坩埚式感应电炉熔炼质量好,特别是以金属废料和屑料为主要炉料时,选用坩埚式感应电炉作为双联熔炼的熔化炉最有利。......
2023-06-24
双联熔炼是对冲天炉、电弧炉或感应炉熔炼的铁液,放入感应电炉或电弧炉保温或进一步过热,进行二次熔炼。其主要目的是:
1)严格控制铁液的化学成分和温度,适应高质量要求、大批量铸铁件生产需要。
2)在炉料中大量使用废钢,一次熔炼铁液成分、出炉温度不易达到铸件要求时,采用双联熔炼可以达到铸件要求。
3)采用高速造型线和自动浇注机时,对铁液的供应有较高的要求,双联熔炼不但便于提供成分均匀、温度稳定的铁液,也有助于调控铁液供应量。
4)双联熔炼便于调整铁液成分和温度,易于满足有成分差异的多品种、小批量铸件生产要求。
双联熔炼的主要形式见表4-1。
表4-1 双联熔炼的主要形式

双联熔炼工艺具有较高的经济性,越来越受到铸造工作者的重视。H.W.Lownie对冲天炉、工频炉和电弧炉在预热、熔化和过热阶段的热效率研究后,发现冲天炉(热风)和感应电炉在预热阶段和熔化阶段的热效率相近,都在60%左右,低于电弧炉(热效率为75%左右),但感应电炉的过热效率为60%左右,大大高于冲天炉(7%)和电弧炉(25%)。可见,以感应电炉作为保温、储存、过热的第二熔炼设备,最为经济合理。
我国铸造生产中,以冲天炉—感应电炉双联熔炼效益最为显著,应用越来越广泛。由于生产条件的要求,也可以采用感应熔化电炉—感应保温电炉双联熔炼或电弧炉—感应电炉双联熔炼。近年来,使用高炉铁水,在坩埚式感应电炉中快速调整化学成分和温度,达到铸件的材质要求的铸造工艺,得到了研发和推广。
4.1.1.1 冲天炉—感应电炉双联熔炼
冲天炉—感应电炉双联熔炼是应用最广泛的双联熔炼形式。这种组合形式充分利用了冲天炉高效率连续熔化出铁的优点。出铁后的铁液直接进入感应电炉,避开了冲天炉过热效率低,大幅度调整化学成分能力差,铁液成分不稳定的缺点。冲天炉—感应电炉双联熔炼具有以下优点:
1)弥补冲天炉出铁温度不稳定的缺点,可以方便地调整、稳定铁液温度。
2)弥补冲天炉铁液成分不稳定、不均匀的缺点,易于调整铁液成分并使其均匀化。
3)克服冲天炉故障造成的铁液温度低、成分波动大,保持正常铁液供应。
4)变更材质方便。
5)降低铁液熔化成本。
冲天炉—感应电炉双联熔炼工艺,可以利用冲天炉熔化的原铁液,在感应电炉内熔炼出质量优良的灰铸铁、球墨铸铁、可锻铸铁和合金铸铁等。
双联熔炼时,适当降低冲天炉出铁温度,可提高熔化速度。英国人发现,内径为850mm的冲天炉在单炉作业时的熔化率为4t/h,当其与感应电炉联合作业时的熔化率可达到10t/h。降低冲天炉熔炼温度,可延长冲天炉的炉衬寿命,从而提高炉龄,有利于长时间作业和连续作业,铁焦比也可以提高。
双联作业时,炉子之间铁液的运送可以采用铁液包或流槽。当冲天炉和感应电炉分别单独设立时,一般采用铁液包,采用这种运送铁液的方式时,铁液的温度降低与包的结构、型式、容量和运送距离有关。采用流槽运送时,由于冲天炉和感应电炉距离一般较近,铁液温度降低较少。目前双联熔炼多采用后一种方式运送铁液。图4-1所示为采用流槽运送铁液的冲天炉—坩埚式感应电炉双联作业时的几种配置方式。图4-2所示为采用流槽运送铁液的冲天炉—沟槽式感应电炉双联作业时的几种配置方式。
当采用流槽输送铁液时,为了减少进入保温电炉的渣量,可以在冲天炉出铁口设置渣铁分离器,不同型式的分渣器会有不同的铁液温度降低,一般约50~80℃。

