白铜含有高熔点的Ni,均采用感应电炉熔炼。C是白铜合金中的有害杂质元素,熔炼时不宜使用木炭覆盖剂和石墨坩埚。研究表明,熔炼Ni含量较高的白铜时,当熔体与木炭的接触时间超过20min,合金的C含量很容易超过标准限量;用石墨坩埚熔炼普通白铜,一旦熔炼温度超过1400℃,合金的C含量将很快达到0.03%~0.05%甚至更高。白铜在熔炼时还容易吸氢,Ni含量越高,熔体吸气倾向越大。......
2023-06-22
2.5.4.1 冲天炉操作要点(表2-70)
表2-70 冲天炉各工序操作要点
2.5.4.2 冲天炉炉况判断
1.风口的观察与判断(表2-71)
表2-71 风口的观察与判断
(续)

2.加料口的观察与判断(见表2-72)
表2-72 加料口的观察与判断
3.风量风压的观察
风量、风压是冲天炉熔炼的主要参数,为了方便风量、风压观察,冲天炉应安装风量、风压测量装置,通过对风量、风压的观测分析判断炉况,见表2-73。
表2-73 风量风压的观察与判断

4.出渣口的观察与判断
开炉初期开渣口操作期间,可以通过渣口判断开炉初期的炉况,见表2-74。
表2-74 出渣口的观察与判断

5.炉渣的观察与判断(见表2-75)
表2-75 炉渣的观察与判断

6.铁液的观察与判断
1)铁液观察与判断的基础。铁液的观察包括铁液温度、氧化程度、成分观察三方面,见表2-76。
表2-76 铁液的观察与判断

2)花纹观察。铁液表面花纹分条状花纹、珠状花纹、叶状花纹、网状花纹四种基本类型。其中条状花纹与珠状花纹最为常见,叶状花纹与网状花纹可视为条状花纹与珠状花纹的中间过渡状态。图2-92所示四种铁液表面花纹属于普通灰铸铁常见的基本花纹,它们之间的形状不同,纹路的宽窄、曲率大小、间距和分布上还有差异。上述几种基本花纹可以合成其他各种花纹。
根据铁液表面花纹,可以按照下列经验判断铁液的化学成分和牌号:

图2-92 四种基本花纹变化示意图
①随着铁液含硅量的增加,花纹的曲率有逐渐增大的趋势,由曲率小的条状花纹,经叶状、网状后形成曲率最大的珠状花纹,如图2-93所示。
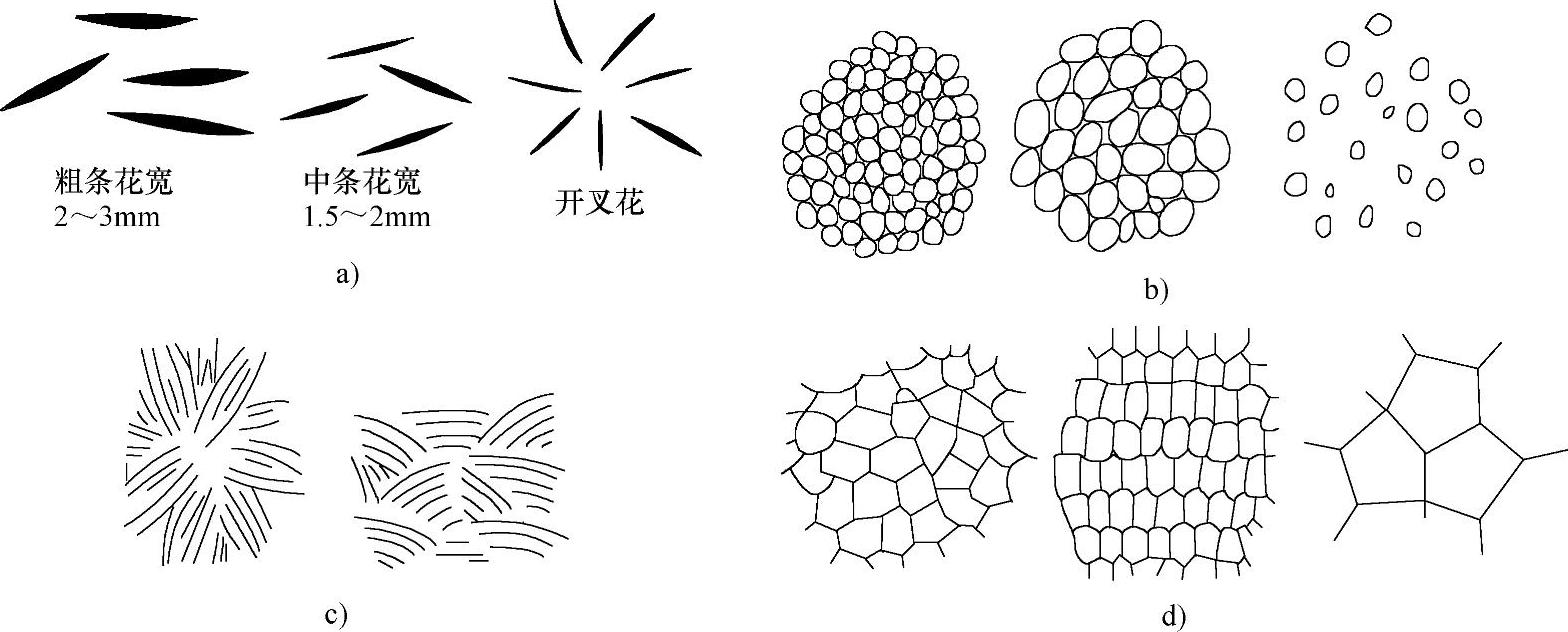
图2-93 四种花纹形状示意图
a)条状花纹 b)珠状花纹 c)叶状花纹 d)网状花纹
②随着铁液含碳量的增加,花纹变得更细,如图2-94所示。
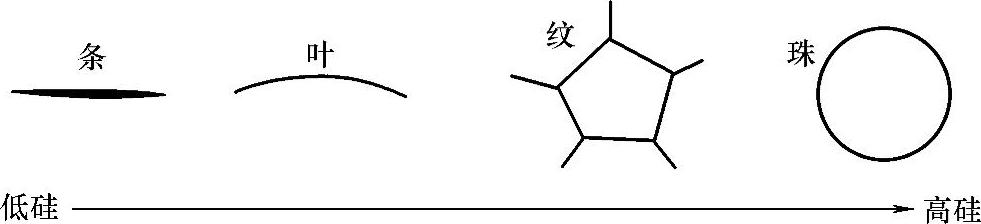
图2-94 铁液含硅量对花纹形状影响的示意图
③铁液的花纹与C、Si含量和牌号的大致对应关系见表2-77。
表2-77 铁液花纹与C、Si含量、牌号的对应关系

