净化处理锌合金可采用静置澄清、氯盐处理、惰性气体吹炼以及过滤等净化方法。在待合金熔化后用钟罩压入质量分数为0.1%~0.2%的氯化铵或质量分数为3%~4%的六氯乙烷。表6-6 不同变质剂对金属型铸造ZA27-2合金力学性能的影响炉前检查温度测量:锌液的温度测量可采用镍铬镍铝热电偶,配以毫伏计、电位差计或智能式数字显示仪表等。......
2023-06-22
炉前检验是判断球化质量、指导生产的重要环节,必须准确、简便、迅速。检验方法主要有:火苗检查法、三角试样检验法、铁液表面膜观察法、敲击声音检查法、炉前快速金相检查法、热分析法、比电阻法和缩前膨胀率法等。
1.火苗检查法
方法简介:球化后的铁液在补加铁液搅拌或转包倾倒时,由于有镁蒸气逸出而产生燃烧,因而有火苗蹿出,蹿出火苗的大小、强弱与残余镁量有关。火苗越长、越多、越有力,说明球化越良好。
球化鉴别:球化情况与液面火苗的关系见表5-14。
表5-14 球化情况与液面火苗的关系

2.三角试样检验法
方法简介:铁液经球化孕育处理后,浇注三角试样。待试样冷却至600~700℃(呈暗红色)时在水中淬冷,观察三角试样的外观和断面颜色、中心缩松等情况。
球化鉴别:球化良好表现如下:
1)外观观察:三角试样两边有凹陷,敲击时声音清脆如钢,激水后敲断闻有电石气味。
2)断口观察:呈银白色,中心有明显的缩松,有1~2mm白口或没有。如见图5-15所示。
3.铁液表面膜观察法
方法简介:由于球墨铸铁铁液表面的氧化膜厚且张力较大,球化孕育处理后铁液表面较灰铸铁有明显区别。
球化鉴别:铁液表面平静,覆盖一层皱皮,温度下降后出现五颜六色的浮皮,表明球化良好;表面翻腾严重,氧化皮极少,并集中在中央,表明没有球化;表面现象介于二者之间,表明为球化不良。如图5-16所示。
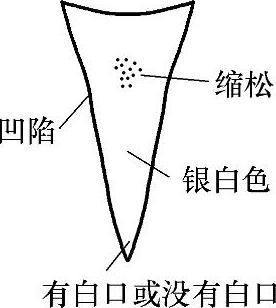
图5-15 球化良好时三角试样特征
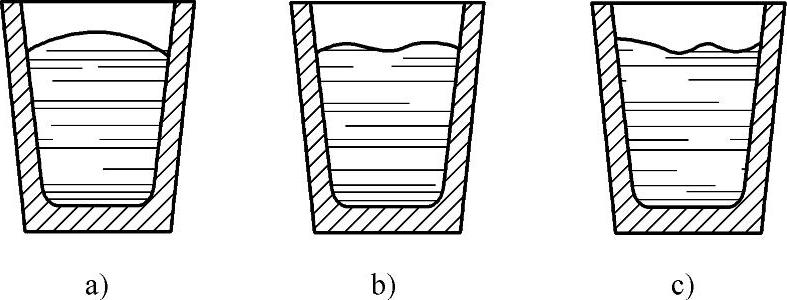
图5-16 球化鉴别
a)球化良好 b)球化不良 c)没有球化
4.敲击声音检查法
方法简介:利用球墨铸铁吸震性差、传音强的特点,敲击三角试样进行球化情况检查。
球化鉴别:尖锐有韵如同钢声,表明球化情况良好;尖锐有韵但声音短促,表明球化不良;声音闷哑表明没有球化。
5.炉前快速金相检查法
炉前浇注ϕ20mm×20mm或ϕ30mm×30mm试棒,凝固后淬水冷却,在砂轮上磨去表面,经粗磨和抛光,用显微镜观察,对照球化标准评级。此法可在2min内完成,比较准确和可靠。
6.热分析法
用电子电位差计直接记录球墨铸铁试样(ϕ40mm×60mm)的冷却曲线,将记录的冷却曲线与各种球化级别的标准曲线相比较,确定所测试样的球化级别和渗碳体数量。此法约需2min即可完成。
7.比电阻法
利用不同球化级别的球墨铸铁在凝固过程中比电阻一定的原理,用仪表记录凝固时的电流变化,以反映比电阻的变化。将所测的电流变化值与各种球化级别的标准变化值相比较,确定所测试样的球化级别,此法约需1.5min即可完成。
8.缩前膨胀率法
浇注试样,通过电感测微系统自动记录收缩曲线。测出缩前膨胀率,查石墨球化等级与缩前膨胀率的关系曲线,即可定出球化级别。缩前膨胀率越大,球化等级越高。
有关简明铸铁熔炼手册的文章

净化处理锌合金可采用静置澄清、氯盐处理、惰性气体吹炼以及过滤等净化方法。在待合金熔化后用钟罩压入质量分数为0.1%~0.2%的氯化铵或质量分数为3%~4%的六氯乙烷。表6-6 不同变质剂对金属型铸造ZA27-2合金力学性能的影响炉前检查温度测量:锌液的温度测量可采用镍铬镍铝热电偶,配以毫伏计、电位差计或智能式数字显示仪表等。......
2023-06-22

由于组成零件的回转体都处在同一回转轴线上,而且可以由圆锥体、圆柱体、球等形体同轴组合而成。轴类零件外圆上常制有倒角、圆角、退刀槽、越程槽、螺纹、花键、键槽、圆锥、中心孔等结构,如图3-1所示。......
2023-06-23

标准中规定了三种检验类型,包括交收检验、型式检验和监督检验。从以上定义可以看出,型式检验主要是针对新产品设计开发时或原产品发生重大改变时应进行的检验形式,检验项目为标准中所列的所有项目,简单的理解就是“全项检验”。监督检验则是由国家质量监督部门根据抽检需要,随机确定检验项目的一种检验形式,这种形式代表着国家监管部门对产品进行的符合性检验。......
2023-06-29

第十七条车辆必须经过车辆管理机关检验合格,领取号牌、行驶证,方准行驶。第十九条机动车必须保持车况良好、车容整洁。第二十条机动车必须按车辆管理机关规定的期限接受检验,未按规定检验或检验不合格的,不准继续行驶。第二十三条起重车、轮式专用机械车,不准拖带挂车或牵引车辆;二轮摩托车、轻便摩托车不准牵引车辆或被其他车辆牵引。......
2023-10-29

检验格目一式三份,一份由所属州县保管,一份由被害人家属保管,一份上交。随着检验制度的发展和完善,宋代出现了大批总结和介绍检验经验和检验理论的著作,如《折狱龟鉴》《棠阴比事》《洗冤集录》等。其中以宋慈的《洗冤集录》成就最大,它在现场勘验和法医鉴定等方面取得了突出成果,是世界历史上最早的法医学著作,对检验学的发展做出了重大贡献。......
2023-08-19
表7-3 球墨铸铁阀体化学成分控制范围化学成分中,须严格控制C、Si含量,使碳当量CE值为4.6%~4.73%。为确保阀体的良好球化效果,采用冲入法时,球化剂的加入量一般为1.30%~1.40%。要预估球化处理全过程的降温幅度等情况,以保证阀体所需的浇注温度。......
2023-07-02


相关推荐