图4-1 冲天炉—坩埚式感应电炉双联作业的配置方式
a)进出铁液呈90°布置 b)通过转轴颈进铁液的布置 c)通过一侧轴颈进铁液,由另一侧轴颈出铁液的布置
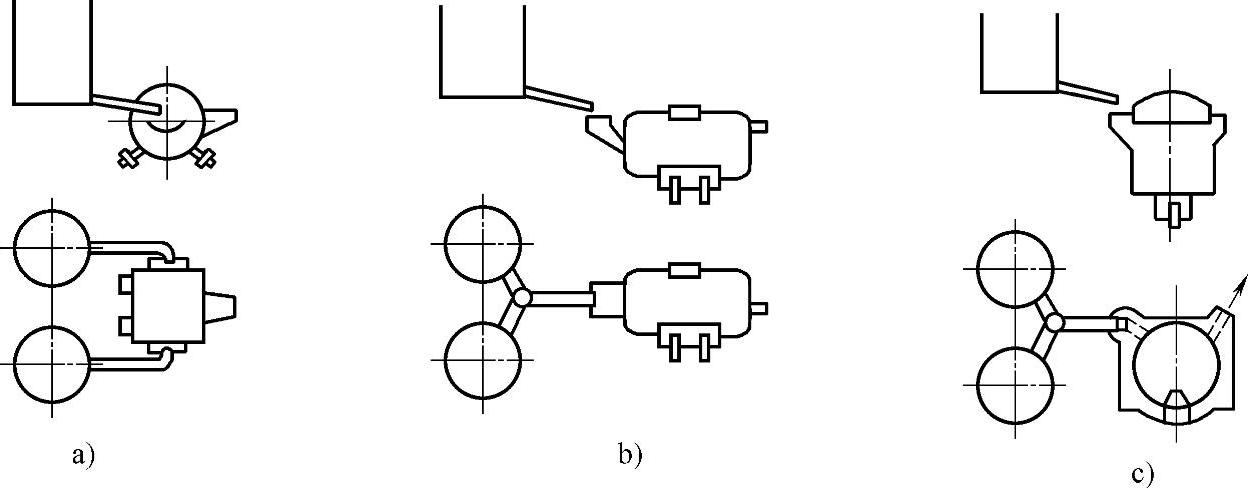
图4-2 冲天炉—沟槽式感应电炉双联作业的配置方式
a)进出铁液呈90°布置 b)进出铁液呈直线布置 c)进出铁液在炉子一侧布置
4.1.1.2 感应熔化炉—感应保温炉双联熔炼
采用感应熔化炉—感应保温炉双联熔炼作业时,通常采用坩埚式感应电炉作为熔化炉,沟槽式感应电炉作为保温炉。坩埚式感应电炉可使用廉价的铁屑和废钢等原材料,并可调整铁液成分和温度,使铁液成分均匀。沟槽式感应保温电炉作为铁液储存器,主要是用来平衡熔化工部与造型工部间的生产能力,以适应造型自动线或流水线的连续浇注。
感应双联保温和过热铁液,能促使铁液中非金属夹杂物和气体排出,提高铸件致密性。采用双联作业熔炼铁液浇注的ϕ30mm的试样,其显微组织与冲天炉熔炼的铁液试样相比,平均增加10%以上的珠光体,且石墨较细小,石墨的形状和分布改善,铸铁的力学性能有所提高。
图4-3所示为分别采用冲天炉和沟槽式感应电炉熔炼铁液的温度、碳当量和含硅量变化的范围。从图可以看出,采用电炉熔炼的铁液的温度、碳当量和含硅量都较冲天炉的均匀,因此采用电炉进行二级熔炼时,铁液的成分和温度可以控制的较严格。

图4-3 冲天炉和沟槽式感应炉熔炼铁液的变化比较
a)碳当量 b)温度 c)含硅量
美国某公司把冲天炉—感应电炉双联与坩埚式感应电炉熔炼的可锻铸铁进行了对比,发现它们在铸造性能上几乎没有差别,其抗拉性能、冲击性能和断裂性能也非常接近。但是双联熔炼的铁液中,含氮量降低到0.01%以下。冲天炉熔炼的铁液在感应炉内过热一定温度还可使含氧量降低,如将铁液从1390℃过热到1500℃,其中的含氧量降低70%,含氮量降低21%,但高温下长时间保温将使铁液中气体含量复增,如在1500℃保温40min,含氧量增加3倍。因此高温下保温铁液弊多利少,应尽量避免。
实验表明,沟槽式感应电炉内铁液的白口倾向与铁液的保温温度有关。在铁液中,硅的还原反应平衡温度约为1420℃,其反应平衡式为

分别把铁液在1350~1400℃、1470~1520℃、1350~1500℃进行熔炼,如图4-4a所示。不同熔炼温度时,铸铁的白口倾向见图4-4b,从图中可以看出,铁液在1420℃熔炼时的白口倾向最小,超过1420℃,白口倾向增加。铸铁在不同熔炼温度进行熔炼时,铸铁中的共晶团数如图4-4c所示,从图中可以看出,共晶团数的变化趋势与相对白口倾向的变化趋势相反。