铁液表面花纹观察判断中,应该注意以下问题:
①在铁液翻花的全过程中,花纹形状是变化的,前期与后期不同。随着温度的降低,向着增碳降硅的花纹形状变化,判断应以前期花纹形状为准。
②注意铁液孕育的影响,在采用硅铁孕育时,孕育后的铁液表面常有浮硅聚集,往往形成偏离原来铁液真实成分的似高硅花纹。
③所观察铁液的容积越大、表面积越大,铁液表面花纹也越大。
④其他元素对花纹形状也有影响。锰增加,将使花纹的曲率变小,花纹变粗;磷高,铁液表面将出现圆球状光斑在滚动闪耀;铝、镁等微量元素的加入将使花纹消失。
⑤严重氧化的铁液表面会被一层很厚的氧化膜所覆盖,看不到花纹。
3)火花观察。在铁液流入浇包时,由于铁液的冲击会有铁液滴飞出,铁液滴直径小到一定程度就会出现火花。其形状有两种,如图2-95所示。在同样冲击条件下,C、Si含量越低,即铁液越“硬”,出现扫帚和雪花状火花也就越多。含C量低时,出现扫帚状火花多;含Si量低时,出现雪花状火花多。
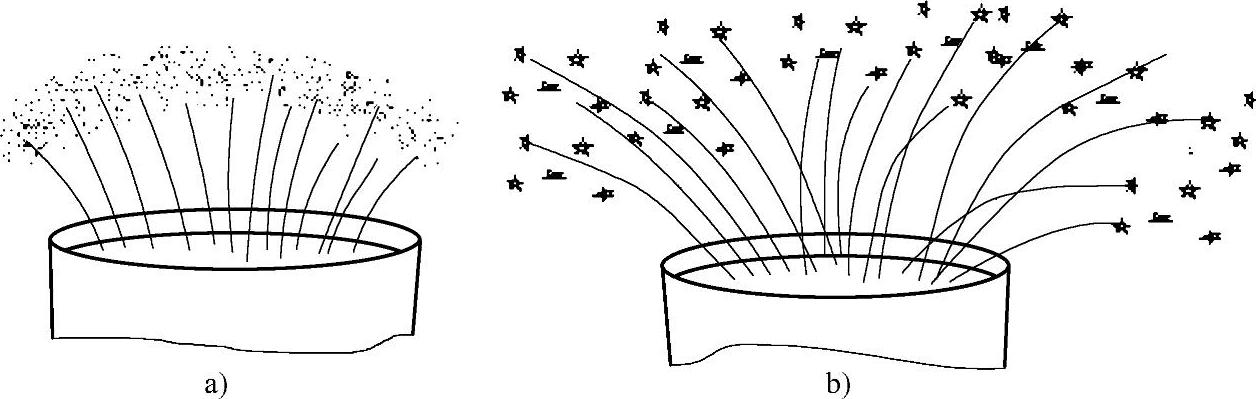
图2-95 铁液的火花特征
a)扫帚状火花 b)雪花状火花
铁液的形态变化非常复杂,很多因素互相影响,要综合各种观察信息才能做出准确判断,必须经过长期反复地实践,才能掌握其规律,达到控制目的。
2.5.4.3 熔炼故障预防和排除
1.常炉衬冲天炉的故障
1)上部与中部棚料(见表2-78)。
表2-78 上部与中部棚料及其排除

(续)

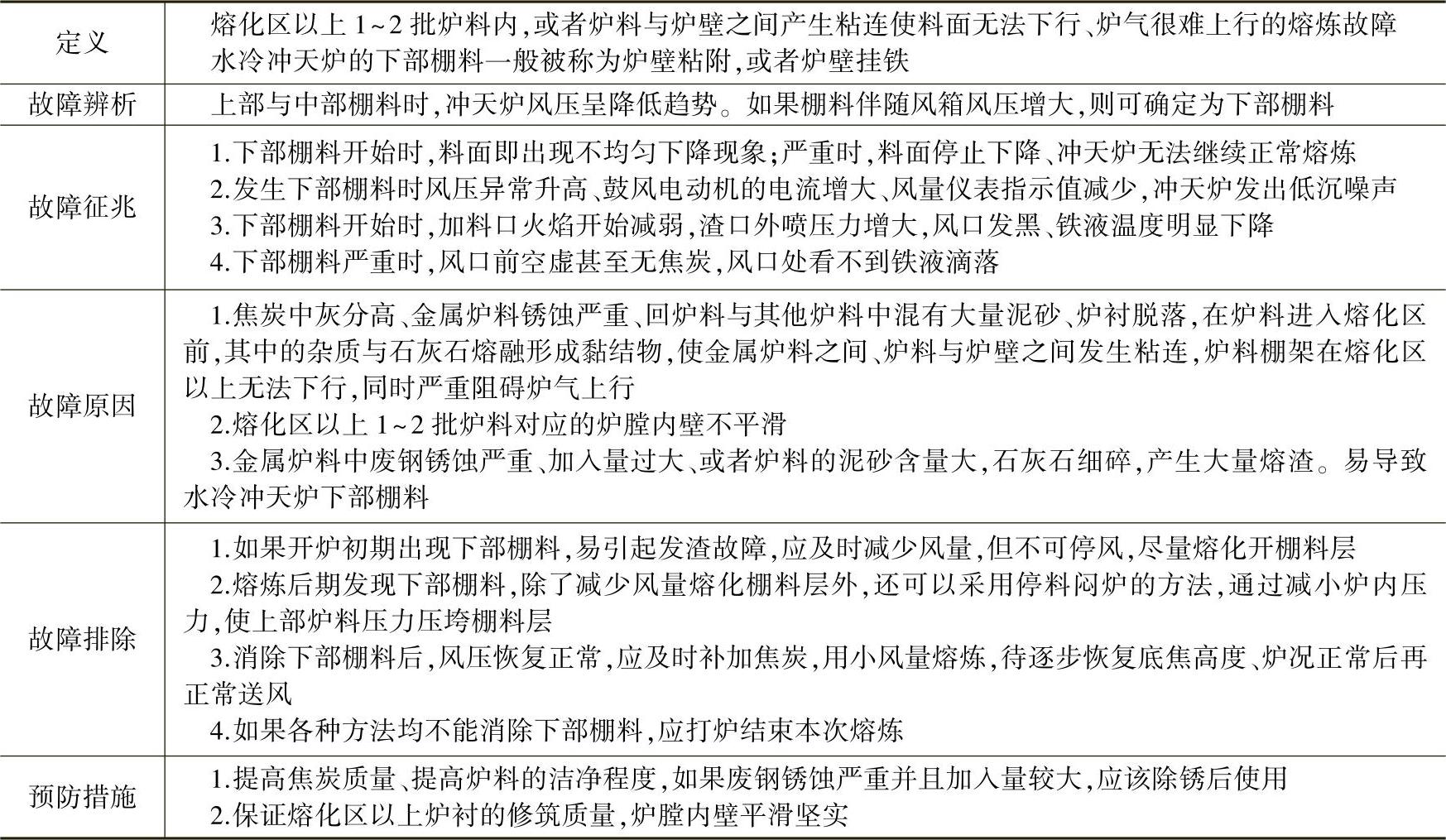
2)下部棚料(见表2-79)。
表2-79 下部棚料及其排除
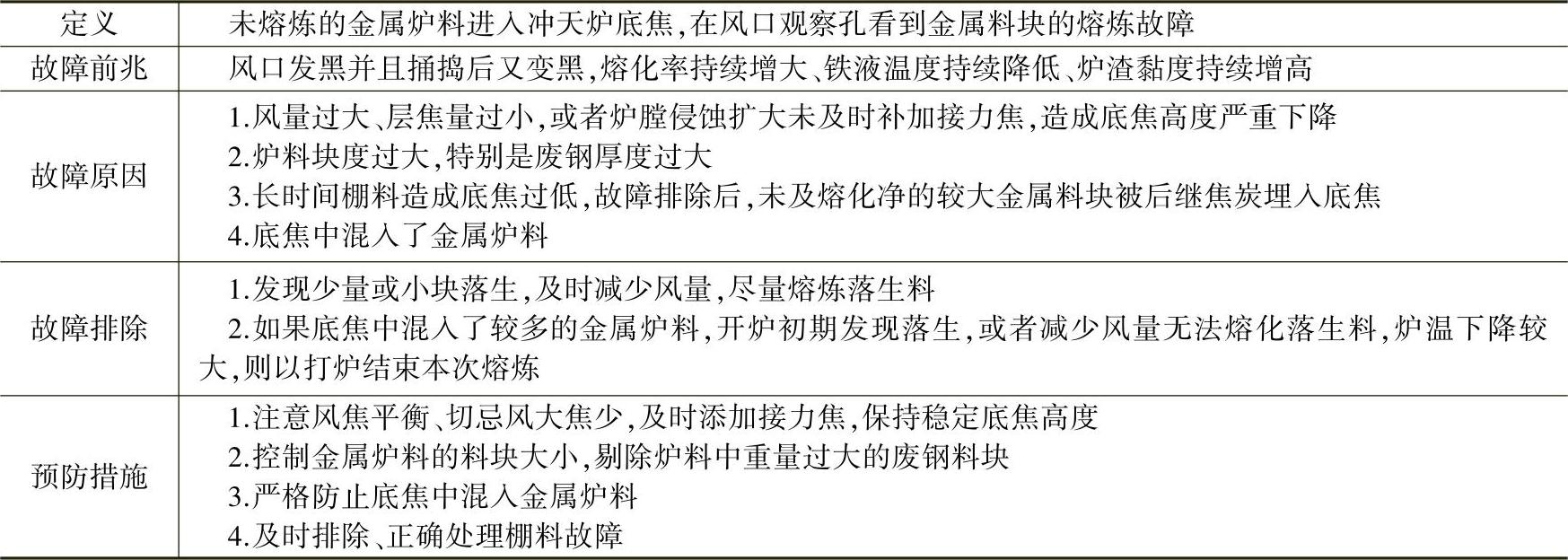
3)落生(见表2-80)。
表2-80 落生及其排除
4)过桥阻塞(见表2-81)。
表2-81 过桥阻塞及其排除

