夹杂物、石墨、裂纹、空隙等及发现磨制过程中所引起的缺陷。侵蚀后主要检验试样的显微组织。
检验试样用的金相显微镜分为台式、立式、卧式。显微镜应安装在干燥通风、无灰尘、无振动、无腐蚀气氛的室内,并置于稳固的桌面和基座上,最好附有振动吸收机构。
为保证检验的准确性,首先要正确操作、使用显微镜。显微镜的操作应按仪器说明书进行。在显微镜下观察时,一般先用低倍(50×~100×),其次用高倍对某相或某些细节进行仔细观察。
根据所需放大倍数选择物镜及目镜。如规定镜筒长度下物镜放大倍数为M1,目镜放大倍数为M2。则显微镜的放大倍数为M1×M2。如镜筒长度增大时,则计算倍数应按比例修正,必要时可用测微标尺校准(测微标尺按计量要求须进行校验)。
根据特殊需要,可采用特殊的照明方法,如斜射光、暗场、偏振光、干涉、相衬、微分干涉(DIC)等,或者用特殊的组织显示方法进一步确定所观察的合金相。也可根据需要进行定量分析,即用人工或专门的图像分析仪定量测量显微组织的特征参量,以确定组织参数、状态、性能间的定量关系。
使用显微镜时应特别保护镜头,请注意下列各点
1)装卸或更换镜头时应特别小心,避免手指接触透镜表面。镜头用完应贮存于干燥洁净的干燥皿中,以免镜片胶合剂发霉而致损坏。
2)聚焦调节时,物镜头部不能与试样接触,应先转动粗调旋钮使物镜尽量接近试样(目测),然后从目镜中观察的同时调节粗调旋钮,使物镜渐渐离开样品直到看到显微组织映像时,再使用微调旋钮调至影像清晰为止。
3)镜头表面有污垢时,严禁用手或硬纤维织物去擦,应先用专用的橡皮球吹去表面尘埃,再用干净鸵毛刷、镜头纸或软皮擦净,必要时可用二甲苯洗擦。
4)使用油镜头时所用的折光油应是香柏油。用后用二甲苯擦拭,最后用镜头纸擦净。
5)显微镜不使用时需用防尘罩盖起(防尘罩可用玻璃、绸布等,不宜用塑料布)。
7.6.2.4 铸铁的典型组织
1.灰铸铁
灰铸铁石墨金相标准参考GB/T7216—2009。炉前用光学显微镜评定灰铸铁的组织可以检测以下项目:石墨分布形状、石墨长度、珠光体数量、碳化物数量、磷共晶数量、共晶团数量等。
(1)石墨分布形状 GB/T7216—2009把灰铸铁的石墨形状分为6种(见表7-57和图7-95)。有些国家则将其分为5种,没有F形。
表7-57 灰铸铁石墨分布形状分类(GB/T7216—2009)

注:1.a图中只有粗大直片状石墨是C型石墨。
2.b图中只有在枝晶二次分枝间呈方向性分布的石墨是E型石墨。
3.c图中只有初生的星状(或蜘蛛状)石墨是F型石墨。
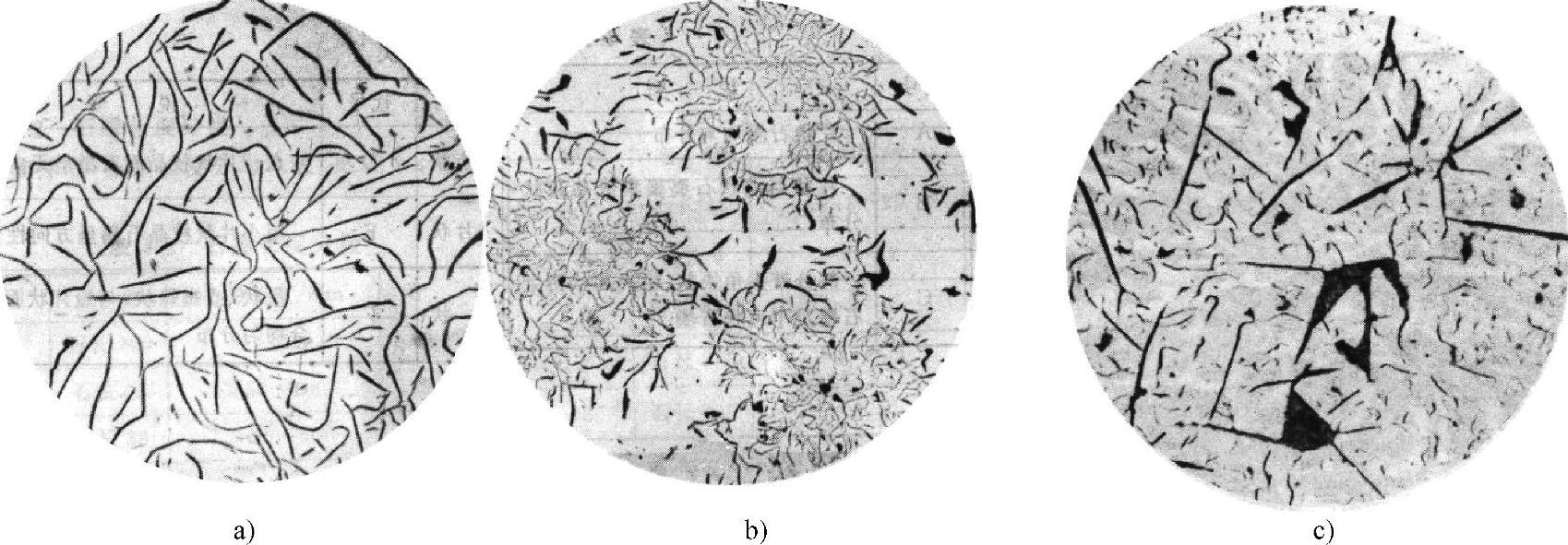
图7-95 石墨分布形状图(×100)
a)A型(片状) b)B型(菊花状) c)C型(块状)
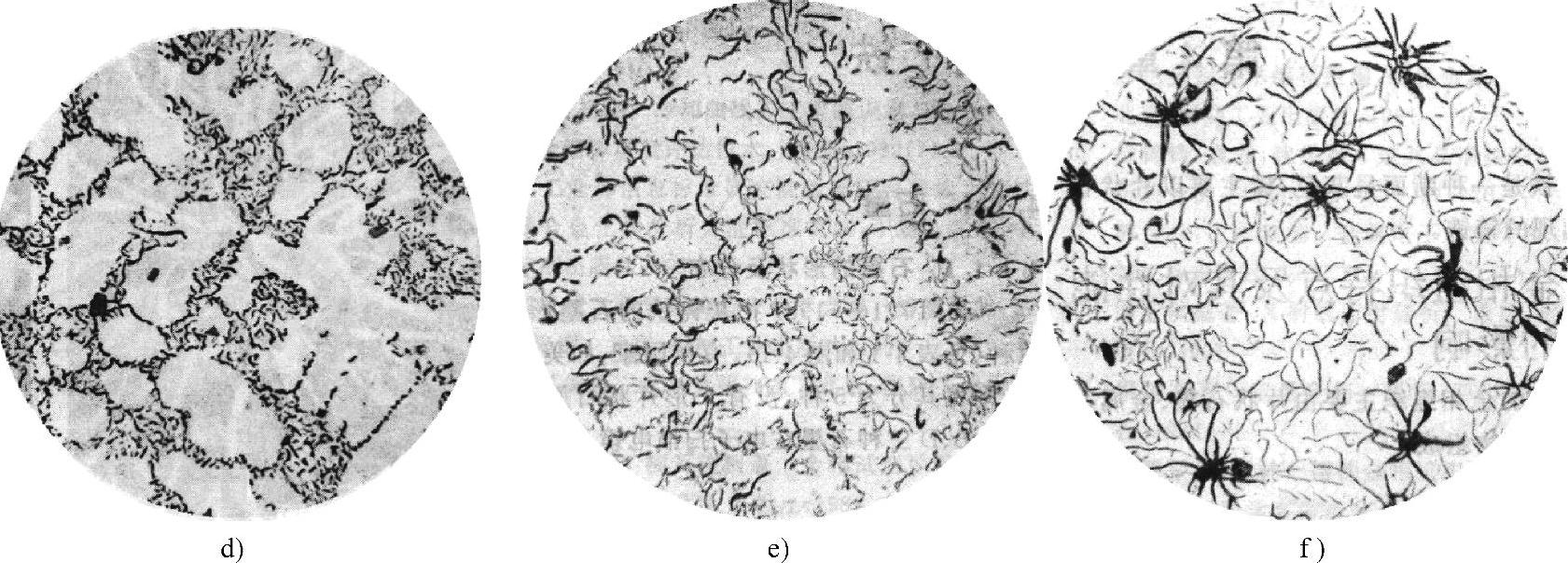
图7-95 石墨分布形状图(×100)(续)
d)D型(枝晶点状) e)E型(枝晶片状) f)F型(星状)
(2)石墨长度:
按国家标准《灰铸铁金相标准GB/T7216—2009》,石墨长度分为8级,见表7-58和图7-96。
表7-58 灰铸铁石墨长度分级(GB/T7216—2009)
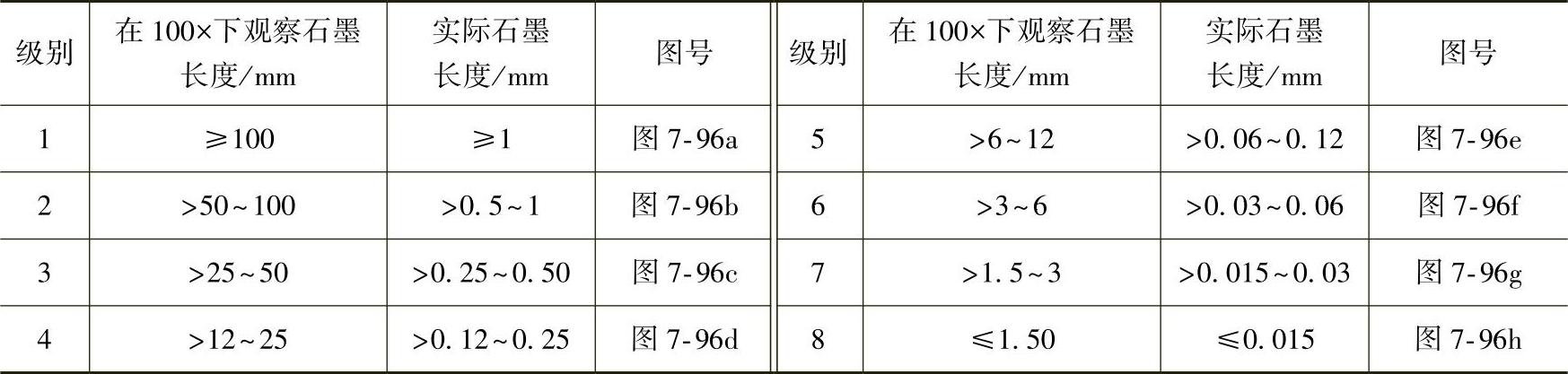
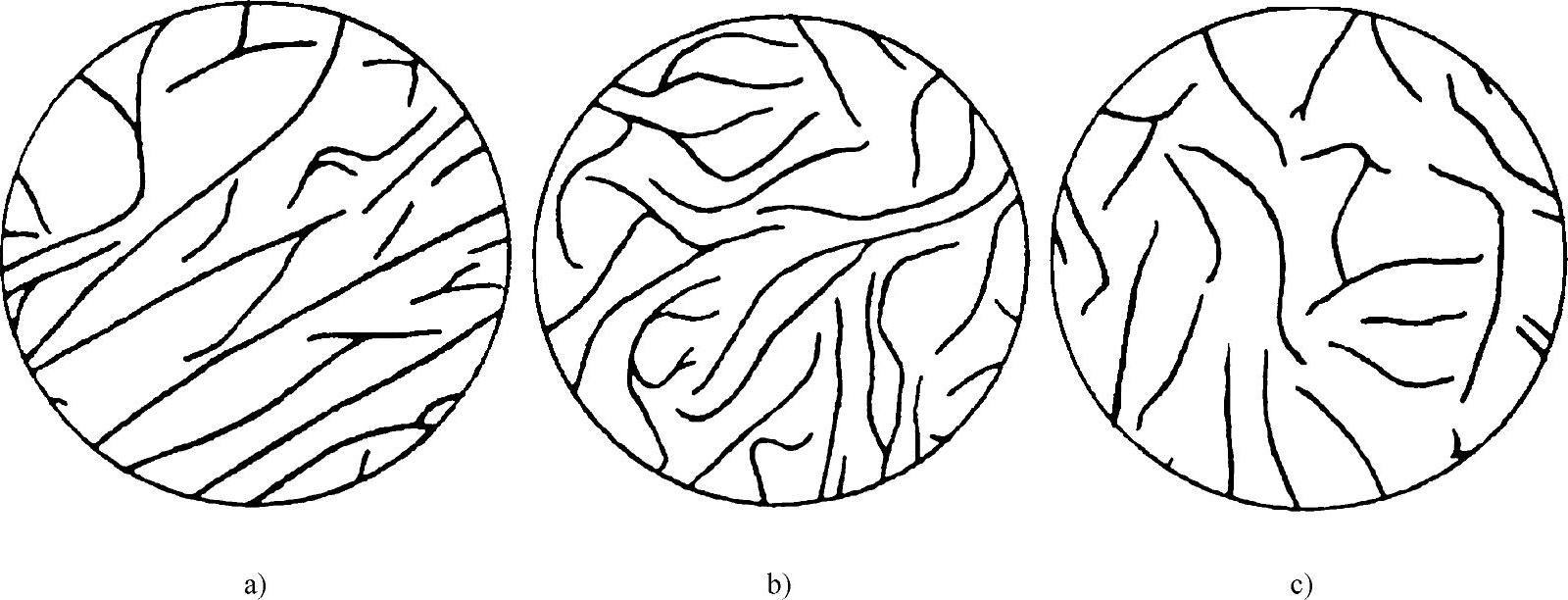
图7-96 灰铸铁石墨长度分级图(×100)
a)1级 b)2级 c)3级