图4-4 不同熔炼温度时铸铁的相对白口倾向和共晶团数与保温时间的关系
a)熔炼温度 b)相对白口倾向与保温时间的关系 c)共晶团数与保温时间的关系
沟槽式感应电炉中铁液的白口倾向增大和共晶团数降低,是感应双联熔炼中要特别注意的问题。通过控制铁液的保温温度,并加入一定量的孕育剂进行孕育处理,可以有效地防止这些缺陷。
这种双联形式在大规模生产的现代化铸造车间中得到广泛应用。
4.1.1.3 电弧炉—感应电炉双联熔炼
电弧炉—感应电炉双联熔炼形式大多数是在原有电弧炉的基础上,增加感应电炉进行双联作业的。电弧炉熔化铸铁不但可对铸铁进行精炼,而且原材料可采用生锈的劣质材料和大块的废钢料。但是,电弧炉内不易调整铸铁的成分,铁液的保温和连续熔化作业也难以实现。电弧炉熔炼的缺点可由双联熔炼设备中的感应电炉来弥补。
这种双联熔炼组合形式,主要用来平衡熔化工部和造型工部间的铁液供应。
4.1.1.4 高炉—感应电炉双联熔炼
高炉—感应电炉双联熔炼,简称短流程双联熔炼,是近年发展较快的一种工艺流程。工艺特点是:将高炉铁水运输到铸造车间,直接倒入感应电炉或者先倒入保温炉保温待需要时再倒入感应电炉,与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后,出炉经变质处理后浇注铸铁件,这种高炉—感应电炉双联铸铁熔炼工艺将熔铁和铸造更紧密地结合起来,缩短了铸造生产链,省去了高炉铁水凝固和重熔环节,减少了重熔环节的热量损耗和粉尘、炉气的排放。
有关简明铸铁熔炼手册的文章

保温炉的容量应根据感应炉的形式及其结构特点、操作方法、生产组织方式及冶金上的要求等各个方面进行选择。双联熔炼时,保温电炉的容量与其冷熔当量之间的关系见图4-6。一般认为,沟槽式保温炉的有效容量应当为熔化工部每小时生产能力的1.5~2倍。双联熔炼炉容量的匹配也可参考表4-2。国内外一些厂家的双联熔炼作业配置见表4-3。......
2023-06-24

在双联作业中,漏炉事故主要发生在第二级保温炉上。对于沟槽式感应电炉,在熔沟部位安装有炉衬蚀损的自动测试、判断和显示装置,熔沟部位发生渗漏事故大大减少。同时,炉子自动切断电源并发出漏炉警报,操作者可及时进行妥善处理,防止事故扩大。冲天炉连续运行一周后,在非工作日修理完毕,下周工作日开始时又可继续工作(或备用)。2)用3t/h冲天炉与3t无芯感应电炉双联熔炼。......
2023-06-24

《普通高中数学课程标准(2017年版)》指出:数据分析是研究随机现象的重要数学技术,是大数据时代数学应用的主要方法,也是“互联网+”相关领域的主要数学方法,数据分析已经深入到科学、技术、工程和现代社会生活的各个方面.通过高中数学课程的学习,学生能提升获取有价值信息并进行定量分析的意识和能力;适应数字化学习的需要,增强基于数据表达现实问题的意识,形成通过数据认识事物的思维品质,积累依托数据探索事物本......
2023-08-17

在铸铁基本成分为w=3.24%,w=1.88%,w=0.71%,w=0.17%,w=0.09%的条件下,几种主要元素对铸铁的抗拉强度、硬度和耐磨性能的影响如图1-5~图1-7。表1-37 合金元素加入量对金相组织的影响2.合金元素加入量对金相组织的影响合金元素加入量对金相组织的影响见表1-37。表1-37 合金元素加入量对金相组织的影响(续)(续)3.合金元素加入的方法各种合金元素多以铁合金的形式加入铸铁中,加入方法包括:炉后配料加入、炉前加入、加入浇包和钟罩加入。......
2023-06-24
[13]这个观点建立在传媒作为共享经济的主体基础上。本文认为共享经济是传媒与其他个体及社会组织共同完成的,主要形式体现在以下三个方面:共享内容生产、共享服务资源、共享科技创新。传统媒体发展共享经济,首先就应该是“共创型消费者”的聚合,这些用户全流程地参与到媒体机构内容产品的生产中。因此,让用户参与内容生产将是传媒业未来的重要趋势之一。......
2023-10-20

有人研究了Ti-10V-2Fe-3Al合金的熔炼偏析。下文简要分析几种常见的偏析及形成原因,以帮助在熔炼过程中进行防范。真空自耗电弧炉熔炼钛锭偏析缺陷普遍存在。虽然人们已采取各种防范措施,但由于合金成分、原料状况、工序质量控制、实际熔炼条件、员工操作水平等各不相同,仍不可避免地会出现一些宏观和微观偏析,这是VAR法固有的缺点。可以用冷床炉熔炼方法来改善铸锭的偏析。......
2023-06-22

7)违约责任它是促使当事人履行债务,使守约方免受或少受损失的法律措施,对当事人的利益关系重大,合同对此应予以明确。违约责任是法律责任,即使合同中没有违约责任条款,只要未依法免除违约责任,违约方仍应负责。《民法典合同编》还规定,“书面形式是指合同书、信件和数据电文等可以有形地表现所载内容的形式”。特别提示,合同立法的主要宗旨就是保护交易的安全、有序和便捷。......
2023-06-24
相关推荐