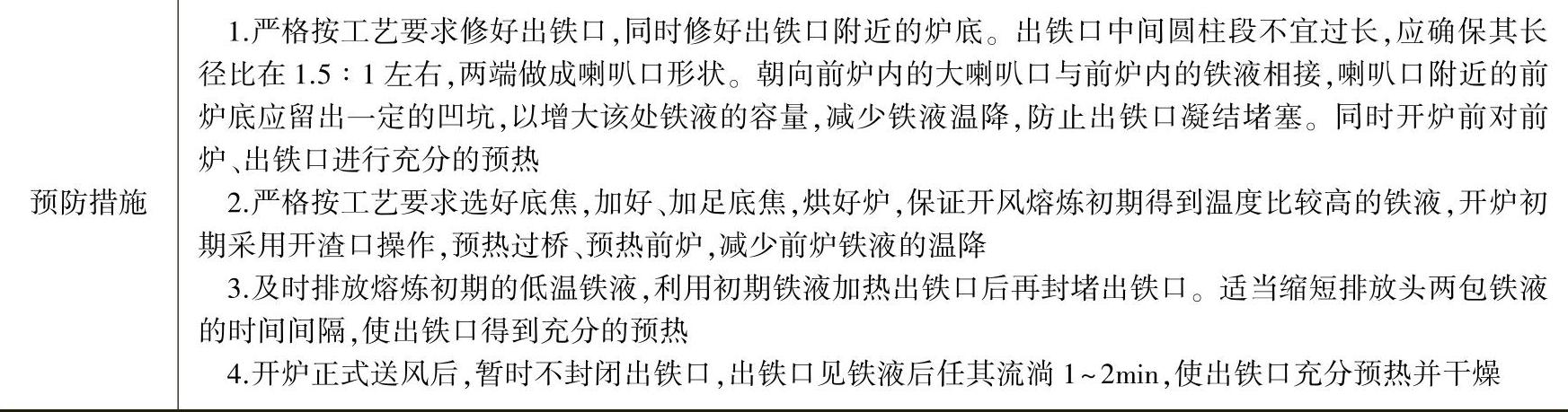
5)出铁口堵塞(见表2-82)。
表2-82 出铁口堵塞及其排除
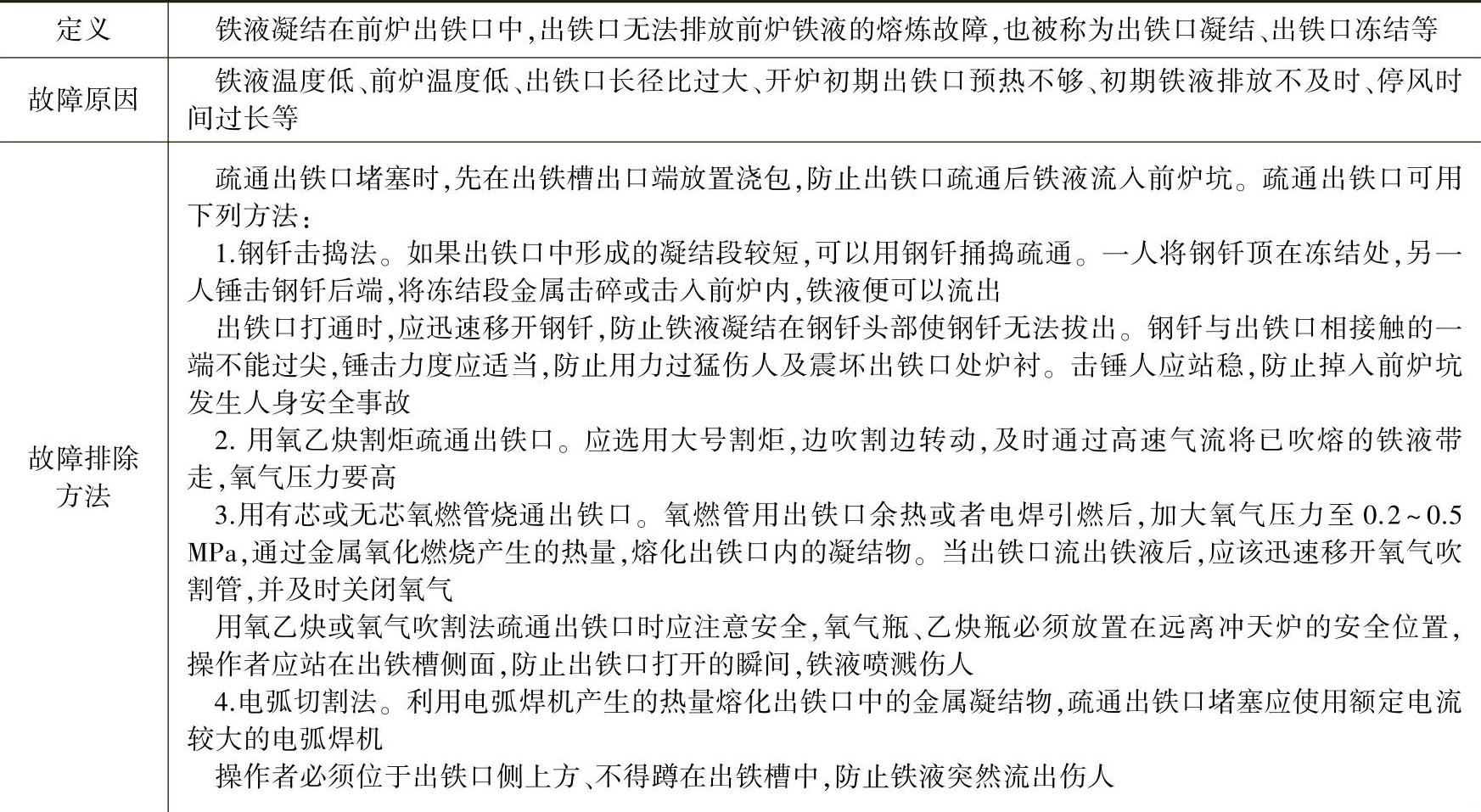
(续)
