图2-43 外圆表面的加工方法的选择1)最终工序为车削的加工方案,适用于除淬火钢以外的各种金属。内孔表面加工方法的选择内孔表面加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔和光整加工。图2-44 内孔加工方法的选择4)加工精度为IT6级的孔,最终工序采用手铰、精细镗、研磨或珩磨等均能达到要求,视具体情况选择。平面轮廓和曲面轮廓加工方法的选择1)平面轮廓常用的加工方法有数控铣、线切割及磨削等。......
2023-06-26
1.概述
中频感应电炉熔化速度快,正在逐步替代工频感应炉。随着大功率IGBT变频电源的开发和可靠性的提高,变频炉越来越受到铸造生产者的青睐。铸造生产实践中变频感应炉具有更多的优势:
(1)节能 变频感应炉节能20%以上。IGBT变频电源三相整流全导通,能保持最高直流电压,逆变采用串联谐振电炉,功率由逆变来调节,在整个熔化周期内都有恒定的输出功率,电源内设自动优化调节电路,自始至终自动最优化调节,电源效率始终达到最优化匹配,功率因数可达到0.98以上。变频炉和中频炉生产同样的铸件毛坯,平均每吨铸件节电140kW·h,节能约20%以上,电费节约十分可观。节能的主要原因有以下几方面:
1)逆变电压高,电流小,线路损耗小,此部分可节能15%左右。节能型IGBT晶体管中频电源逆变电压为2800V,而传统晶闸管中频电源逆变电压仅为750V,电流小了近4倍,线路损耗大大降低。
2)功率因数高。功率因数始终大于0.98,无功损耗小。此部分比晶闸管中频电源节能3%~5%。由于节能型IGBT晶体管中频电源采用了全桥整流方式,整流部分不调晶闸管导通角,所以整个工作过程功率因数始终大于0.98。
3)炉体热损失小。由于节能型IGBT晶体管中频电源比同等功率晶闸管中频电源电炉,熔化时间可快15min左右,IGBT中频感应炉15min的时间内炉口损失的热量可占整个过程的3%,所以此部分比晶闸管中频可节能3%左右。
(2)恒功率电源 变频炉采用IGBT逆变电源为一种恒功率输出电源,电源采用调频调功,它不受炉料多少和炉衬厚薄的影响,加少量料即可达到满功率输出,并且始终保持不变,在整个熔炼过程中保持恒功率输出,熔化速度快,炉料元素烧损少,降低铸造成本。晶闸管中频电源采用调压调功,中频炉对于不是满炉铁液升温速度慢。变频炉保温功率选择容易,温度低时铁液升温迅速,对正常的浇注生产节拍影响小。
高次谐波主要来自整流部分调压时晶闸管产生的毛刺电压,会严重污染电网,导致其他设备无法正常工作。而节能型IGBT晶体管中频电源的整流部分采用全桥整流方式,直流电压始终工作在最高,不调导通角。IGBT中频采用调频调功,整流部分采用全桥整流,电感和电容滤波,这种电源在工作过程中不会产生高次谐波,从而对电网不会造成任何污染,属于绿色环保设备,比一般中频电源采用晶闸管作为逆变电源有较大的优势。
(3)维护简单 变频感应炉设备维护简单,故障率低。中频炉晶闸管容易烧,电抗器、电容易击穿,这些故障有时还波及控制板,换件费用高,停产损失大。变频炉具有完善的故障保护系统,具有过流、过压、水温、水压、漏电等多重保护功能,运行故障少,维修费用低。
(4)操作简单 变频感应炉启动容易,操作简单。IGBT晶体管中频电源的逆变输出为串联逆变,串联逆变的特点为100%成功启动,所以IGBT晶体管中频电源彻底解决了晶闸管中频启动困难的问题,不论空载还是满载均能100%启动。中频炉冷炉启动和新炉启动有时困难,严重时需要拆下一组电容才能启动,易出现故障。变频炉冷炉和新炉启动都较方便,运行操作简单,炉工仅需简单培训即可掌握。
(5)搅拌功能 变频炉炉体对铁液具有强烈的搅拌功能。由于变频炉电源和炉体独特的参数配置,使得铁液在熔化过程中具有强烈的自动搅拌功能(翻腾高度约为5cm左右),这就非常有利于合金添加元素的迅速熔化和均匀化。