图7-96 灰铸铁石墨长度分级图(×100)(续)
d)4级 e)5级 f)6级 g)7级 h)8级
(3)珠光体数量 珠光体数量百分比(珠光体+铁素体=100%),按A(薄壁件)、B(厚壁件)两组分为8级进行评定(见表7-59及图7-97)。
表7-59 灰铸铁珠光体数量分级(GB/T7216—2009)
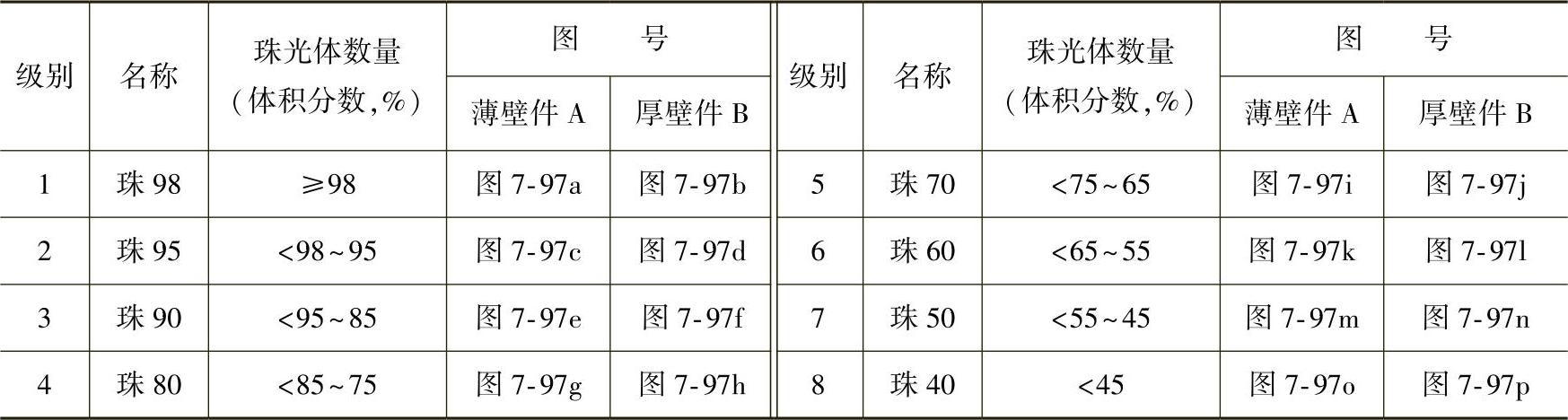
注:1.对珠光体数量的观察,应用2%~5%硝酸酒精溶液侵蚀的试样上进行,放大倍数为100倍。
2.按大多数视场对照标准图片分析。
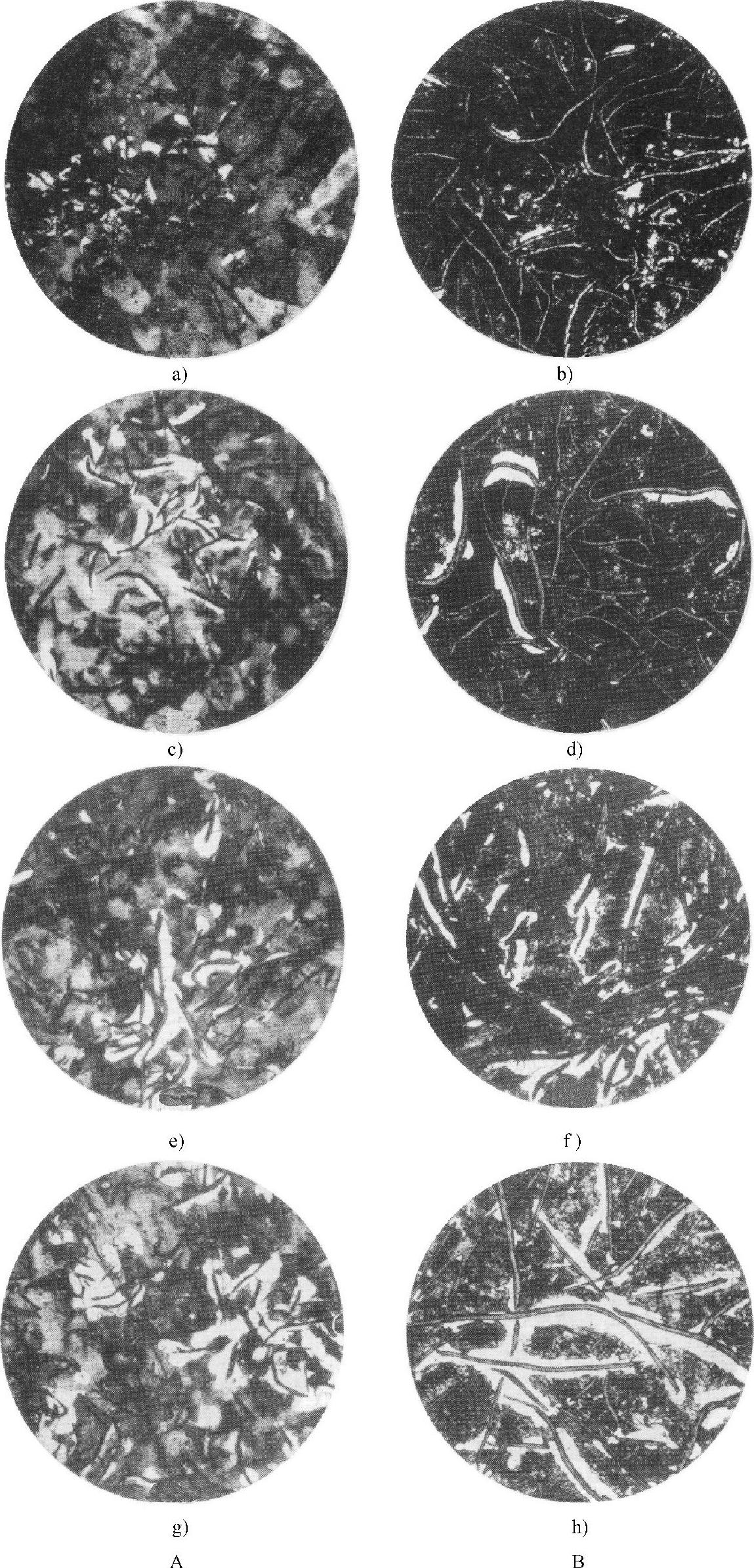
图7-97 灰铸铁珠光体数量图(×100)
A—薄壁件 B—厚壁件

