通常在卧式铣床上利用分度头进行加工。表3-23齿轮盘铣刀加工齿数范围和刀号检查齿坯的外径是否合乎要求。所以加工前应测量齿坯的外径,同时检查孔径尺寸。应检查和调整工件轴心与纵向进给的平行度及分度头与主轴的同轴度。①齿坯安装前,调整铣床工作台及分度头后顶尖的尖锋和铣刀的对称线对准。另外,因分度头的分度误差,故会导致齿形厚薄不匀。为保证铣削中,齿坯转一圈,工作台沿轴向移动一个导程T,必须正确选择挂轮。......
2023-06-29
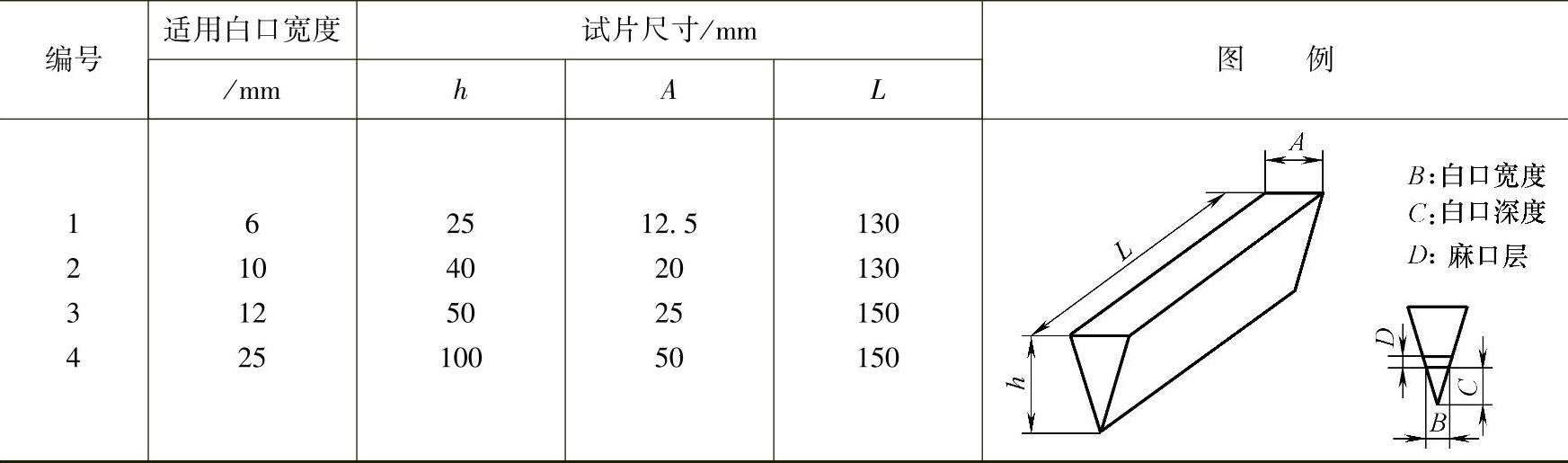
常用三角试片的尺寸和适用的白口宽度见表5-3。
表5-3 常用三角试片尺寸
浇注三角试片的砂型选用干型,铁液注入型腔应保持一定的高度,距顶面5mm为宜。浇注试片的砂型如图5-2所示。
待试片凝固至呈暗红色取出,随即投入水中冷却,让尖端先触水面,然后缓慢下沉,下沉速度应视试片冷却程度而定,当尖端淬入水后,接近水面部分的颜色由红变黑,随即将发黑部分逐渐入水。当试片2/3已浸入水中后,立即迅速将试片全部浸入水中搅拌,直至水内无激冷声发出为止。此时可取出放在图5-3的支架上打断观察断口。