如上所述,随着人类科技的进步,新的电子器件的出现,加上精心设计,使得IGBT感应炉在高效、节能、高可靠性、占地面积小、安装方便、操作简便等方面上了一个新的高度,在为用户减少电耗,降低安装维修费用方面做出贡献的同时,提高了劳动生产率。铸造技术不断发展,中频感应电炉代替冲天炉是必然的。变频感应炉技术的日臻完善,尤其国产变频炉技术过关,设备购置和维护费用大大降低,节能、高效、优质,使变频炉成为铸造厂的首选熔炼设备。
2.变频炉原理
电源是变频炉区别于工频炉的关键,变频炉的主要优点也反映在电源上。
来自电力变压器的三相交流电经三相全控桥整流和平波电抗器滤波后,送逆变器变成变频炉所需的中频电源,频率为100~500Hz。作为负载的炉子,感应器线圈和补偿电容间有两种接法,即并联和串联。IGBT中频电源是一种采用串联谐振式的中频感应熔炼炉,如图3-12所示,它的逆变器件为一种新型IGBT中频感应炉模块。
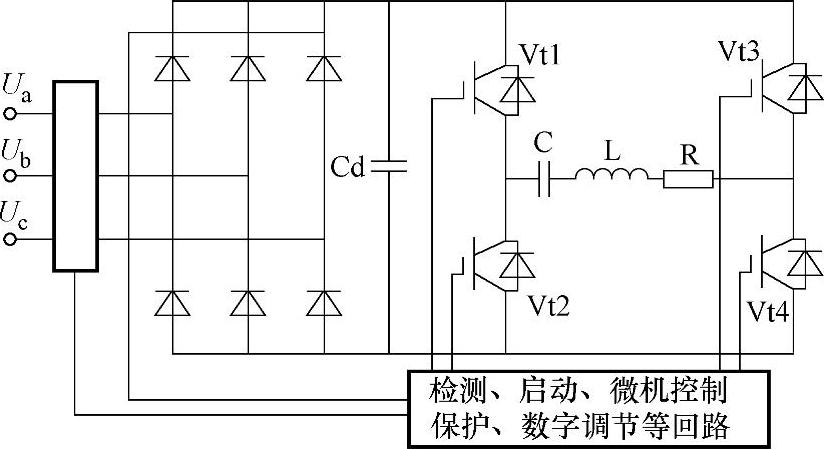
图3-12 IGBT中频感应炉串联谐振工作原理
(1)炉子启动过程 先给炉子感应器线圈(电感性负载)和补偿电容组成的振荡回路加一个启动电压,使其起振,逆变触发控制回路测得这一频率并送至单稳态触发器,得到逆变桥的触发脉冲,从而使电源频率和线圈与补偿电容组成的振荡器回路固有频率一致。实现频率跟踪,主控板将槽路信号与调功电位器电压信号合成一复合电压信号,通过此电压信号控制压控振荡器的输出频率,从而使线路板上的输出频率始终跟随槽路频率,调功电位器实质是调整换流角度。炉子启动后,电源频率也一直跟踪振荡回路的固有频率。因而炉子不论在什么工作状态下,负载始终工作在近于谐振状态,获得较高的功率因数和效率。变频电流自动过零的特点可以用来关断晶闸管进行换流。
(2)整流 IGBT晶体管中频电源整流采用三相半可控方式,晶闸管仅作开关使用,即每当启动设备时整流后的电压总保持不变,而不随功率大小而变化,这样可大大减小谐波的产生,减轻对电网的谐波干扰。整流控制部分采用PLD控制,它与IGBT中频主板之间通过四根线进行连接,其中两根作为启动整流线,另两根作为停止、保护信号线。
(3)滤波 IGBT中频采用电抗器滤波和电解电容滤波两种方式,电抗器滤波可使电流连续,电解电容滤波可使电压恒定,这样可应保逆变部分得到一个稳定的电压源和电流源。IGBT串联逆变电路输入部分为恒压源供电方式,整流部分采用不控全桥整流,使用了大的滤波电容,使三相工频输入电流保持为正弦波,而中频谐波电流在大滤波电容的情况下全部被旁路。由于采用不控整流,没有换向缺口,对电网基本无干扰。
(4)逆变 IGBT模块逆变,此种模块为一种正温度系数的模块,即当温度升高时它的通态阻抗将增大,这样有利于多个IGBT模块之间的均流。由于IGBT是自关断器件,无需依赖于负载的反压进行换向,因此逆变电路可以工作在谐振状态下,逆变器可以工作在较高的功率因数下,并实现零电流开通与关断,安全、可靠、效率高。可以任意工作在他激或自激状态下,无需附加启动电路,不存在启动失败的问题,以至于操作极其简单,体积小巧,易于掌握,无需专门人员,可以在任意条件下频繁启动。
(5)保护 由于谐振出现于工作频率附近,因此对其他谐波呈高阻抗状态,使输出电流接近正弦波。电容器还供给负载无功功率。漏炉报警、冷却水出水温度和差压信号等炉况信号由光纤维传到控制柜,完全避免了强电磁场的干扰。此外,电路还设计了防雷机、逆变器与感应器线圈电压上限保护、电流上限、快速电流极限、高频率极限、低频率极限、相极限、过压、过流、漏电跳闸等多种保护。电气元件尽量使用集成电路,制成插板插杆形式,维修方便。
有关简明铸铁熔炼手册的文章

