图9-17为水温自动监测仪的工作原理。在连续自动监测中,常用自动平衡电桥式电导仪和电流测量式电导仪测量。测量槽内污物可采用超声波清洗装置定期自动清洗。有两种分光光度式高锰酸盐指数自动监测仪,一种是程序式高锰酸盐指数自动监测仪,另一种是流动注射式高锰酸盐指数自动监测仪。......
2023-11-23
7.4.4.1 底焦高度的检测
(1)开孔观察法 在底焦的两个控制位置的炉壁上开纵向长孔,通过覆盖在长孔上的盖上的窥视孔分辨炉内焦炭与铁料,观察铁料熔化情况,从而判断底焦是否在预定的高度上。
这种方法直观、简单,但使用有局限性,仅适用于铁液品种单一、熔化过程比较稳定、底焦波动不是很大的情况。否则,需要在不同高度上开更多的观察孔。开孔观察法由于受炉内高温和炉气的影响,玻璃片要经常擦拭和更换。
(2)γ射线法 采用γ射线法测量时,在冲天炉径向相对方向上安装放射源和探测器,利用γ射线通过焦炭及其上部熔化带中金属料的减弱程度的不同,有电子线路用仪表进行显示和记录射线强度的变化,即可探知底焦的高度。
市售γ射线物位计由放射源、探测器、转换器和显示仪表组成。放射源一般采用放射性同位素钴60或铯137。探测器多数为计数管或闪烁计数器。由探测器传出的脉冲信号经转换器变为标准直流信号(0~10mV,0~10mA),可配常规仪表显示和记录底焦高度。
为了及时了解熔化过程中底焦的变动情况,多采用能连续显示某一范围内底焦高度变化的连续测量型γ射线法物位计,其安装方式如图7-62所示。
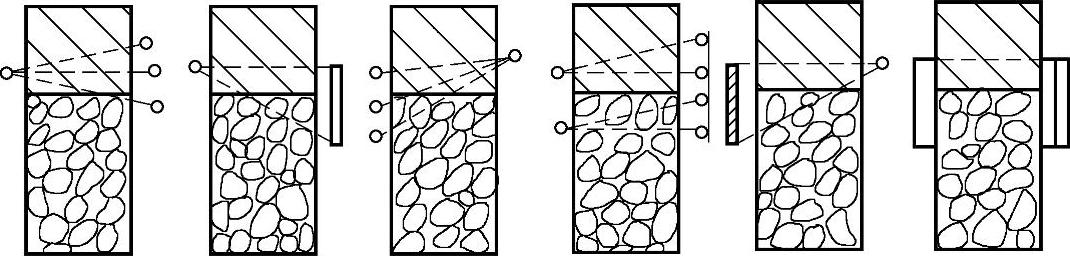
图7-62 连续测量物位的安装方式
(3)压差法 这种测量方法是在冲天炉炉壁上所需测量高度范围内开若干孔,引压至U形管差压计或单管差压计,将其与参比孔压力相比较,既能得到不同高度上的压差。根据压差在炉子高度上变化的陡缓程度,可以判断熔化带所在位置,从而确定底焦相应高度。压差法测量装置如图7-63所示。

图7-63 压差法测量装置示意图
7.4.4.2 铁液量的监测
铁液量的监测可分为重量法和高度法两类。
(1)重量法 它是将前炉支承于称量仪的检测元件上,当前炉中铁液量有变化时,对于检测元件的总压力将成比例地变化。因此,测出检测元件总的压力,扣除前炉本身的重量,就可以知道铁液的储量。由于称重式仪表的传感器装在炉外,不直接接触被测铁液,所以比较稳定可靠。缺点是前炉重量大,安装不方便。
称重仪的传感器有应变电阻丝式、压磁式和霍尔片式多种。压磁式比应变电阻丝式耐高温,输出信号大,内阻低,抗干扰能力强,耐潮湿,更适用于恶劣环境下工作。
压磁式称重仪由两个测压传感器、测量电路和指示仪表组成。传感器把铁液面变化引起的压力变化经压磁元件转换为交流输出。压磁式传感器如图7-64所示,压磁效应如图7-65所示。

