在水中加食盐或酱油等调味料以及香辛料,经煮制而成的一类熟肉类制品,称为酱卤制品。酱卤制品突出调味与香辛料以及肉的本身香气,食之肥而不腻,瘦不塞牙。酱卤制品的加工方法主要有两个过程:一是调味,二是煮制(酱制)。调味是制作酱卤制品的关键。其方法是将整理后的原料肉投入沸水中,不加任何调料,用较多的清水进行煮制。其方法是将清煮后的肉放入加有各种调味料、香辛料的汤汁中进行烧煮,是酱卤制品加工的关键性工序。......
2025-09-29
焦炭试样的取样和制样应按照《焦炭试样的采取和制备》进行。大批量焦炭的采样也可以参考出口标准。
1.采样注意事项
1)标准采样要用采样工具(采样铲、采样斗)采集。
2)采取每个份样(由一批焦炭中的一个部位所取得的焦炭试样)时,应注意它能近似地代表该部位焦炭质量,大颗粒焦炭不允许任意采入或从采样铲掉出。
3)一批焦炭的最少份样份数按表7-11确定。
表7-11 焦炭基本批量应采取的最少份样数

4)份样质量按表7-12确定。
表7-12 从焦炭中应采取的最少份样质量

5)筛分分析试样可用作测定机械强度的重用试样。
6)水分试样采出后,应立即放入有密封盖耐腐蚀的储样桶或不渗水的其他密封容器中,并应远离热源、避免阳光直射。为减少制样操作过程中焦炭试样水分的损失,破碎和缩分总操作时间不得超过15min。明显潮湿的试样,应将试样连同容器全部称量,然后在温暖而通风良好的房间将试样放在钢板上铺成薄层进行空气干燥,或在容积较大的烘箱中进行不完全干燥,自然冷却,称量容器和干燥后试样的重量,并在试样记录中记录各次称量重量并计算质量损失百分比,以便校正全水分测量结果。
7)选择衡器精密度必须适当,衡器最大称量不应大于试样质量的5倍,最小分度值应小于最大称量的1/1000。
2.试样的制备
1)全水分试样的制备。将全部焦炭试样破碎到60mm以下,充分混匀,缩分出不少于40kg,再破碎到13mm以下,缩分成两等份。其中一份用以继续缩分出测定水分的专门试样。另一份用以继续缩分出其他分析用试样。将测定水分用的试样缩分出1kg,再缩分成两等份。一份作为测定水分用,另一份作保留样,置于严密的磨口瓶中并贴上标签。
2)分析试样的制备。将破碎到小于13mm的另一份试样,混匀后缩分出不少于4kg,再破碎到6mm以下,混匀缩分出不少于2kg,再破碎到3mm以下,混匀缩分出1kg。将1kg试样全部破碎到1mm。如果试样潮湿影响加工,可将1kg试样置于150℃±10℃的干燥箱内,干燥20min后再加工破碎。将破碎到1mm以下的试样混匀缩分出40g,破碎到0.2mm以下供分析使用。其余小于1mm的试样缩分出约200g,装于磨口瓶中,贴上标签,保留备查。一般保留期限不低于1个月。(https://www.chuimin.cn)