图7-97 灰铸铁珠光体数量图(×100)(续)
A—薄壁件 B—厚壁件
(4)碳化物数量 碳化物是碳与一种或多种元素间的化合物,按其分布形状可分为针条状、网状、块状和莱氏体状。按其在大多数视场中的数量百分比分为6级进行评定(见表7-60及图7-98)。
表7-60 灰铸铁碳化物数量分级(GB/T7216—2009)

注:1.试样用2%~5%硝酸酒精溶液侵蚀,放大倍数为100倍。
2.按大多数视场对照标准图片分析。
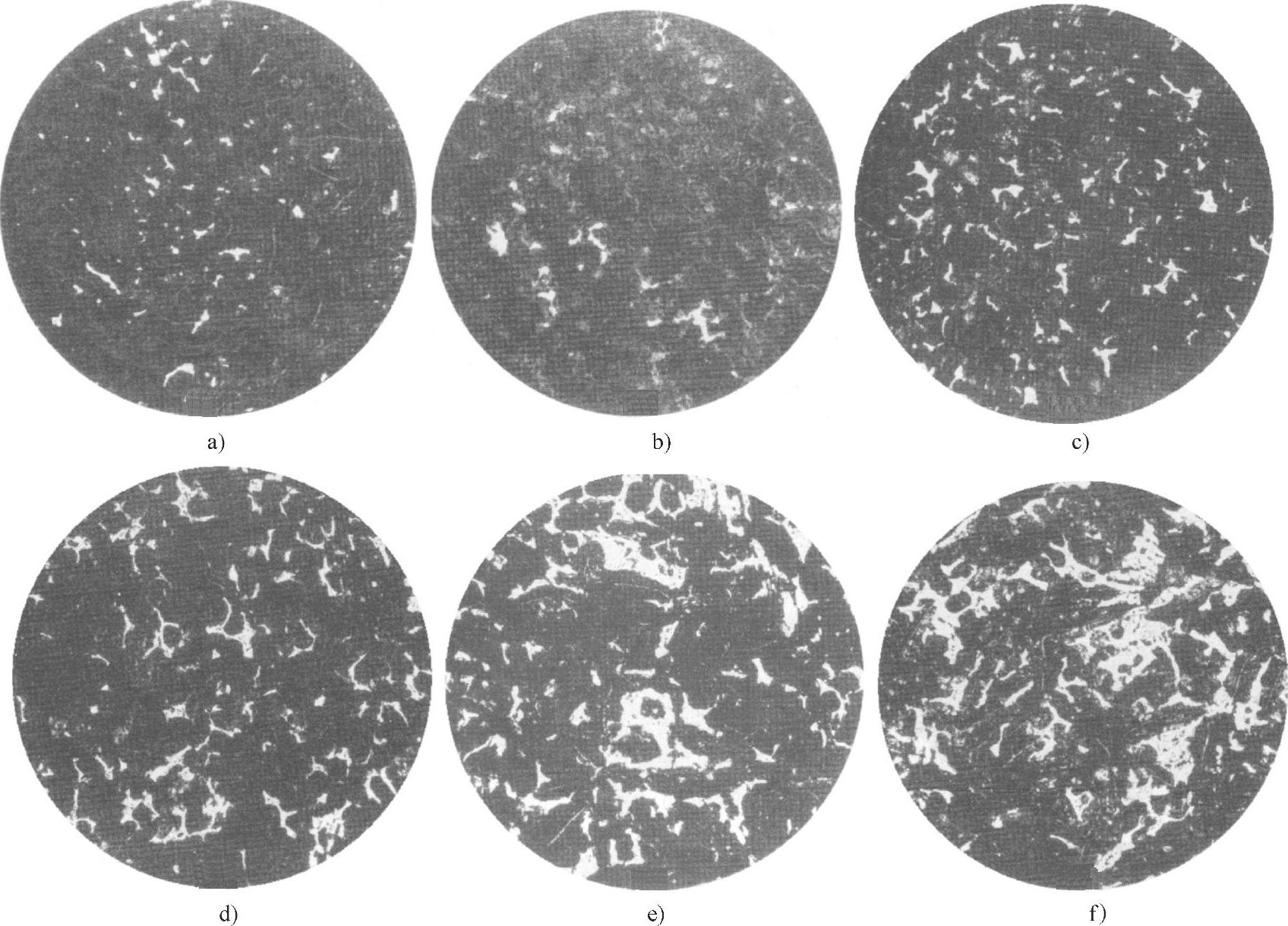
图7-98 灰铸铁碳化物数量分级图(×100)
a)1级(碳1) b)2级(碳3) c)3级(碳5) d)4级(碳10) e)5级(碳15) f)6级(碳20)
(5)磷共晶数量 磷共晶数量的百分比,按大多数视场对照标准图片,分6级进行评定(见表7-61及图7-99)。
表7-61 灰铸铁磷共晶数量分级(GB/T7216—2009)