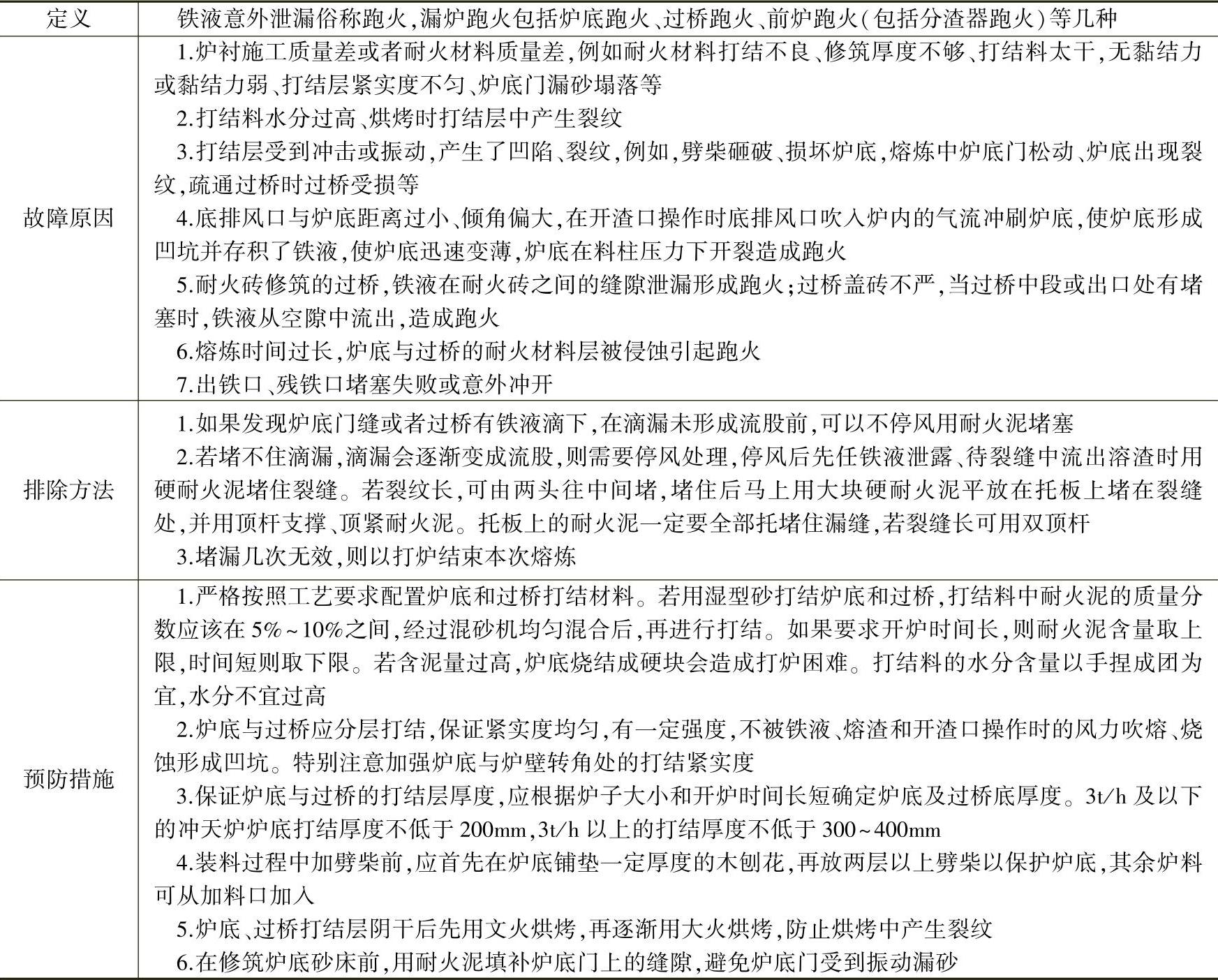
6)漏炉跑火(见表2-83)。
表2-83 漏炉跑火及其排除
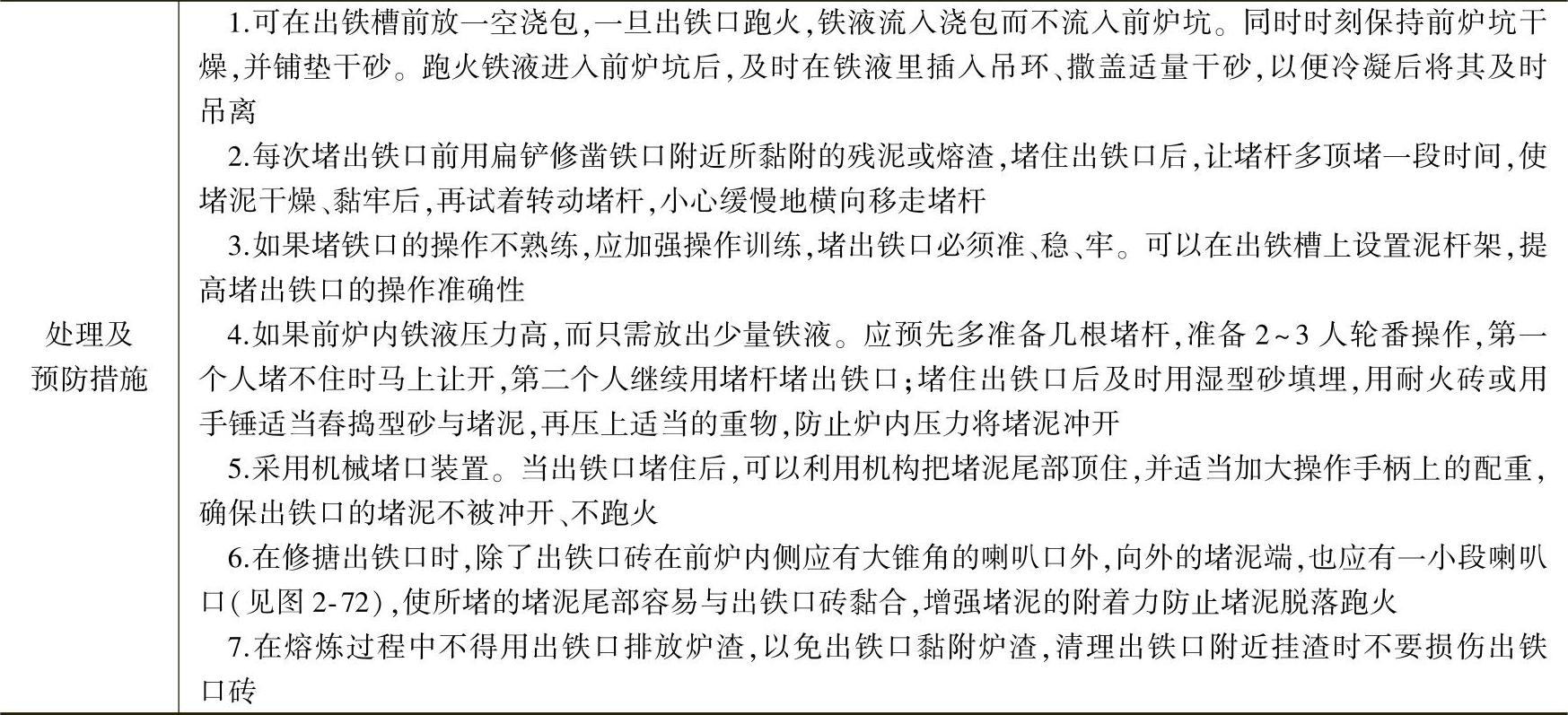
7)出铁口跑火(见表2-84)。
表2-84 出铁口跑火及其排除