图7-64 压磁式传感器
1—承压头 2—弹簧膜片 3—压磁 硅钢片 4—线圈 5—外壳
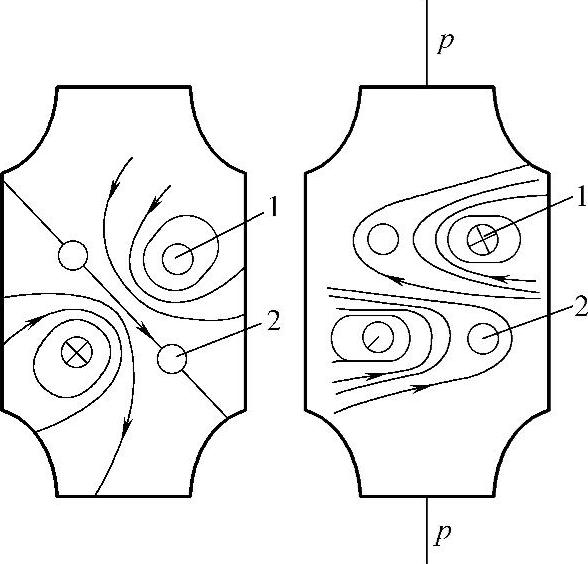
图7-65 压磁效应
(2)高度法 高度法是通过对铁液面的感测来进行工作的。常用灯泡指示法检测铁液的高度,其工作原理如图7-66所示。图中线路一端与炉子下部的电极相连,另一端与前炉炉壁不同高度上的一系列电极相连。当液面上升时,灯泡自下而上依次被点亮,从而显示出铁液的高度。
除灯泡指示法外,还有电阻法。电阻法可用于液位的连续测定,其测定装置如图7-67所示。它以两根具有大电阻率的等截面电极棒为感测元件。工作时感测元件的电阻取决于露出液面部分的长短,通过平衡电桥检测出其电阻值,即可知道铁液的高度。
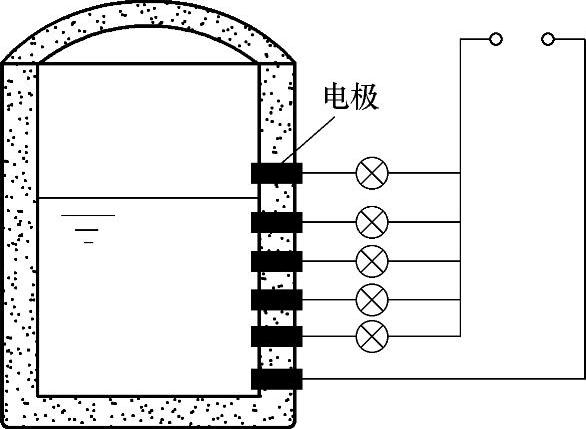
图7-66 灯泡指示法工作简图
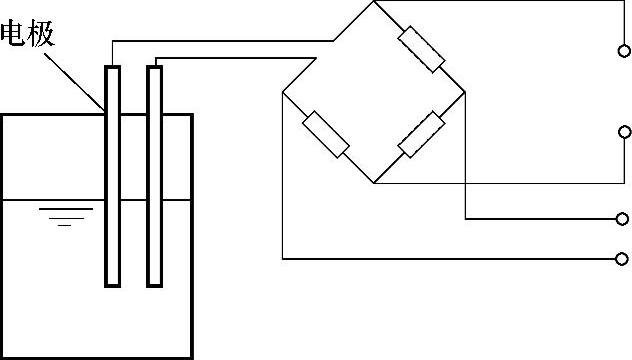
图7-67 电阻法工作简图
7.4.4.3 熔化率的连续测定