注:试样用2%~5%硝酸酒精溶液侵蚀,放大倍数为100倍。
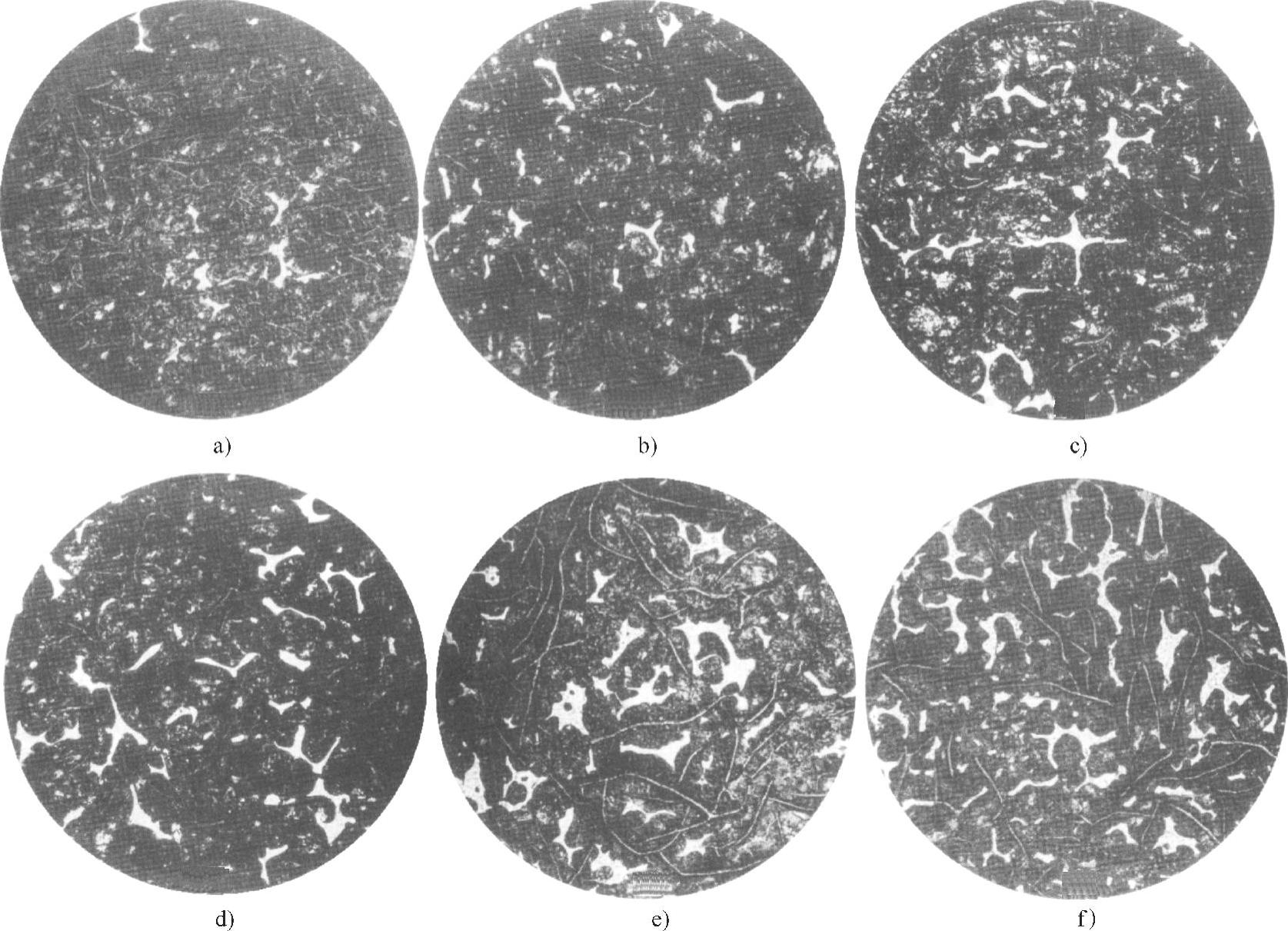
图7-99 灰铸铁磷共晶数量分级图(×100)
a)1级(磷1) b)2级(磷2) c)3级(磷4) d)4级(磷6) e)5级(磷8) f)6级(磷10)
(6)共晶团数量 灰铸铁共晶团数根据选择的放大倍数对照标准图片,按A、B两组分8级评定(见表7-62及图7-100、图7-101)。
表7-62 灰铸铁共晶团数(GB/T7216—2009)
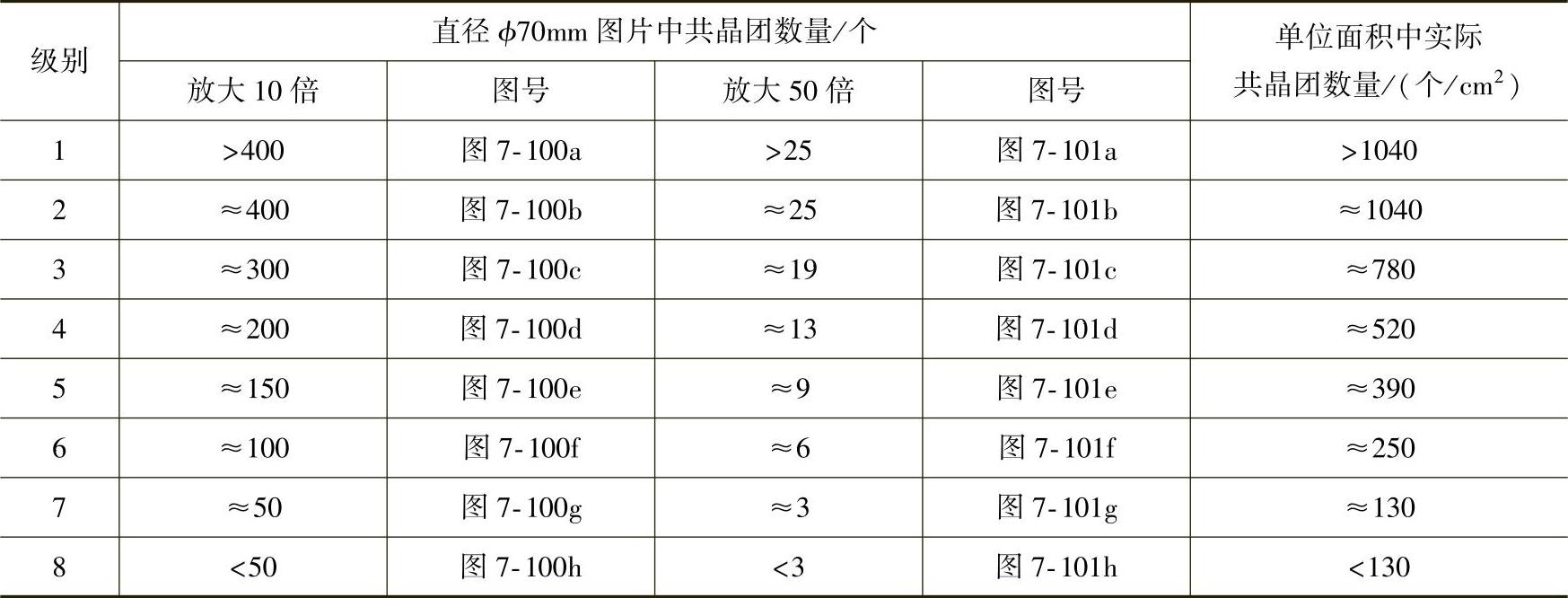
注:试样用氯化铜1g,氯化镁4g,盐酸2mL,酒精100mL的溶液或硫酸铜4g,盐酸20mL,水20mL的溶液侵蚀。放大倍数为10倍或50倍。

图7-100 灰铸铁共晶团分级图(×10)(A组)
a)1级 b)2级 c)3级 d)4级 e)5级 f)6级 g)7级 h)8级

图7-101 灰铸铁共晶团分级图(×50)(B组)
a)1级 b)2级 c)3级
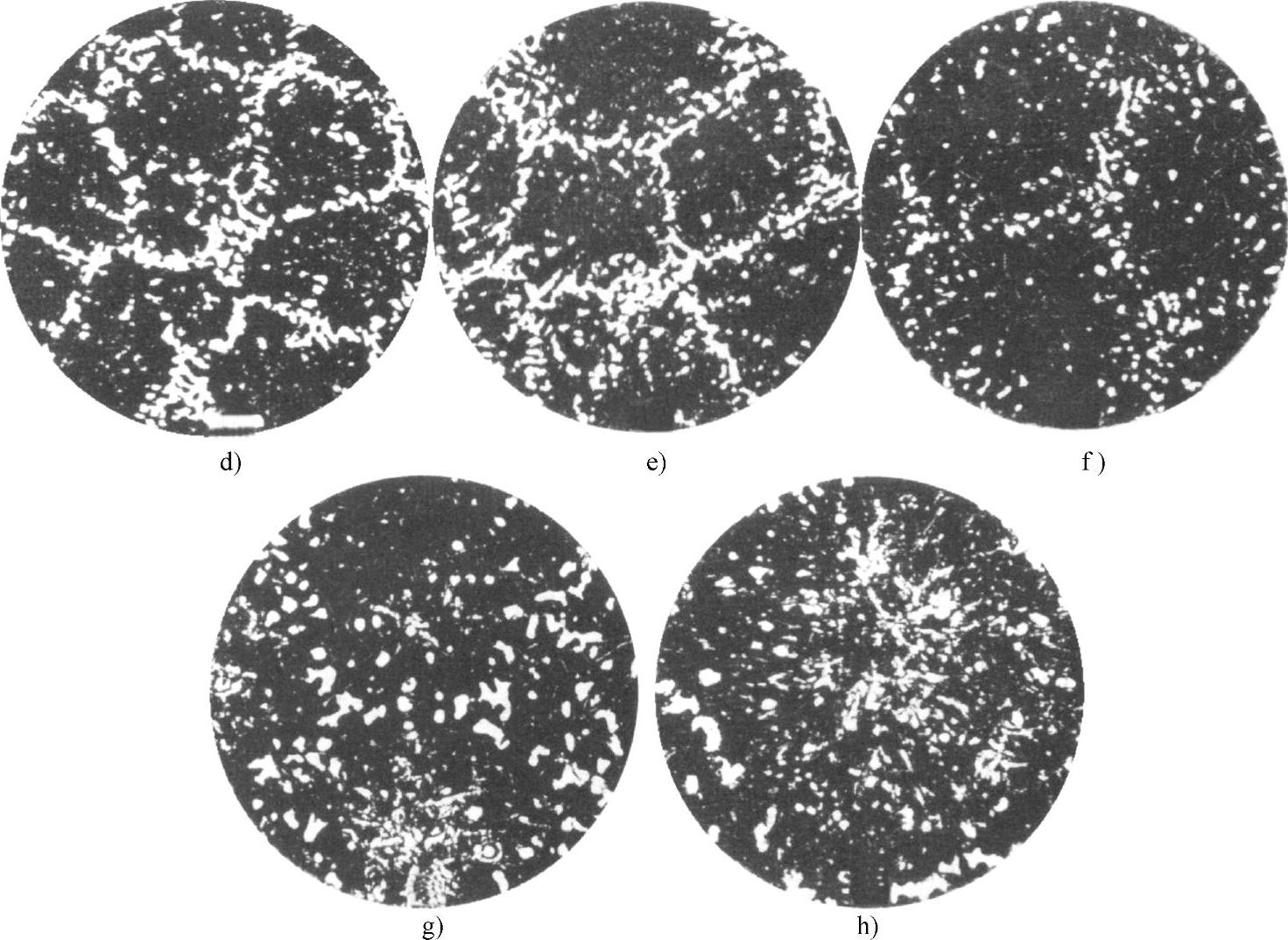
图7-101 灰铸铁共晶团分级图(×50)(B组)(续)
d)4级 e)5级 f)6级 g)7级 h)8级
2.球墨铸铁
球墨铸铁金相参考GB/T9441—2009。
球墨铸铁中允许出现的石墨形态,除了主要是球状石墨外,还可以有少量的非球状石墨,如团状、团絮状。
(1)球化分级 GB/T9441—2009球墨铸铁金相标准将球化分为6级,见表7-63和图7-102。
表7-63 球化分级(GB/T9441—2009)