根据铸件加工性能和使用性能的要求,孕育后的三角试片白口宽度按如下原则选择:
1)若需获得最好的切削性能,孕育后三角试片的白口宽度为铸件壁厚的15%~20%。
2)若需获得最好的强度,孕育后三角试片白口宽度为铸件壁厚的25%。
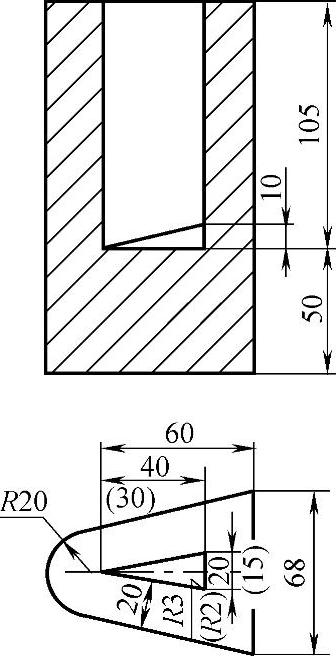
图5-2 三角试片砂型
3)若需获得最好的耐磨性能,孕育后三角试片白口宽度为铸件壁厚的25%。
若兼顾铸件内在质量,最薄壁厚可加工性和铁液的铸造性能,一般选用三角试片白口宽度接近于铸件最薄壁厚的1/4~1/5。
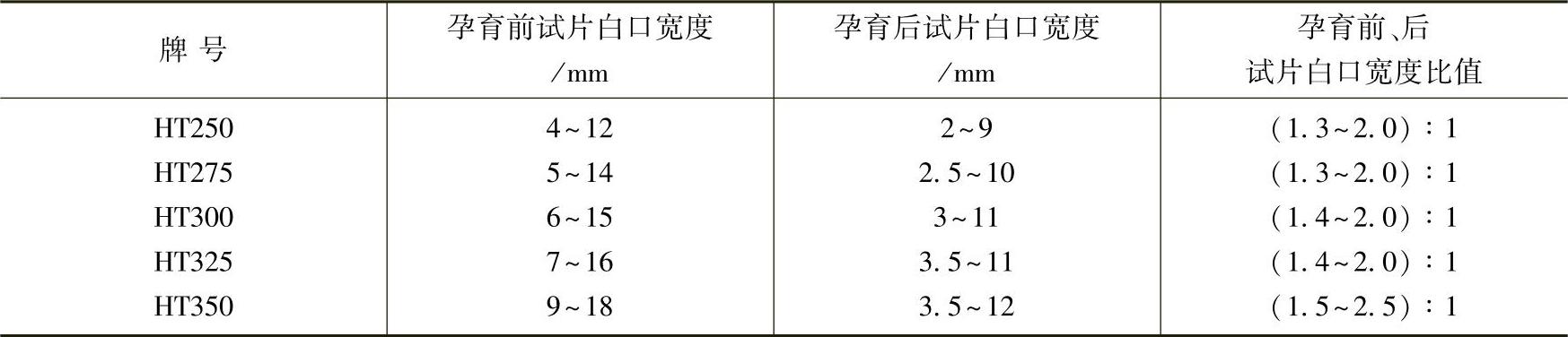
各种牌号灰铸铁孕育前和孕育后三角试片白口宽度允许波动范围如表5-4,实际生产中应根据上述原则和铸件壁厚选定。
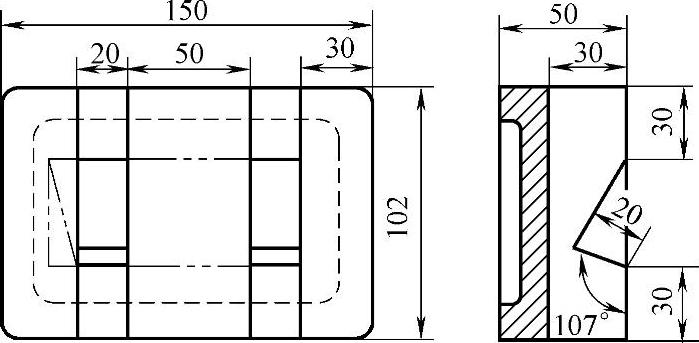
图5-3 锤击三角试片支架
表5-4 灰铸铁孕育前、后三角试片白口宽度范围
有关简明铸铁熔炼手册的文章