(续)
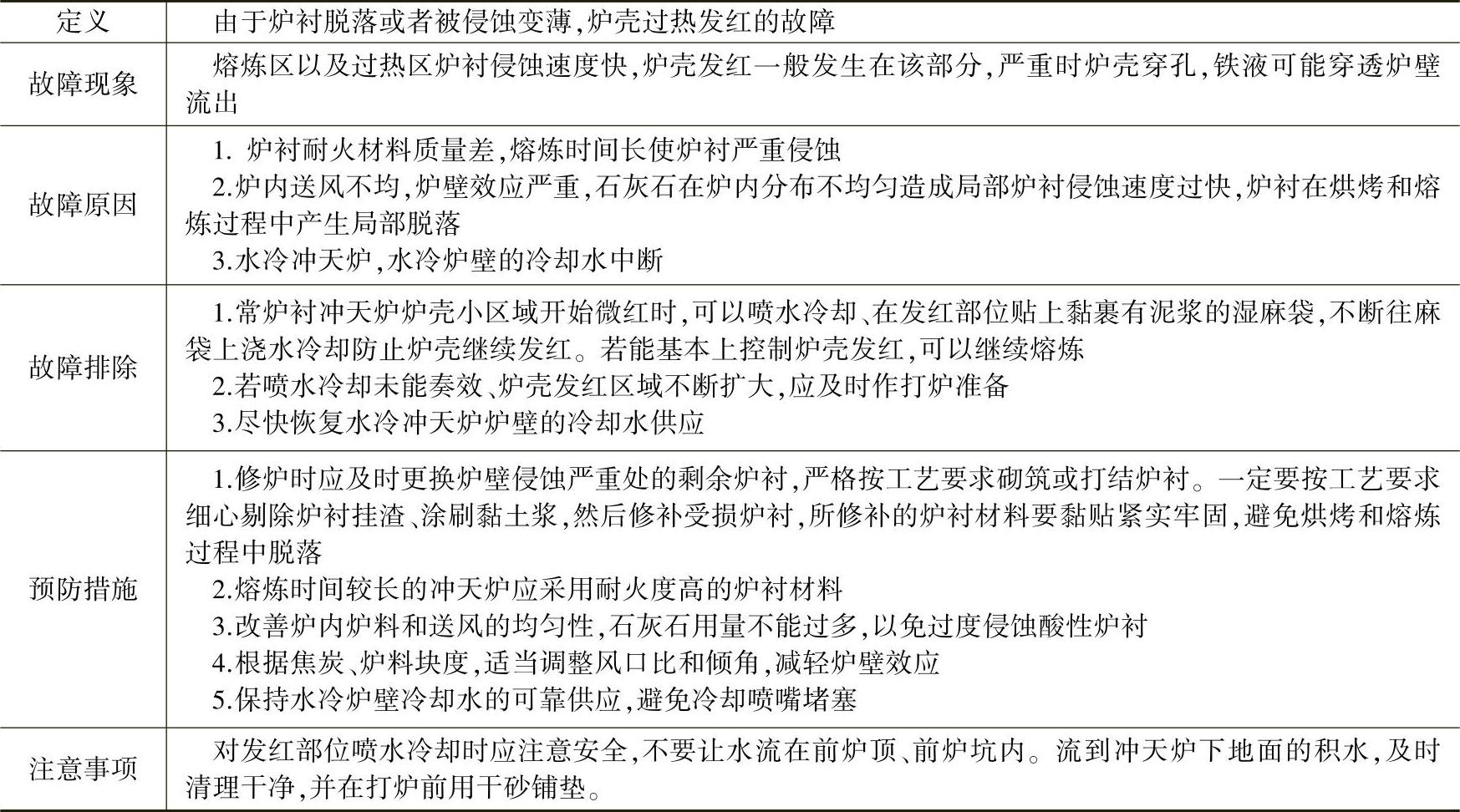
8)炉壳发红(见表2-85)。
表2-85 炉壳发红及其排除
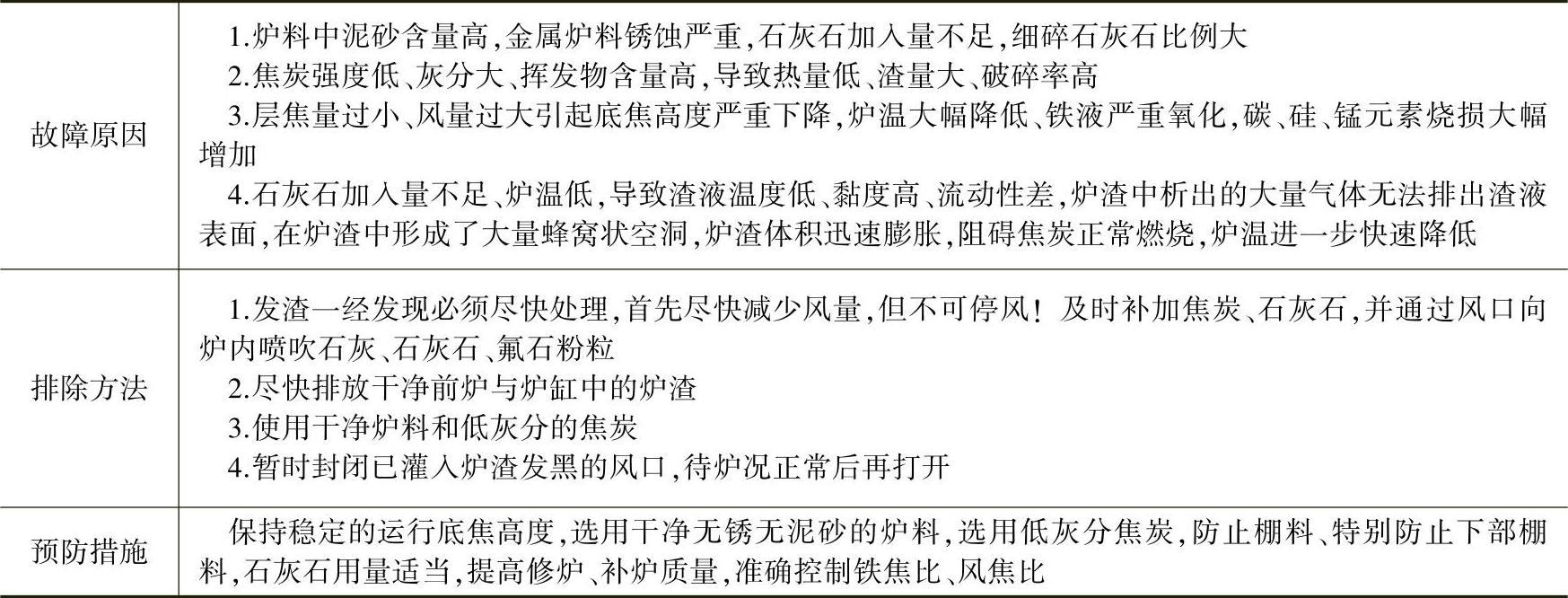
9)发渣(见表2-86)。
表2-86 发渣及其排除