常用的熔化率连续测定装置如图7-68所示。该装置通过炉料下降速度间接测量熔化率。装置由炉气压差式料位控制器、JJSB1-32型脉冲时间继电器、BXF-25/4步进选线器、外围显示、电源五部分组成。
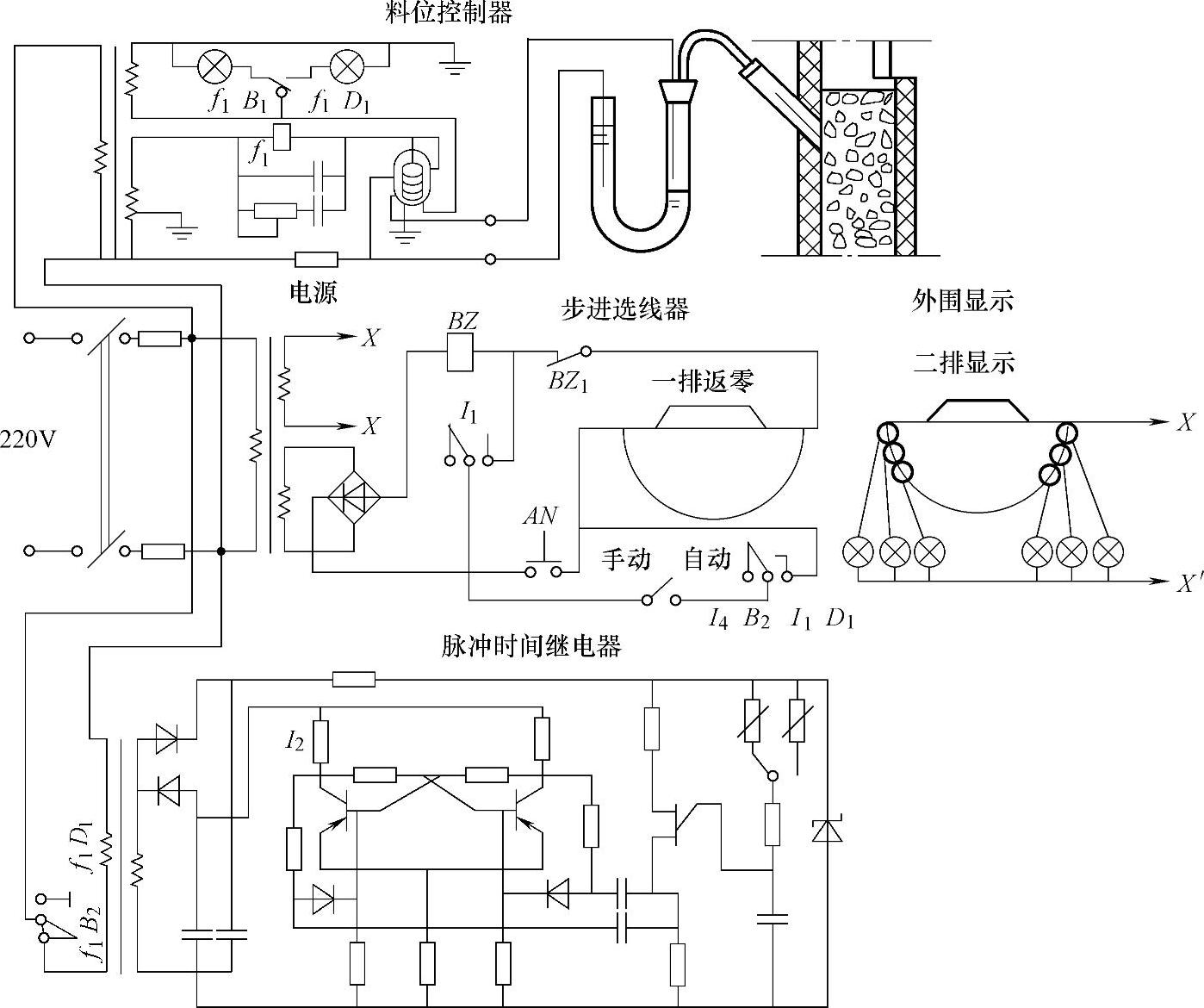
图7-68 熔化率连续测定装置的电子线路
为了消除监视人员观察仪表的疲劳,另设有由不同颜色的灯光与一个红色灯光蜂鸣器所组成的灯光显示和底焦过低或棚料等报警装置。当不需要详细记录熔化率时,可按事先计算值,让炉子熔化率稳定在正常范围内,当超出范围后,相应的颜色灯泡亮,并做出报警。由操作者同时根据铁液温度的情况,及时调整炉子的运行状况。
事实上,在不同炉型和操作条件下,熔化率的变化幅度很大。因此,一些工厂也有采用以下两种方法估计熔化率的:
①在炉后,每隔5批铁料记下投料时间,以5批铁料的重量除以它们的时差求出熔化率。
②利用多笔自动平衡记录仪(如XWC-300型)记录加料批数。当冲天炉每加料一次,安装在加料轨道上的行程开关动作一次,触发信号电路装置产生出一个脉冲信号,使记录仪打下一个点。对照记录仪上的时间轴,数出每小时的脉冲点数,即可推算出熔化率。
有关简明铸铁熔炼手册的文章