通常在卧式铣床上利用分度头进行加工。表3-23齿轮盘铣刀加工齿数范围和刀号检查齿坯的外径是否合乎要求。所以加工前应测量齿坯的外径,同时检查孔径尺寸。应检查和调整工件轴心与纵向进给的平行度及分度头与主轴的同轴度。①齿坯安装前,调整铣床工作台及分度头后顶尖的尖锋和铣刀的对称线对准。另外,因分度头的分度误差,故会导致齿形厚薄不匀。为保证铣削中,齿坯转一圈,工作台沿轴向移动一个导程T,必须正确选择挂轮。......
2023-06-29

不使用含有香味的洗涤剂、护肤品、香水,因为香味易招致蚊虫叮咬。大黄蜂蜇伤,可导致休克、昏迷、抽搐、心脏和呼吸麻痹等,可致死亡。被狗咬伤之后,如果伤口处理不当,容易导致伤口的细菌感染,会引起炎症流脓,影响伤口的愈合,而且患者也会引起狂犬病毒的感染。狂犬病毒能在狗的唾液腺中繁殖,狗咬人后通过伤口残留唾液使人感染。对于其他被狗抓伤、舔吮以及唾液污染的新旧伤口,均应按咬伤同等处......
2023-10-26

模具浇注系统的设计不到位是注塑件上产生缺陷痕迹的最主要的因素,注塑件上很多的缺陷痕迹都与模具浇注系统相关,甚至就是由模具浇注系统造成的。因为模具浇注系统是影响塑料熔体填充模具模腔时的压力、流速、温度和剪切作用的主要因素。因此,整治方案主要要针对浇注系统的整改来进行。该方案只对注塑模的浇注系统稍作修改,修改所产生的费用极少,并且该整改方案又能立竿见影。......
2023-06-30

另外,食用红糖时,应避免与生鸡蛋、皮蛋同食,因为红糖与生鸡蛋、皮蛋同食容易引起中毒。储存红糖时,最好装在玻璃或陶瓷容器中,置于阴凉干燥处储存。因此,食用红糖要得法,不要直接食用,最好是烧成红糖水饮用。......
2023-11-29

常用于冲天炉送风压力检测的几种仪表的性能比较见表7-49,供选用时参考。液柱式压力计 由于液柱式压力计结构简单、直观、制造容易、安装使用方便以及精度高,因此一直广泛地用于冲天炉送风压力的检测。U形管压力计使用的液柱高度一般不超过2m。图7-54所示为一种膜片压力计的结构。用膜盒作为敏感元件的压力计称为膜盒式压力计。......
2023-06-24

它的结构如图1-2-3所示,主要由呆扳唇、活络扳唇、蜗轮、轴销、手柄等构成。转动活络扳手的蜗轮,可以调节扳口的大小。使用时要根据螺母的大小,选用适当规格的活络扳手,以免扳手过大,损伤螺母;或螺母过大,损伤扳手。图1-2-4活动扳手错误用法示意图扳动有角螺栓或螺母时,我们可用活络扳手,也可用成套的呆扳手或套筒扳手。......
2023-07-01

往复泵的主要结构参数取决于曲轴冲次n、柱塞行程S 和柱塞直径D,设计的主要任务是寻求其最佳组合。由于泵本身存在工作腔的容积损失,主要考虑阀在关闭时滞后造成的容积损失率ΔηV2、阀的密封面磨损造成泄漏形成的容积损失率ΔηV3,它们的和占2%~10%。......
2023-06-23

真空断路器真空度的检查除了交流耐压试验外,有条件的还可用真空度测试仪进行检测。该仪器最突出的特点是采用新型励磁线圈及数据处理方法,实现了真空度的不拆卸测量。图12-2 NXZD—Ⅳ型真空开关真空度测试仪2)检查连线无误后,打开电源开关。测试真空度前应进行检漏。若真空管已严重泄漏,可不必进行真空度定量测试;若检漏合格,则可进行定量测试。4)对同一真空开关的真空度测试,建议每天不要超过3次。......
2023-06-27
相关推荐