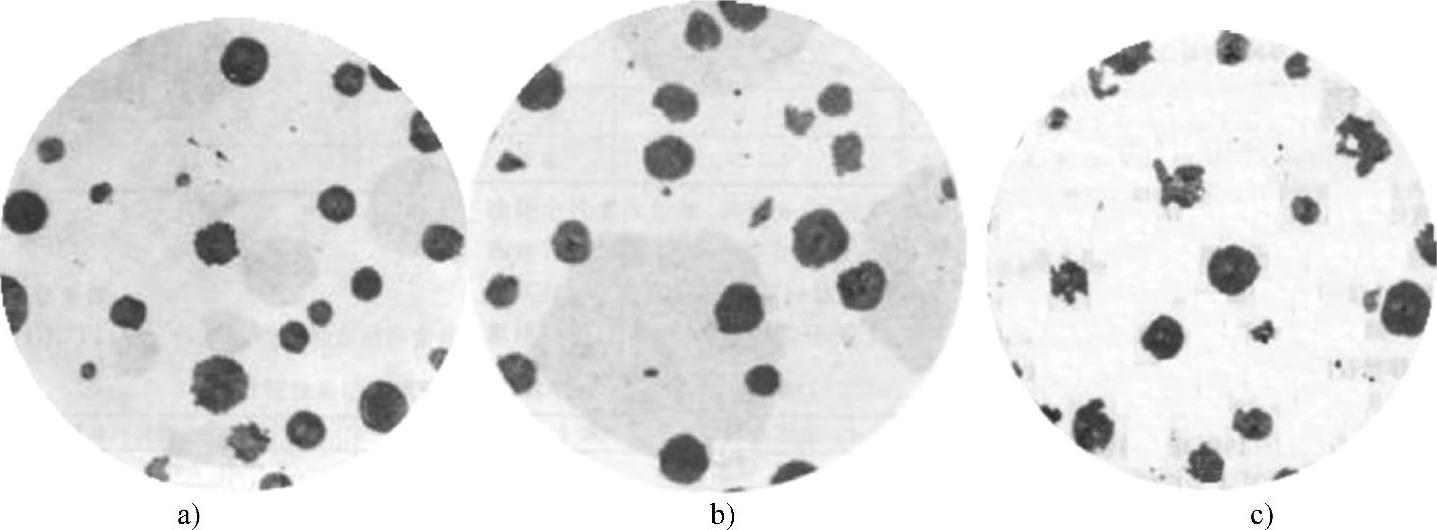
图7-102 球化分级图(×100)
a)1级 b)2级 c)3级
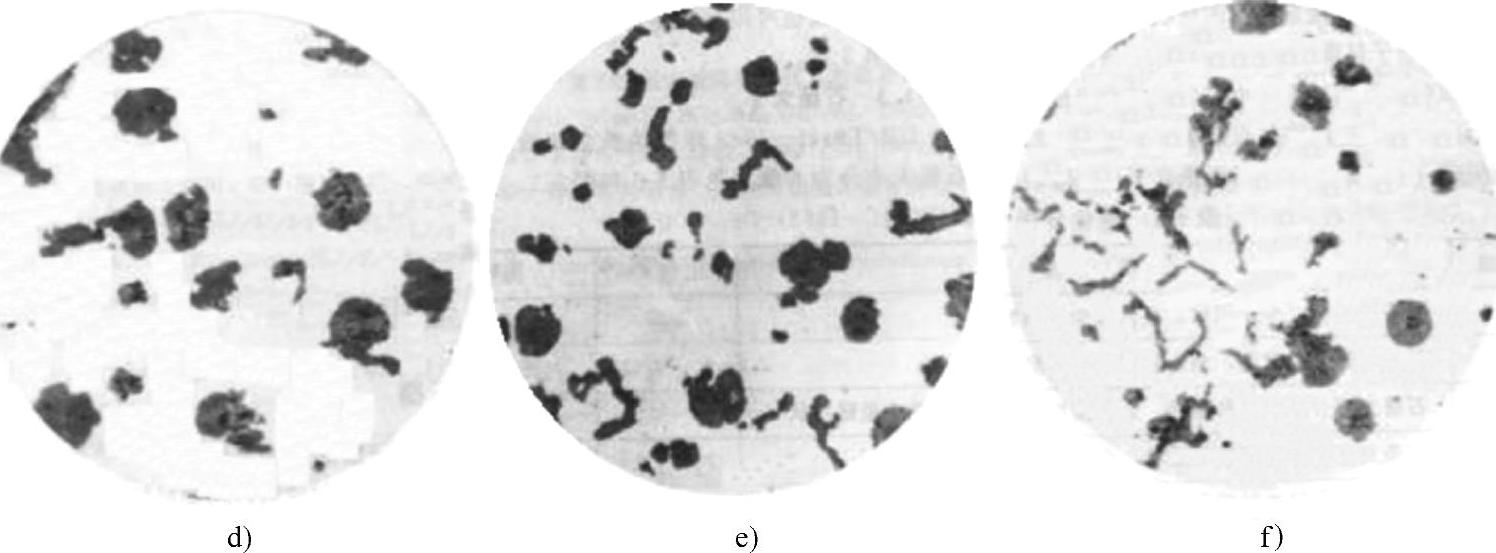
图7-102 球化分级图(×100)(续)
d)4级 e)5级 f)6级
(2)石墨大小 GB/T9441—2009球墨铸铁金相标准将石墨大小分为6级,见表7-64和图7-103。
表7-64 石墨大小分级(GB/T9441—2009)


图7-103 石墨大小分级图(×100)
a)3级 b)4级 c)5级 d)6级 e)7级 f)8级
(3)珠光体数量 根据GB/T9441—2009球墨铸铁金相检验标准,评定珠光体数量及其百分比,按大多数视场对照图7-104进行评定,按石墨大小分别列A、B两组图片,分级说明见表7-65。
表7-65 球墨铸铁珠光体数量分级(GB/T9441—2009)