图9-17为水温自动监测仪的工作原理。在连续自动监测中,常用自动平衡电桥式电导仪和电流测量式电导仪测量。测量槽内污物可采用超声波清洗装置定期自动清洗。有两种分光光度式高锰酸盐指数自动监测仪,一种是程序式高锰酸盐指数自动监测仪,另一种是流动注射式高锰酸盐指数自动监测仪。......
2023-11-23

噪声测量仪器测量的内容主要是噪声的强度,即声场中的声压,至于声强、声功率则较少直接测量,只在研究中使用;其次是测量噪声的特征,即声压的各种频率组成成分。噪声测量仪器主要有:声级计、声级频谱仪、录音机、记录仪和实时分析仪等。声级计可用于环境噪声、机器噪声、车辆噪声,以及其他各种噪声的测量,也可用于电声学、建筑声学等测量。......
2023-11-23

无论采用何种物理量表征滚动轴承的振动,测量滚动轴承振动的装置都有以下四个部分:传感器系统、测量放大器、驱动主轴和加载器。径向加载 在测试圆柱滚子轴承振动时,对外圈应施加一定的合成径向载荷。传感器所感应的是轴承外圈径向振动位移的变化率。在所测量的轴承振动加速度级范围内,加速度传感器的幅值线性误差应小于5%。......
2023-06-26

烟气连续排放监测系统是指对固定污染源排放烟气中污染物浓度及其总量和相关排气参数进行连续自动监测的仪器设备。《固定污染源烟气排放连续监测技术规范》和《固定污染源烟气排放连续监测系统技术要求及检测方法》中,对CEMS的组成、技术性能要求、检测方法及安装、管理和质量保证等都作了明确规定。因为烟气进入监测仪器前未经除湿,故测定结果为湿基浓度。......
2023-11-23

(一)水污染源连续自动监测系统的组成水污染源连续自动监测系统由流量计、自动采样器、污染物及相关参数自动监测仪、数据采集及传输设备等组成,是水污染源防治设施的组成部分。因为COD监测法消耗试剂量大,监测仪器比较复杂,易造成二次污染,故应尽可能使用不用试剂、仪器结构简单的UVA连续自动监测仪测定,再换算成COD。温度、流量、氧化还原电位、污泥浓度等的监测方法在第二章也已介绍。......
2023-11-23
图4.25 正垂线装置实物图正垂线的基本原理是: 将钢丝上端固定于建筑物的顶部,另一端悬挂重锤,通过竖井放至建筑物的底部,将重锤置于装满稳定液的桶中,使得钢丝稳定,以此来测定建筑物顶部到底部的相对位移。倒垂线观测前,应检查钢丝是否有足够的张力,浮体是否与桶壁接触,若接触,则应将浮桶稍许移动,直到两者脱离接触为止,以确保钢丝铅垂。图4.26 倒垂线装置实物图......
2023-08-20

在实验室质量考核中,对标准样品的实际测量均值与其保证值之间的差异是由抽样误差引起的,还是确实存在本质的差别,可用计算t值和查t值表的方法来判断两均值之差属于抽样误差的概率有多大,即对这些差异进行“显著性检验”,简称“t检验”,当抽样误差的概率较大时,两均值的差异很可能是抽样误差所致,亦即两均值无显著性差异;如其概率很小,即此差异属于抽样误差的可能性很小,因而两均值有显著性差异。......
2023-11-23

现代同步相量测量技术起源于微机线路保护研究。目前同步相量测量装置已经有很多制造商,并在很多个国家投入运行。在满足规定的功能条件下,同步相量测量装置应满足与环境相适应的机械性能、电磁兼容性等要求,考虑运行可靠性、可维护性和可扩展性,并兼顾经济上的合理性。......
2023-06-28
相关推荐