(续)
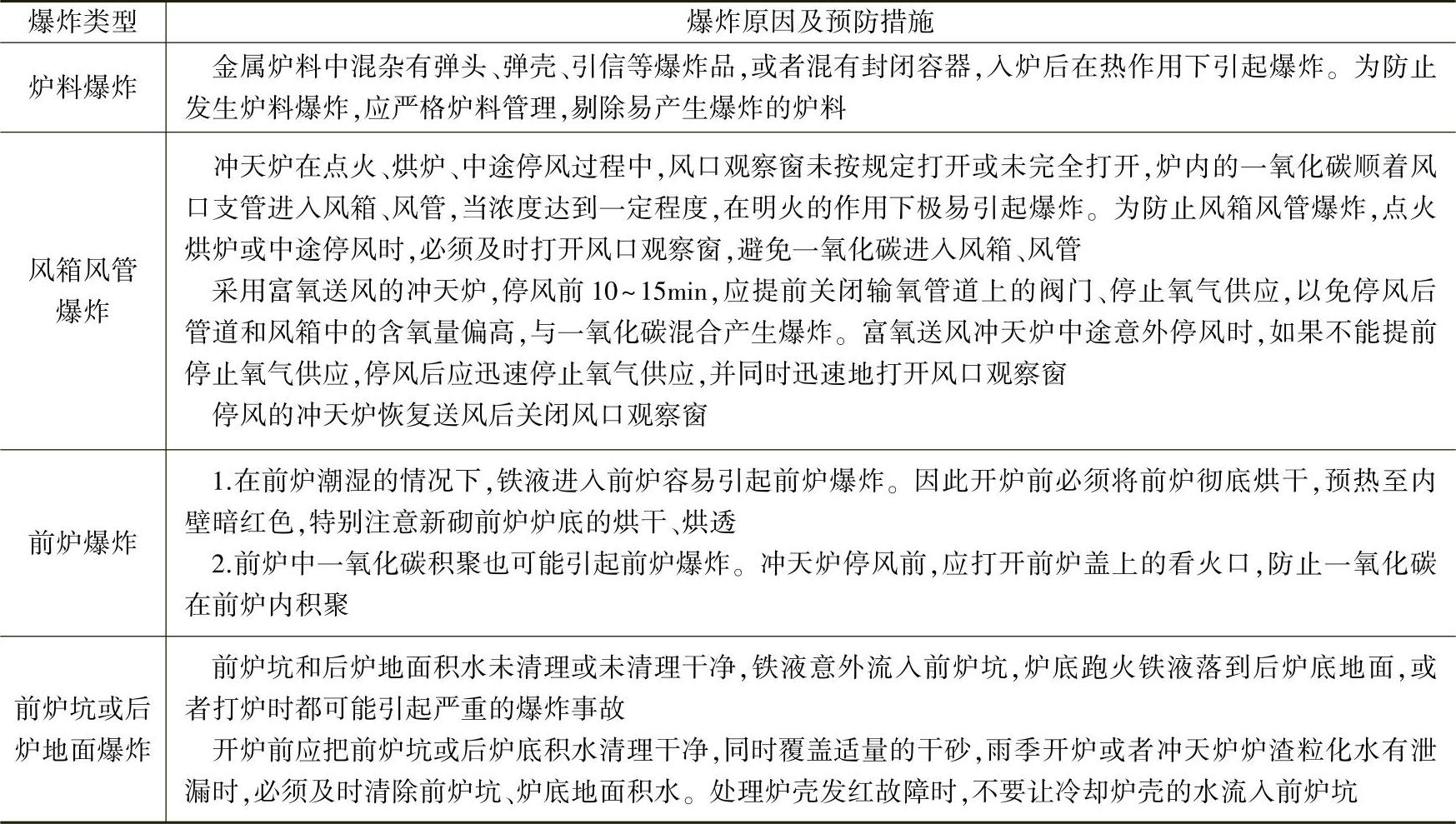
10)冲天炉爆炸(见表2-87)。
表2-87 冲天炉爆炸及其预防
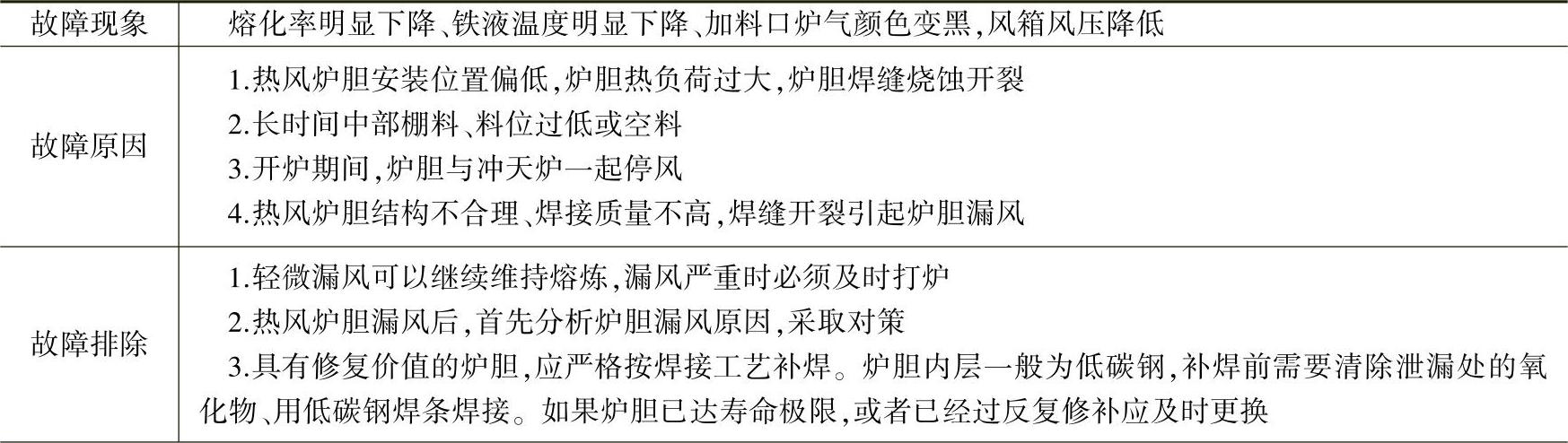
11)热风炉胆漏风(见表2-88)。
表2-88 炉胆漏风及其排除
(续)