注:试样在抛光检验石墨后,经2%~5%硝酸酒精溶液侵蚀后进行检验。
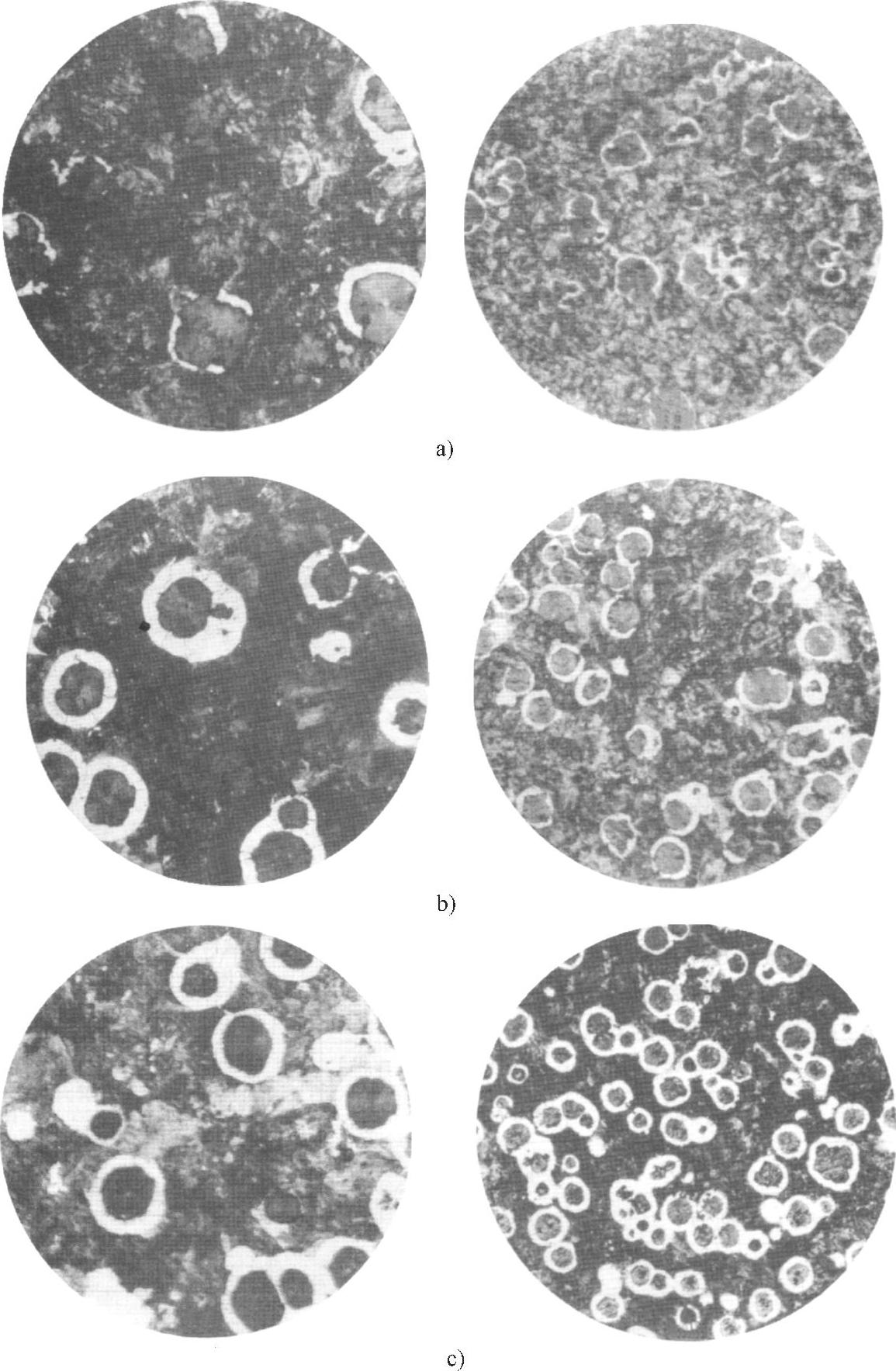
图7-104 珠光体数量(×100)
a)珠95 b)珠85 c)珠75
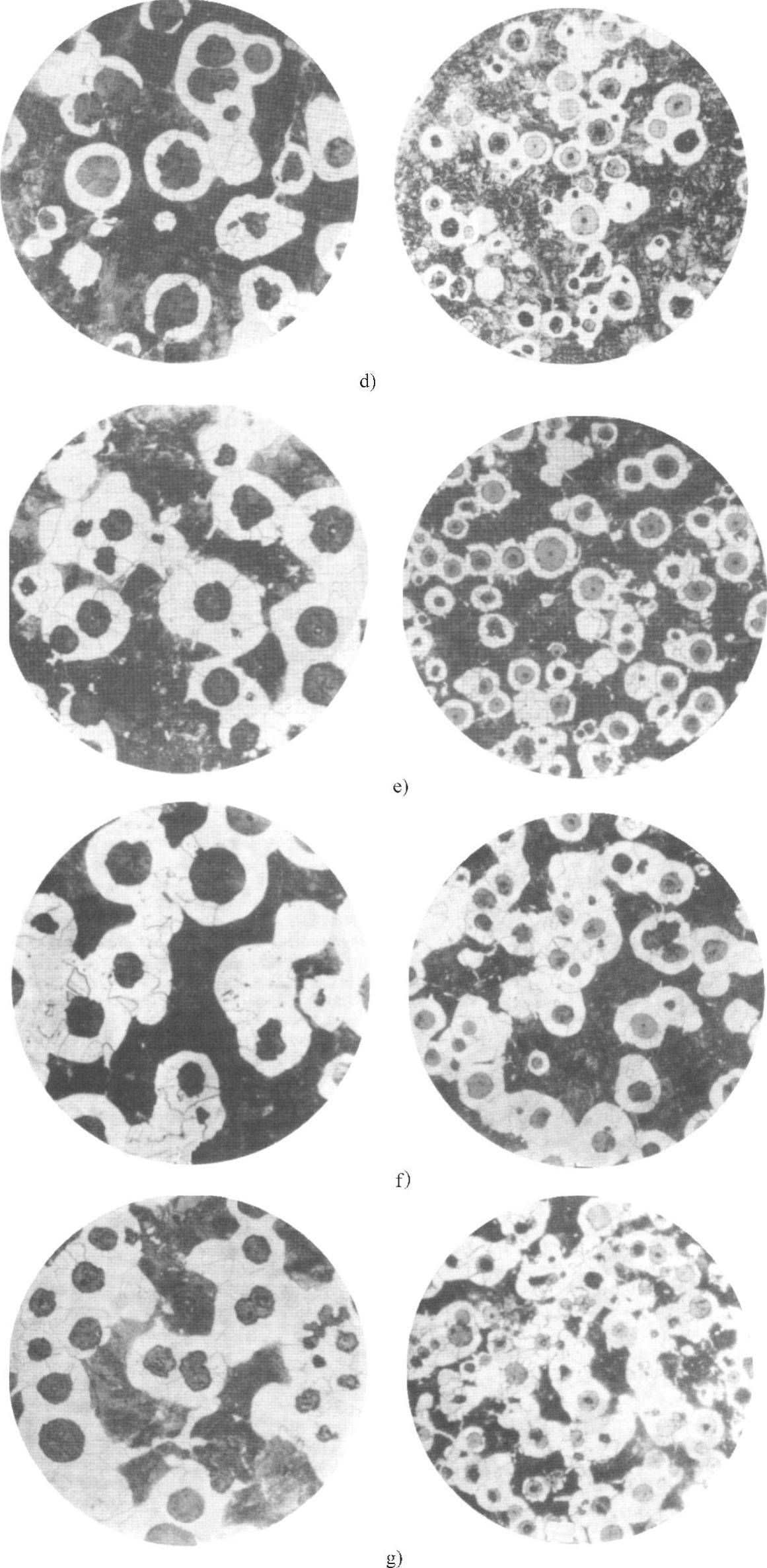
图7-104 珠光体数量(×100)(续)
d)珠65 e)珠55 f)珠45 g)珠35

图7-104 珠光体数量(×100)(续)
h)珠25 i)珠20 j)珠15 k)珠10

图7-104 珠光体数量(×100)(续)
3.蠕墨铸铁
蠕墨铸铁石墨形态的评定较复杂,通常用表示蠕墨铸铁中蠕虫状石墨数(或面积)占总石墨数(或总石墨面积)的比例的蠕化率来衡量石墨形状,生产中又通常采用按大多数视场与蠕墨铸铁金相标准(JB/T3829—1999)对比的方法进行蠕化率的检测,如表7-66和图7-105。
表7-66 蠕墨铸铁的蠕化率分级(JB/T3829—1999)

l)珠5
注:1.在未侵蚀的试样上进行检验。放大倍数为100倍。
2.在评定蠕化率时,允许出现小于5%的片状石墨。
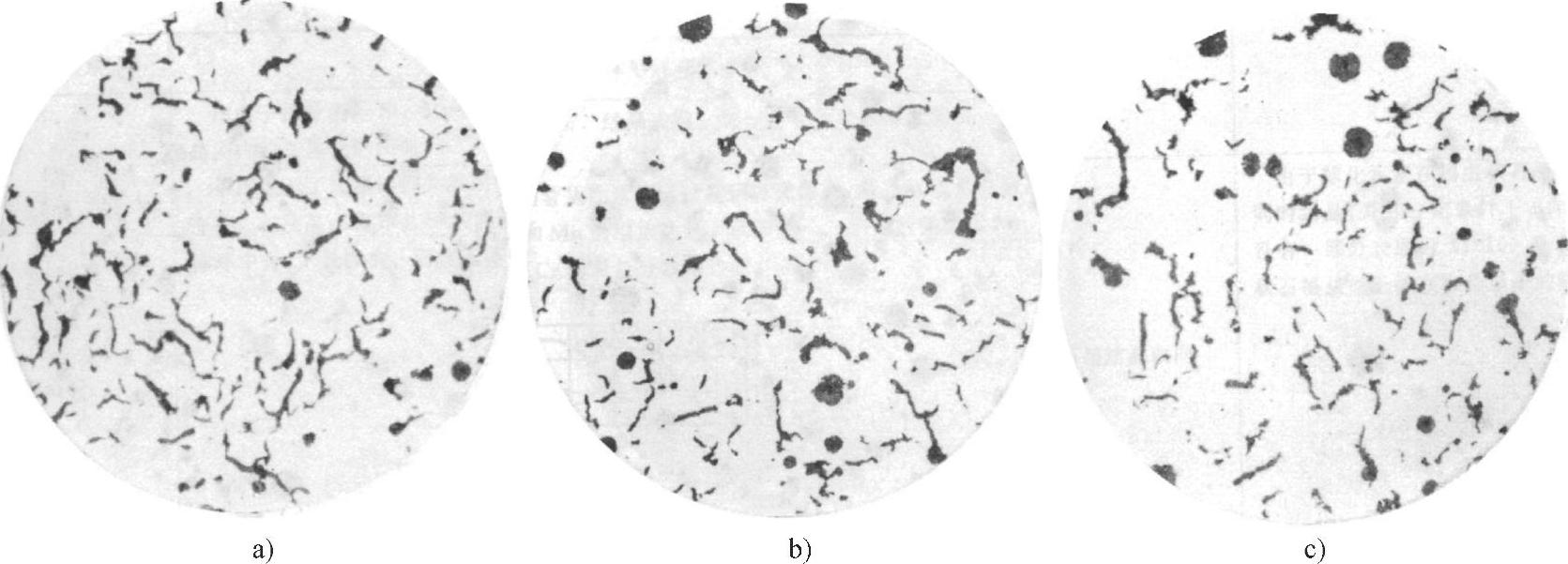
图7-105 蠕墨铸铁蠕化率(×100)
a)蠕95 b)蠕85 c)蠕75
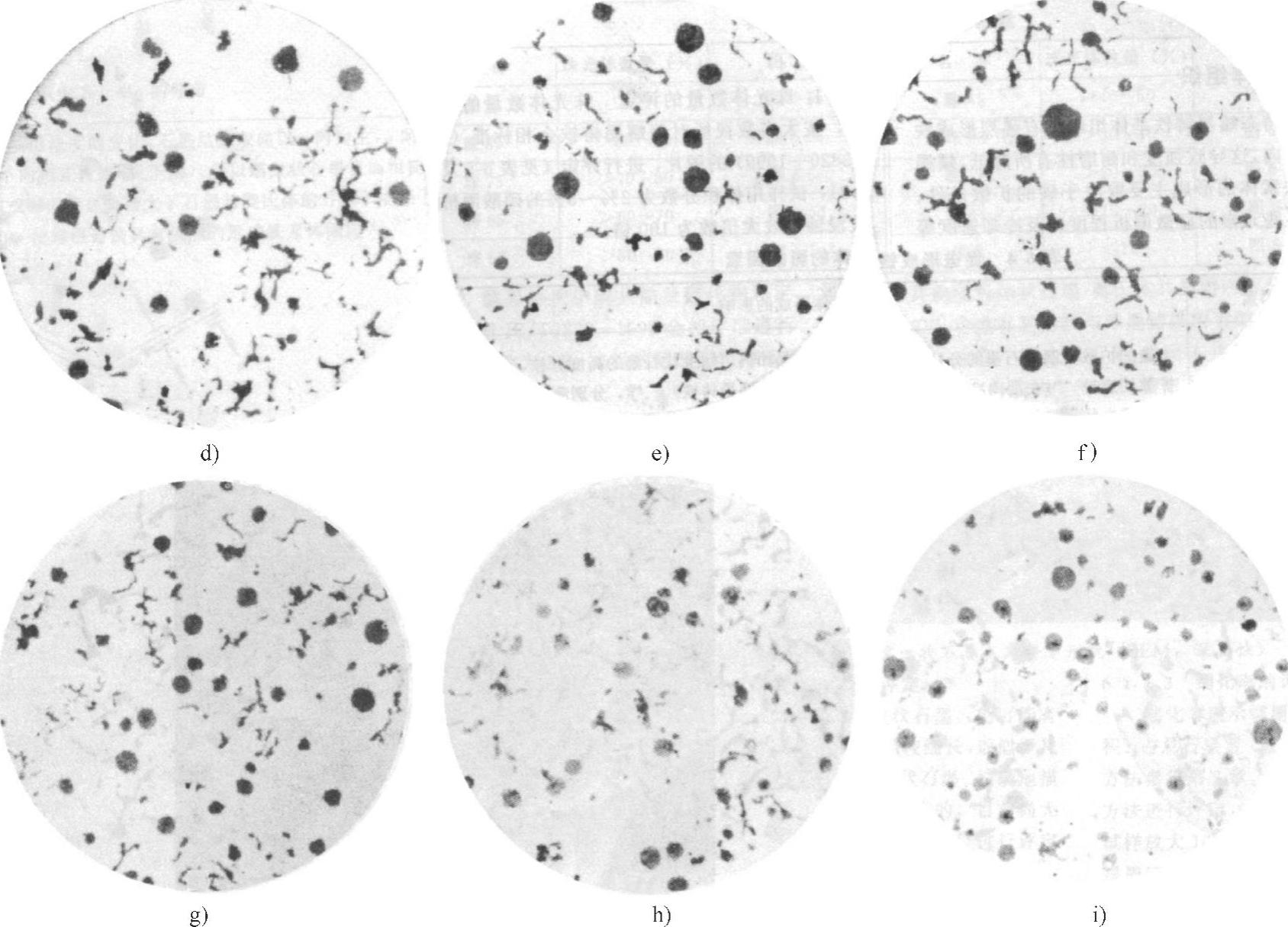
图7-105 蠕墨铸铁蠕化率(×100)(续)
d)蠕65 e)蠕55 f)蠕45 g)蠕35 h)蠕25 i)蠕15
4.可锻铸铁
(1)石墨形状 依JB/T2122—1977铁素体可锻铸铁金相标准规定,可锻铸铁中的石墨形状有团球状、团絮状、絮状、聚虫状和枝晶状等5种,见表7-67和图7-106。
表7-67 可锻铸铁石墨形状(JB/T2122—1977)