3)焦炭试样的制备流程如图7-9所示。
3.混匀方法
混匀是为了最大限度地减小缩分误差。混匀可采用下列方法之一,也可以几种方法并用。混匀过程中需避免试样损失和粉尘飞散。
1)堆锥混匀法。把已破碎到规定粒度(必要时进行过筛检查)的试样,用铲铲起堆成圆锥体。再交互地从试样堆两边对角贴底逐渐铲起堆成另一圆锥体,每次铲起的试样不应过多,并应分2~3次洒落在新堆顶端,使其均匀地落在堆的四周。堆成锥体的过程中,堆顶中心位置不得移动。如此反复三次,使试样粒度分布均匀。
2)平铺混匀法。把已破碎至规定粒度的试样,用铲铲起铺成扁平的方形堆。铺堆时应两人对面操作,并分层铺撒。一人操作时,可铺撒一层交换一次位置。每铲铲起的试样不应过多,并应分2~3次依次铺撒。全部试样铺成扁平堆至少要3层,每铺成一个完整的扁平方堆叫混匀一次。第二次混匀时应从第一个堆侧面贴底依次逐铲铲起试样,用同样方法再铺成一个新的扁平方堆。如此反复三次,使试样粒度分布均匀。扁平堆各部厚度应大致一致,其厚度约为试样最大粒度的3.5倍或不大于50mm。
3)二分器法。将试样连续通过二分器2~3次,每次通过后再把试样重新混合在一起。
4.试样的缩分
1)堆锥四分法。将用堆锥混合后的试样,从堆的顶端中心向周围均匀摊开(试样量大时)或压平(试样量小时)成扁平体。扁平体厚度要适当,一般应为试样最大粒度的3倍或不超过50mm。通过扁平体中心划一个“十”字,将试样分成四个相等的扇形体,把相对的两个扇形体弃去,留下两个扇形体。若留下的两个扇形体质量大于缩分基准,可继续缩分至不少于基准规定的质量。
2)网格缩分法。在平铺均匀的扁平试样堆上,划分若干条纵向与横向彼此距离相等的直线,使试样形成若干个大小相等的正方形或长方形,用采样铲贴底从每个方形内各取一铲合并作为缩分所得试样。为防止取出时试样大颗粒滑落,铲样时要同时用挡板插至试样底部。缩分大样不少于20个方格,缩分副样不少于12个方格,缩分份样不少于4个方格。
3)二分器缩分法。选用二份器槽的宽度与试样最大粒度相应。把试样从容器中连续不断地送入二分器。取任一边的试样为缩分所得样。若连续缩分试样,应由二分器两边交互地取出。
样品的称取。焦炭样品称取时应戴清洁、干燥的薄手套。
铸造生产所用焦炭的优劣,可以由水分、灰分、挥发分、固定碳、含硫量、强度、块度、反应性和气孔率等性能指标来衡量。
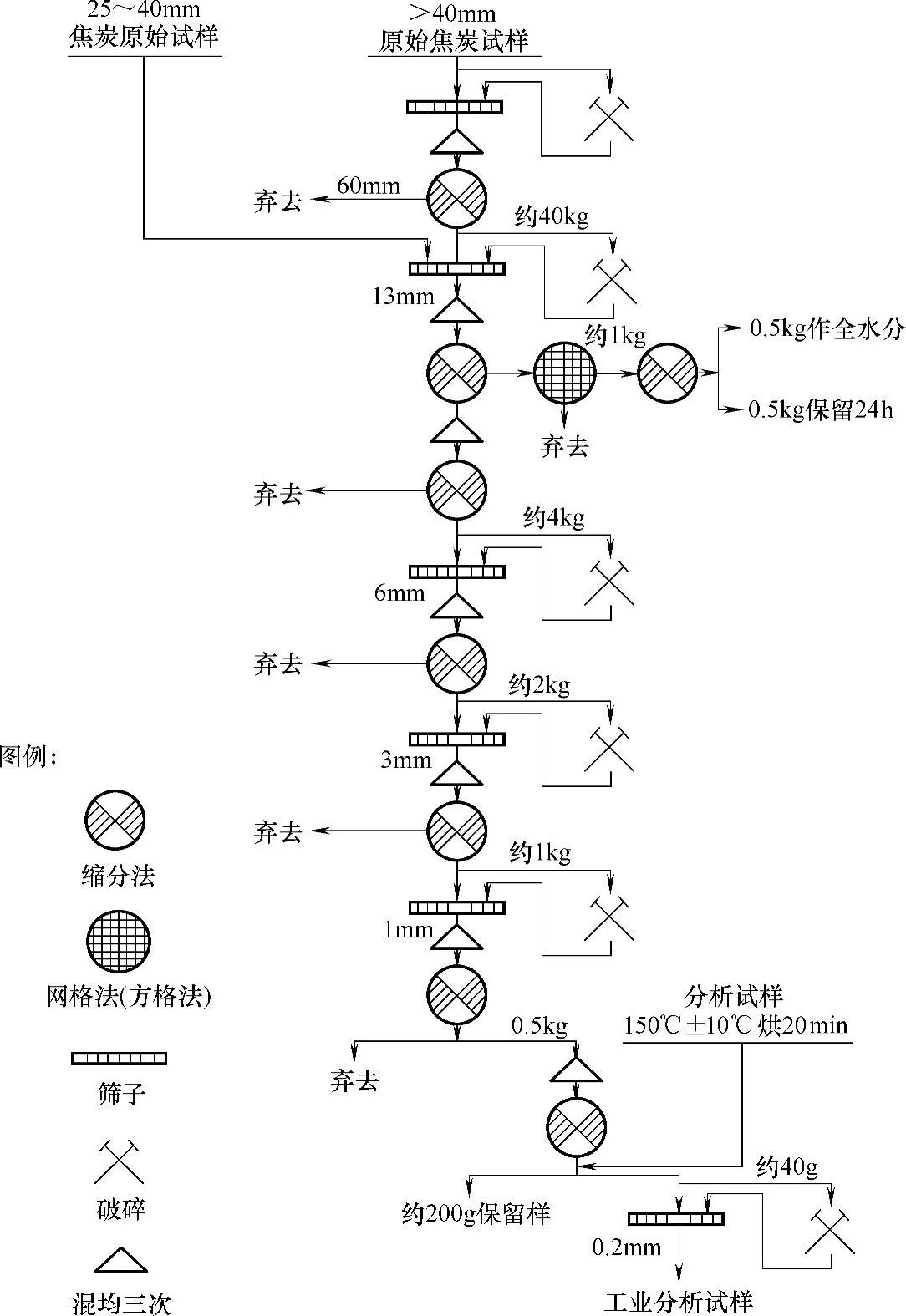
图7-9 焦炭试样制备流程图
相关文章