图2-43 外圆表面的加工方法的选择1)最终工序为车削的加工方案,适用于除淬火钢以外的各种金属。内孔表面加工方法的选择内孔表面加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔和光整加工。图2-44 内孔加工方法的选择4)加工精度为IT6级的孔,最终工序采用手铰、精细镗、研磨或珩磨等均能达到要求,视具体情况选择。平面轮廓和曲面轮廓加工方法的选择1)平面轮廓常用的加工方法有数控铣、线切割及磨削等。......
2023-06-26

为便于变频器的合理使用,本文将对变频器容量选择过程作简略探讨。上述是变频器容量选择的步骤。变频器的容量需要和电动机的容量配合。根据变频器厂家提供的变频器容量匹配表选择变频器时,具有较大的安全性。......
2023-06-19

7)变频器控制系统的各连接线及外围电气元器件是否有松动等异常现象。为防止通用变频器的微处理器因温度过低而不能正常工作,应采取设置空间加热器等必要措施。定期检查定期检查时要切断电源,停止变频器运行,并卸下变频器的外盖。冷却风扇系统及通风道部分应仔细清扫,保持变频器内部的清洁及风道的畅通。......
2023-06-29
计算机系统还将对所有关键工艺及运行参数进行记录和管理,为工程技术人员分析生产质量事故原因提供依据,同时实现生产各环节的优化管理和控制,大大提高生产效率。......
2023-06-22
图11-27 变频器的功能原理图综合来说,变频器是一种集起停控制、变频调速、显示及按键设置功能、保护功能等于一体的电动机控制装置。图11-29 三菱FR-A700通用型变频器的加/减速方式相关资料在变频器中经常使用的制动方式有两种,即直流制动、外接制动电阻制动和制动单元功能,用来满足不同用户的需要。......
2023-06-24

10)变频器内大功率电阻是否变色变质。12)变频器单体运行时输出电压的平衡度。变频器故障时会有相应的指示,在理解其常见故障及分析其原因后,才可以进行正确的故障处理。对于电源方面引起的欠电压,变频器设定保护动作电压。......
2023-06-19

随着数控系统自诊断技术的发展,现代数控机床的进给伺服诊断功能越来越强大,不仅可诊断伺服系统硬件和软件的配置、伺服状态,还可诊断进给伺服报警时的故障原因。借助于数控系统的自诊断功能,维修人员可快速判定故障原因,并拿出针对性的解决措施。此时可借助诊断画面的诊断号200或伺服调整画面的报警1,进一步判断发生伺服综合报警的真正原因,以缩小故障的排查范围。......
2023-06-23

图7-104 压扣从表5-6查得,该制件可以采用带料连续拉深工艺。图7-105 排样图图7-106 压扣多工位级进模结构1—定位块 2—凹模板 3、14—顶杆 4—卷边凸模 5—切缝凸模 6—拉深凸模 7—卸料板 8—双侧刃 9—切缝凹模 10—固定板 11—卷边凹模 12—切边凹模 13—导正销 15—切边凸模 16—弹簧 17—导料板......
2023-06-26
相关推荐