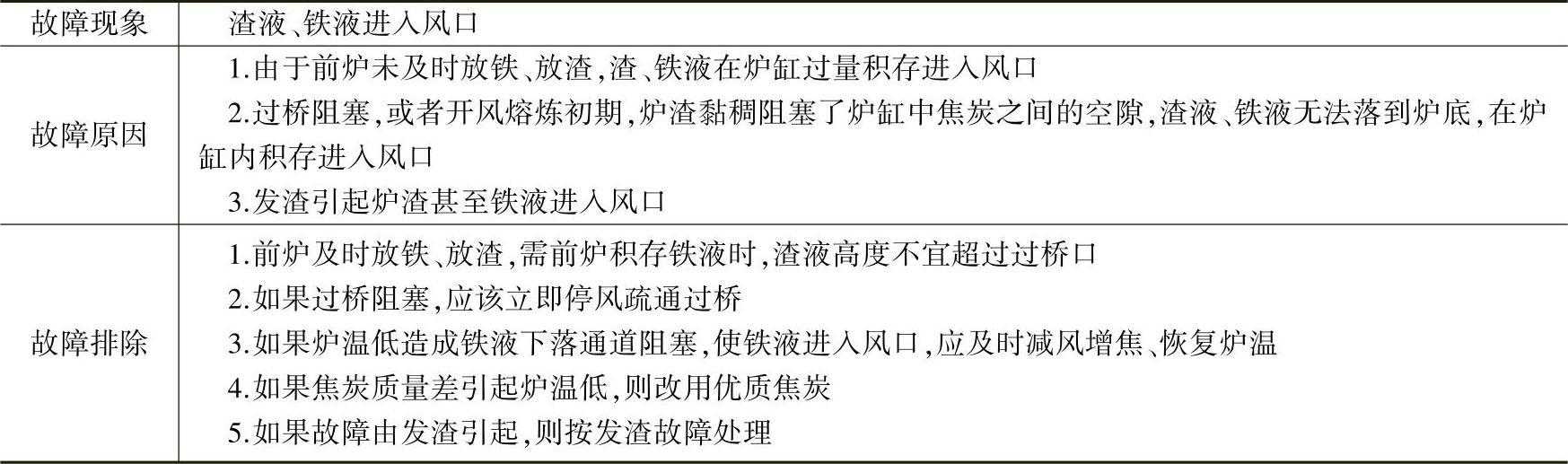
12)风口灌渣灌铁(见表2-89)。
表2-89 风口灌渣灌铁及其排除
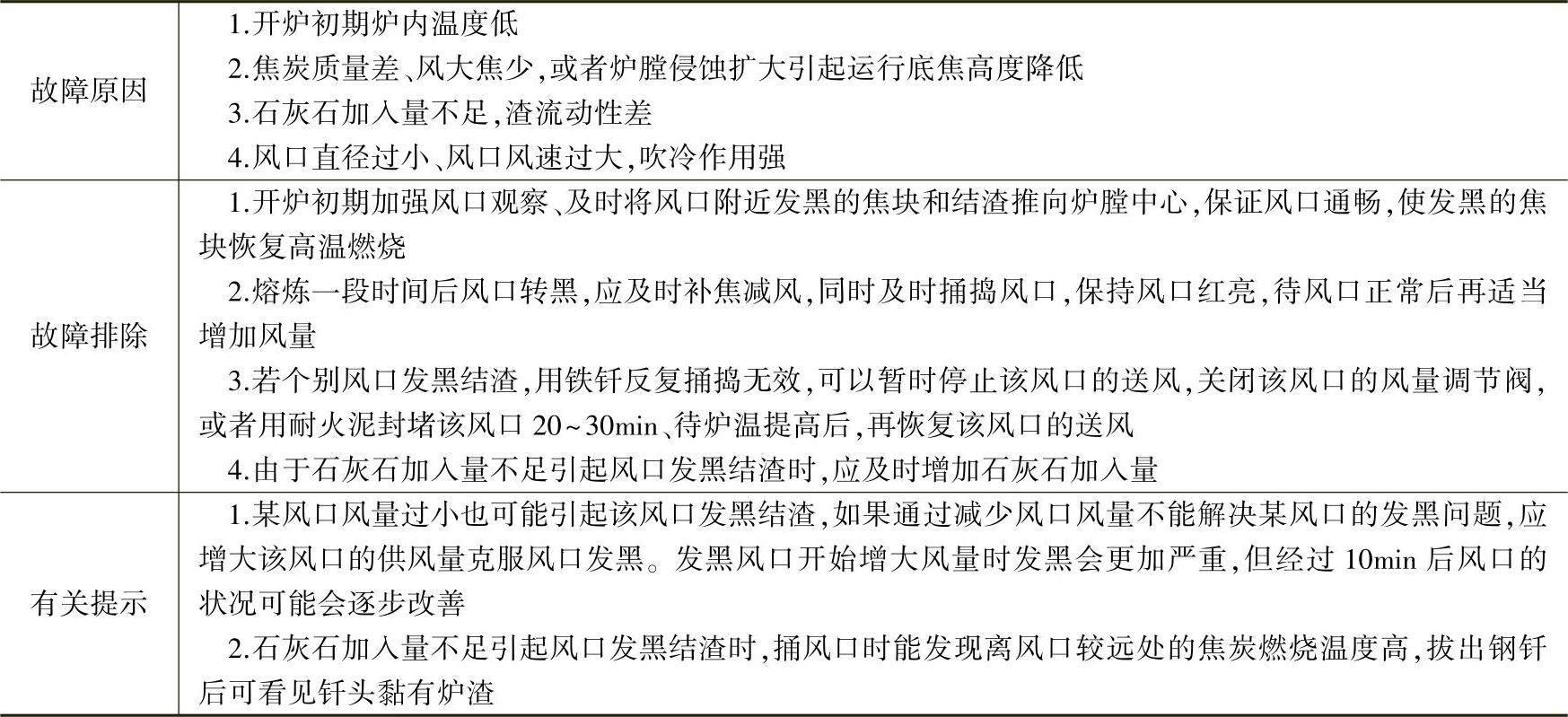
13)风口发黑结渣(见表2-90)。
表2-90 风口发黑结渣及其排除
14)意外停电停风。
①意外停风后,立刻打开各个风口观察窗,防止炉内一氧化碳进入风箱、风管引起爆炸,同时尽快查明意外停风、停电原因。
②若停风由风机故障引起,可启用备用风机继续熔炼。无备用风机,风机故障不能短期排除,应出净前炉内铁液、及时打炉。
③如果意外停风由停电引起,应马上与供电部门联系,查明停电时间的长短。如果短时间停电,只需打开风口观察窗、等待电力恢复。等待时间的长短,视冲天炉的具体情况而定。
如果停电时间较长,应放净前炉内的铁液和渣液,打开渣口和铁口。待电力恢复后根据闷炉时间的长短,补足底焦,用小风量熔炼炉内存留的金属炉料,炉温恢复到正常后逐渐加大风量开始正常熔炼。
停电时间过长不允许闷炉时,应出净前炉中的铁液,然后打炉。对于积存铁液较多大容量前炉,宜用工程车辆吊运浇包,出净炉内铁液。
④供电不稳定的工厂,应设置备用电源。
2.水冷冲天炉故障处理
水冷长炉龄冲天炉的基本工作原理与常炉衬冲天炉相同,常炉衬冲天炉的熔炼故障水冷炉均可能发生,两者的故障预兆、故障原因与处理办法完全相同。本节仅介绍水冷炉的特有故障。
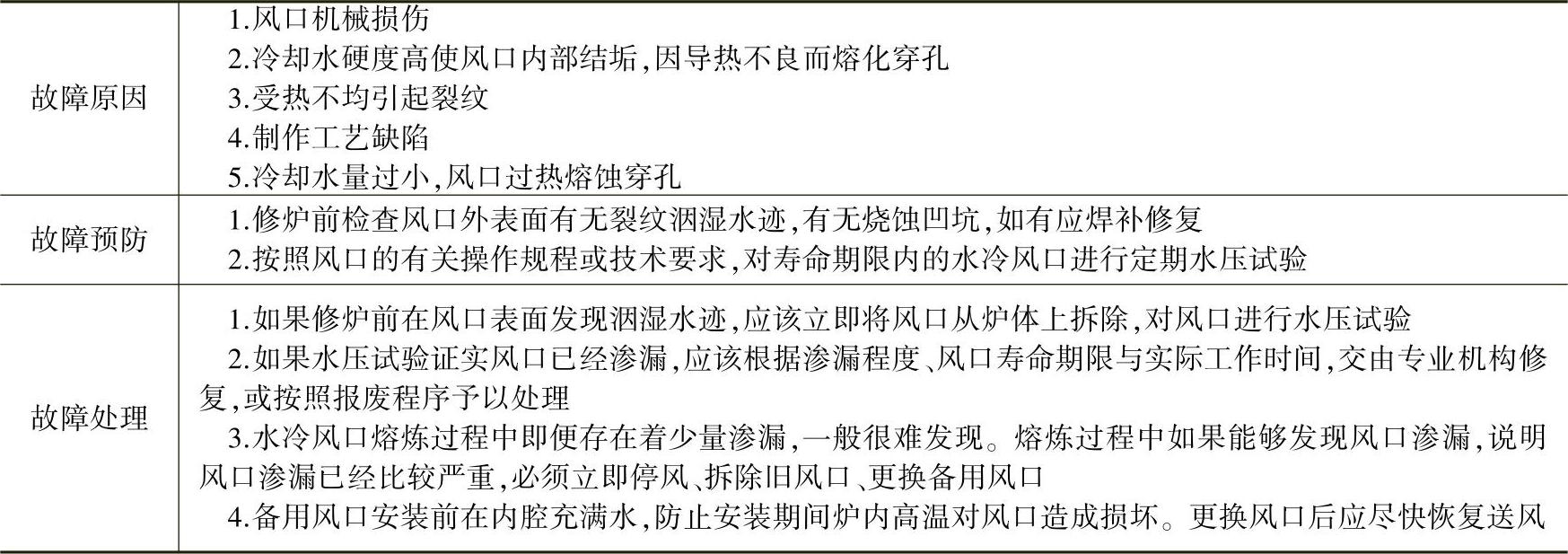
1)水冷风口渗漏(见表2-91)。
表2-91 水冷风口渗漏及其排除
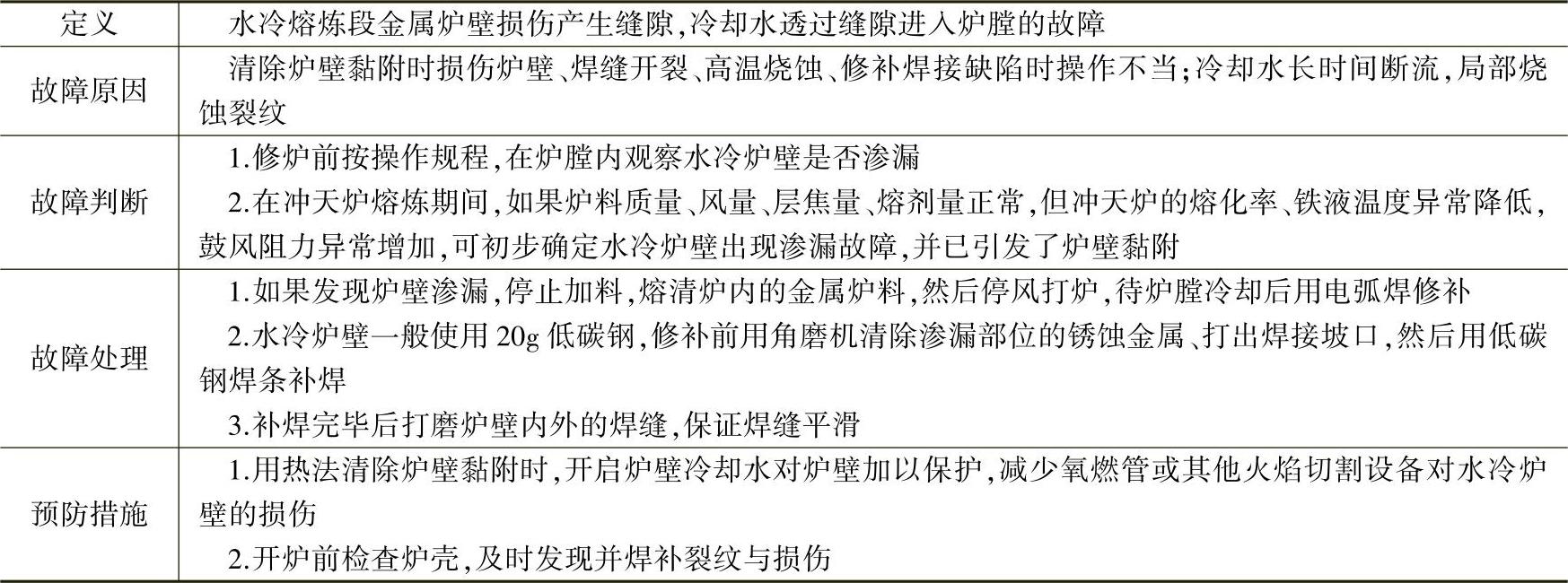
2)水冷炉壁渗漏(见表2-92)。
表2-92 水冷炉壁渗漏及其排除
3)水冷炉缸穿透(见表2-93)。
表2-93 水冷炉缸穿透及其预防