图7-106 可锻铸铁的石墨形状(×100)
a)团球状 b)团絮状 c)絮状
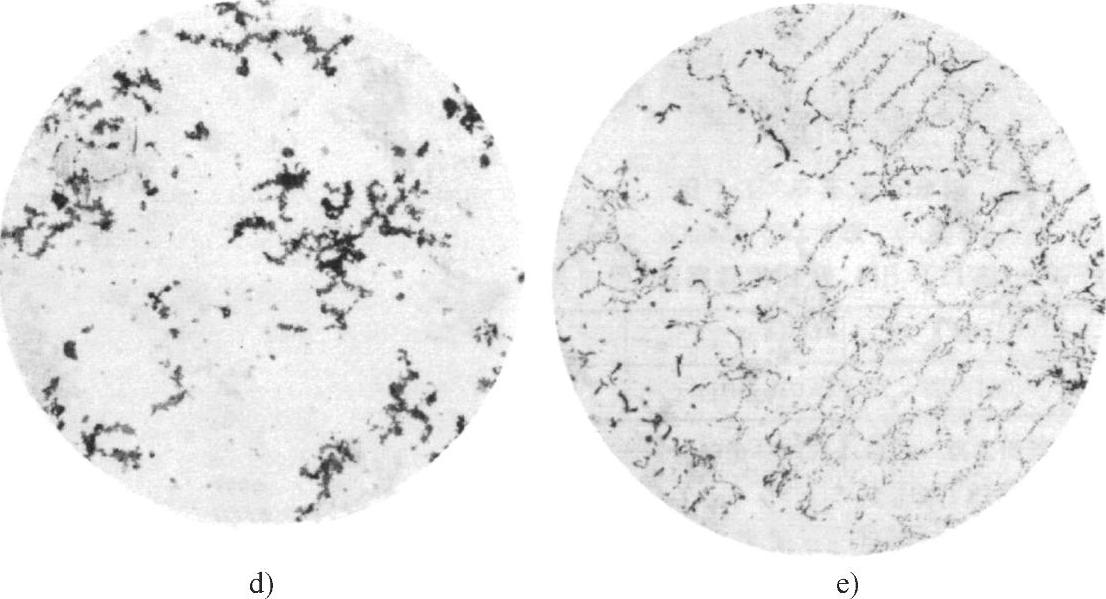
图7-106 可锻铸铁的石墨形状(×100)(续)
d)聚虫状 e)枝晶状
(2)石墨形状分级 可锻铸铁中,石墨通常不以单一形状出现,鉴于石墨形状对力学性能的影响,需要对石墨形状进行分级评定,见表7-68和图7-107。
表7-68 可锻铸铁的石墨形状分级(JB/T2122—1977)

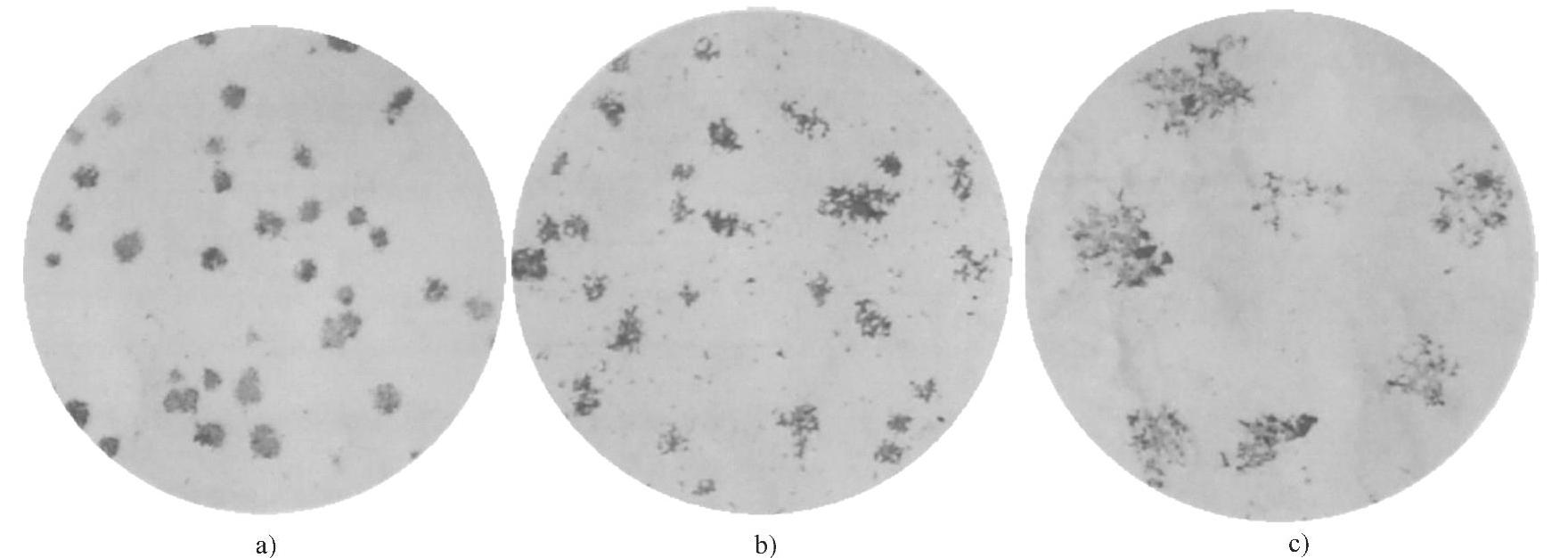
图7-107 可锻铸铁的石墨形状分级(×100)
a)1级 b)2级 c)3级
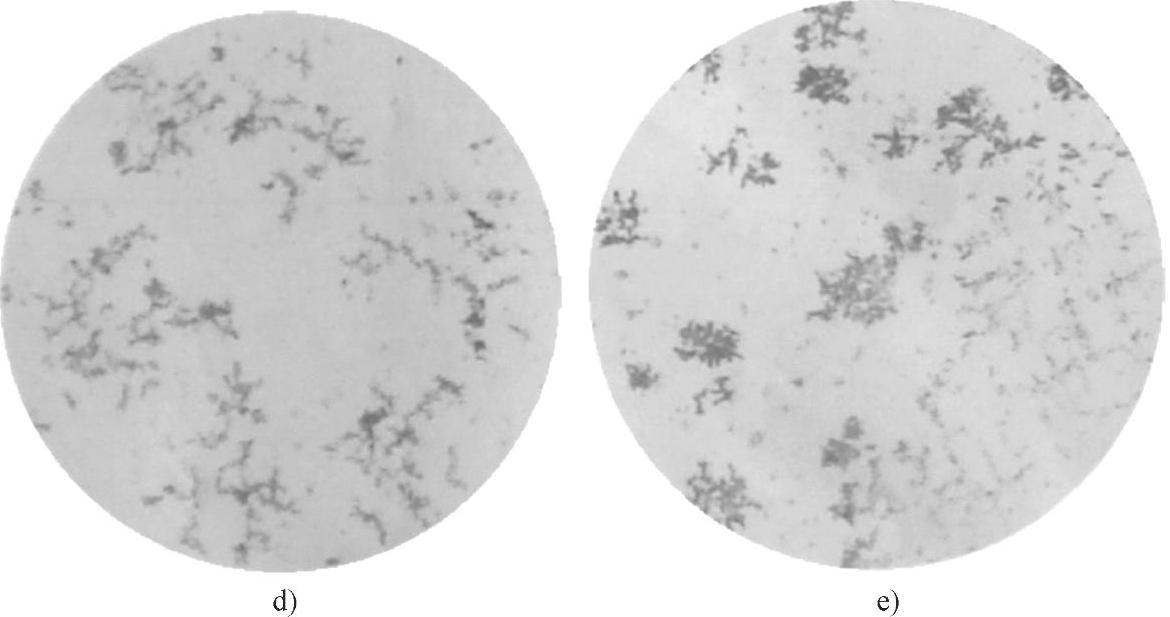
图7-107 可锻铸铁的石墨形状分级(×100)(续)
d)4级 e)5级
可锻铸铁件一般应为1级或2级,不重要件可为3级。
(3)石墨分布 石墨分布的分级评定见表7-69和图7-108。
表7-69 可锻铸铁的石墨分布分级(JB/T2122—1977)