在水中加食盐或酱油等调味料以及香辛料,经煮制而成的一类熟肉类制品,称为酱卤制品。酱卤制品突出调味与香辛料以及肉的本身香气,食之肥而不腻,瘦不塞牙。酱卤制品的加工方法主要有两个过程:一是调味,二是煮制(酱制)。调味是制作酱卤制品的关键。其方法是将整理后的原料肉投入沸水中,不加任何调料,用较多的清水进行煮制。其方法是将清煮后的肉放入加有各种调味料、香辛料的汤汁中进行烧煮,是酱卤制品加工的关键性工序。......
2025-09-29

图8-25 连接2线制测量传感器以下为2线制信号与4线制信号接线中需要注意的地方:2线制传感器· 连接Mana到M,并连接引脚10和11间的跳线;· 短接一个组内不用的通道或用3.3千欧电阻跳接。SM331 SF灯亮表明硬件故障。图8-27 硬件组态1图8-28 硬件组态2但是,SM331不支持连接多个HART协议设备到一个模拟量输入通道,即多点模式。......
2025-09-29
执行BHATCH命令可采用以下三种方式:● 绘图工具栏 或 。启动BHATCH命令后,弹出对话框,单击右下角处的 ,可展开该对话框的高级选项,如图2-37所示。1)下拉列表框:通过该框的下拉菜单,用户可确定要填充的图案所属的类型,共有三类:即预定义、用户定义以及自定义。使用此选项,可很容易地做到以适合于布局的比例显示填充图案。控制填充图案生成的起始位置。选取完毕,按Enter键返回边界图案填充对话框。......
2025-09-29

低压验电器又称试电笔、测电笔。使用低压验电器,必须按图2-2所示正确姿势握笔,以食指触及笔尾的金属体,笔尖触及被测物体,使氖管小窗背光朝向测试者。图2-1 低压验电器a)钢笔式 b)螺钉旋具式 c)数字显示式图2-2 低压验电器的正确握法a)钢笔式验电器 b)螺钉旋具式验电器※注意:1)使用以前,先检查电笔内部有无柱形电阻,若无电阻,严禁使用。否则,将发生触电事故。......
2025-09-29

对于普通机床的日常保养是维修人员和操作人员应共同承担的责任和任务。不同的机床其电器的日常保养的周期基本相同,但其内容是有所不同的。清扫机床配电箱内外及各个电器上的灰尘和油污等,并检查其门及其锁等是否完好。检查机床各个控制元件是否工作正常;保护电器是否灵敏。关于机床的二保、三保及大修的内容请参考相关机床的说明书。......
2025-09-29

变频器的输出因频率变化而有一些特点需要注意:输出电压的测量输出电压指输出端子间的基波方均根电压。为了进一步改善输出电压的测量精度,可以采用阻容滤波器与整流式电压表配合使用。输出电流的测量输出电流是指流过输出端子的总线的方均根电流。输出电流需要测量包括基波和其他谐波在内的总有效值。......
2025-09-29

1)切断机床的动力电源,卸下主轴上的刀具。5)测量并记录碟形弹簧18的安装高度,拆卸右端圆螺母,分别取出套筒21、垫圈22和碟形弹簧18。6)拆卸锁紧螺母和圆螺母13后,测量连接弹簧16的压缩量或连接座螺钉17头部端面到连接座15端面的距离尺寸。15)测量并记录垫圈22右边锁紧圆螺母端面到拉杆9或拉套10右端面的安装距离,依次拆卸锁紧螺母的紧定螺钉、锁紧螺母。17)将主轴内的刀具夹紧机构从主轴前锥孔内抽出并顺序分解。......
2025-09-29
相关推荐