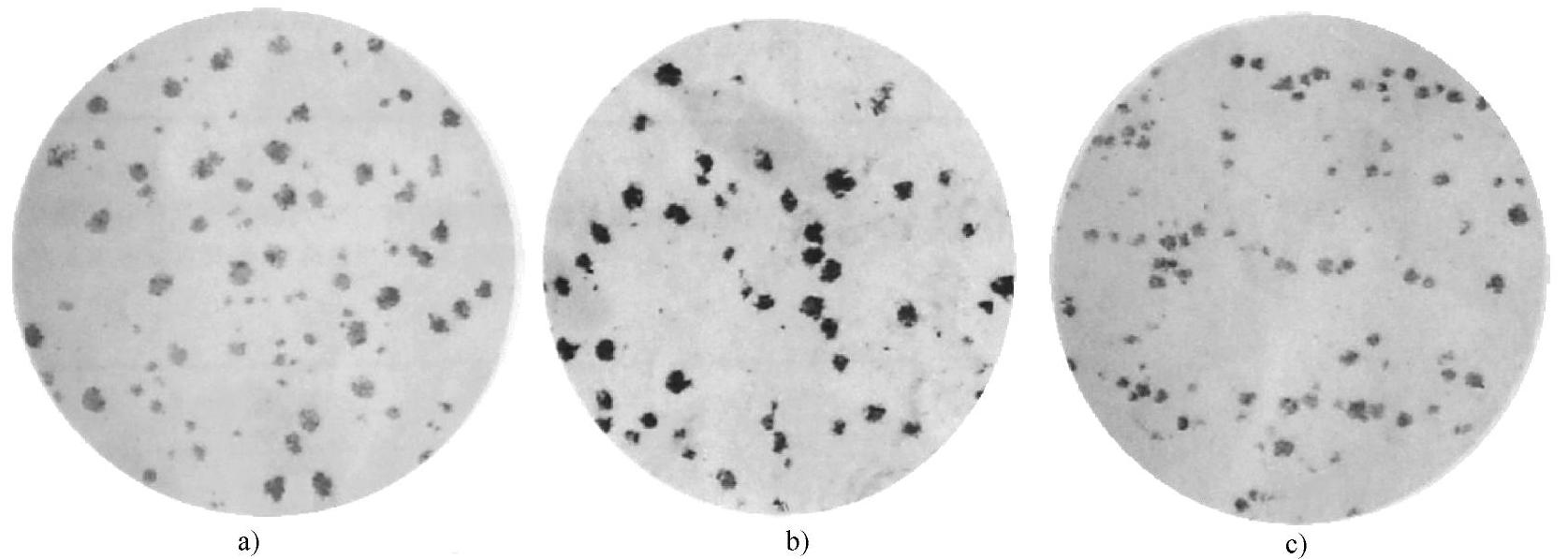
图7-108 可锻铸铁的石墨分布分级(×100)
a)1级 b)2级 c)3级
(4)石墨颗数 石墨颗数的分级评定如表7-70。
表7-70 可锻铸铁的石墨颗数分级(JB/T2122—1977)

需要指出的是,炉前快速金相分析是一种过程控制手段,所以操作方法以有效为原则,不一定标准;同时,检测结果也不能代替最终的质量检验工序。反之,炉前快速金相分析还必须经常对照最终检验结果修正自己的检验标准,做到心中有数。
有关简明铸铁熔炼手册的文章

对于要求较高的球墨铸铁的检验,炉前快速金相分析是最有效的检验手段之一。需要指出的是,炉前快速金相分析是一种过程控制手段,所以操作方法以有效为原则。同时,检测结果也不能代替最终的质量检验工序,反过来,炉前快速金相分析还必须经常对照最终检验结果修正自己的检验标准,做到心中有数。......
2023-06-24

图5-16 球化鉴别a)球化良好 b)球化不良 c)没有球化4.敲击声音检查法方法简介:利用球墨铸铁吸震性差、传音强的特点,敲击三角试样进行球化情况检查。......
2023-06-24

布洛芬是消炎止痛的西药,有一定的副作用,特别是对患有心脏疾病的人。布洛芬被混在天然产品中,既没有标识,也不知道含量,长期作为天然保健品服用,将产生不良后果。本方法用于检测天然产品中含有的布洛芬,为了提高灵敏度及确定性,采用了LC-UV-MS/MS的方法。另吸取990μL离心过的样品液,转入另一个2 mL注射瓶中,加入10μL布洛芬原始标准溶液,盖上盖子,摇匀,标上“添加样品液”。......
2023-07-02

在COPA方法的基础上,Tibshirani等人在2007年提出的OS方法引入了分位数做启发式规则附加表达值,进行差异表达基因检测。由于差异估算中用正常组样本中值代替了全部数据的中值,ORT方法比COPA方法和OS方法恰当地估计了两组数据的差异。COPA方法和OS方法随差异数目的增加,性能有所降低。Lian在2008年提出的MOST方法隐性地考虑了差异基因表达强度临界值所有可能的取值,通过确定其统计量最大值来确定阈值,从而检测差异表达基因。......
2023-11-21
图5-76 测试起动电缆的电压降蓄电池电压:U=U1+U2+U3+U4式中U1、U2、U3——电缆上的电压;U4——起动机的工作电压,则U4=U-U1-U2-U3我们把U1、U2、U3的电压之和称为电缆导线的电压降。所有电路电阻引起的电压降不超过电路电压的3%。3)分析判断:如果这两种情况下的读数之差U=U1-U2超过0.5V,则电缆有电压降故障,应进行下一步哪根电缆有故障的寻找。图5-78 测定起动电缆的电压降3)测试电磁开关触头电压降U3。起动发动机,记录电压表读数U3的值。......
2023-08-26
表5-20 三角试片炉前控制2)快速金相检查法。表5-22 蠕墨铸铁炉前调整补救措施3.浇注后检测蠕墨铸铁浇注后常见检测方法有:断口分析法、音频检测法、超声波速度检测法和金相检测法。......
2023-06-24

表1-20 几种现场金相仪图1-56 合金成分光谱分析试样常规金相分析 通过在铸件指定区域切取试样,进行磨平、抛光、浸蚀后,用肉眼直接观察或在金相显微镜下进行组织观察和分析,以评定铸件的组织。试样和浇注系统的尺寸见图1-57~图1-59。......
2023-06-22
颜色反应水溶液中分别加入浓盐酸、1%香荚兰的盐酸溶液和KI-I2试剂,进行颜色反应。浓盐酸中显粉红色,1%香荚兰的盐酸溶液中显红色,在KI-I2试剂的作用下不产生棕色沉淀。紫外-可见分光光度法溶液中加浓盐酸少许,在紫外-可见分光光度计中扫描鉴定,在270~280 nm波长处都有吸收峰,而在465~550 nm波长处有花青素特征吸收峰。根据相应专业基础课的知识储备,结合所查资料,讨论各种分析检测方法的优劣。......
2023-06-24
相关推荐