(续)

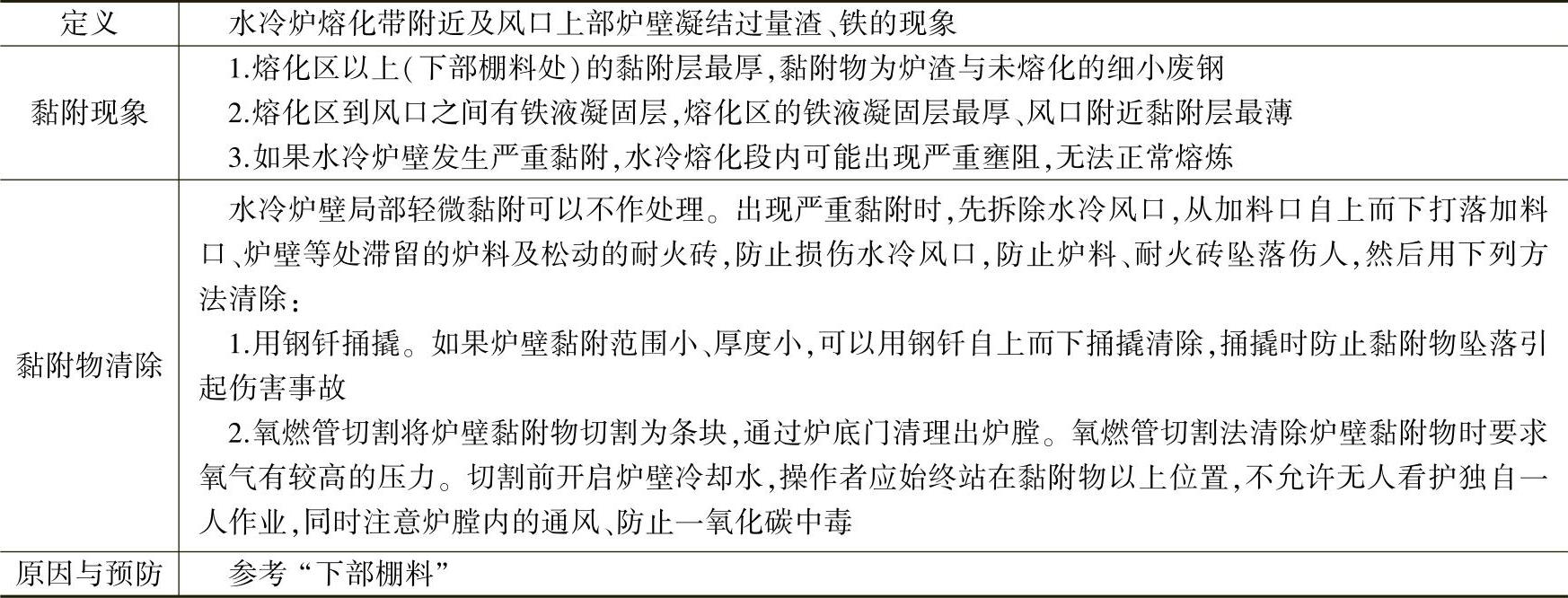
4)水冷炉壁黏附(见表2-94)。
表2-94 水冷炉壁黏附及其处理
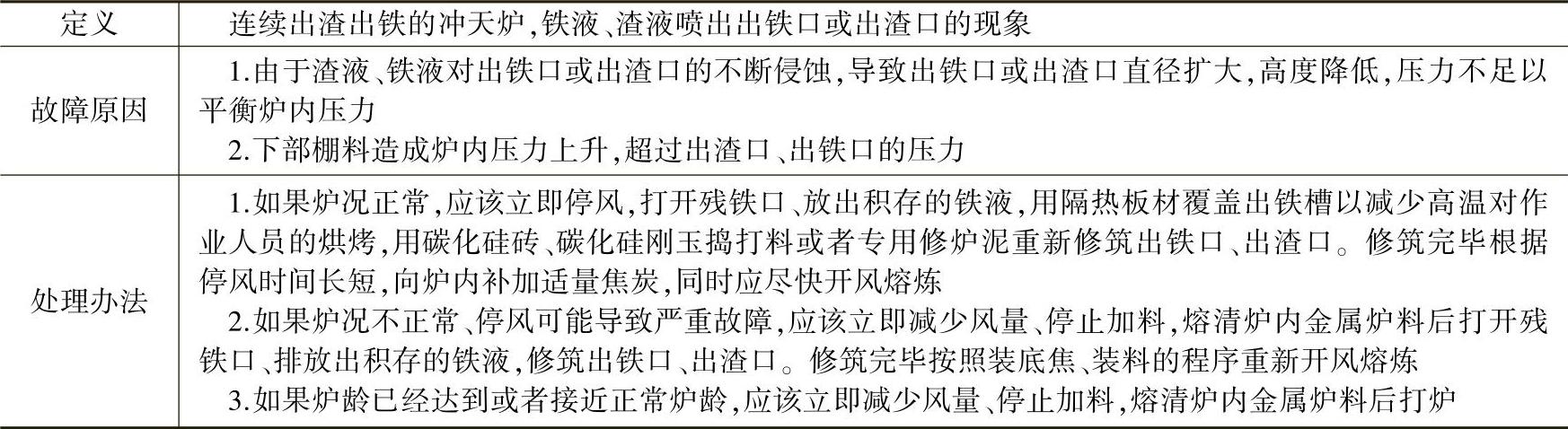
5)出铁口喷铁喷渣(见表2-95)。
表2-95 出铁口喷铁喷渣及其处理
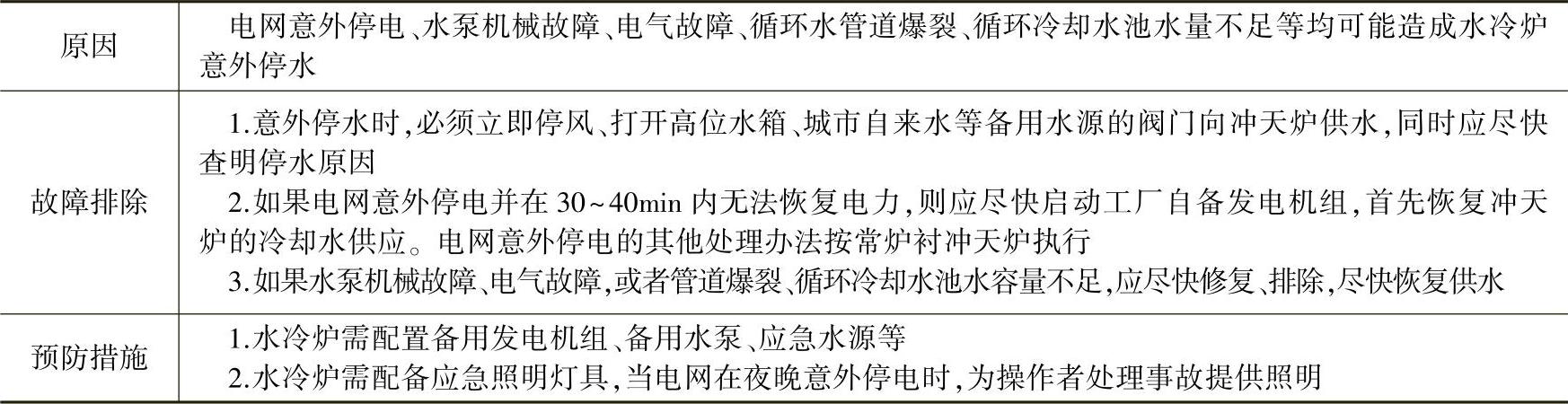
6)意外停水(见表2-96)。
表2-96 意外停水及其排除
3.外热风冲天炉故障
温度在350~400℃以上的外热风冲天炉,包括常炉衬冲天炉与水冷冲天炉两种,其大部分熔炼故障及其排除方法可参考前文,热风部分的主要故障为:
1)炉气燃烧不稳定
①炉气燃烧室或热风换热器预热温度偏低,达不到一氧化碳的燃点。应在燃烧室设置引燃装置。
②风焦失衡造成底焦高度下降,炉温低、炉气中一氧化碳浓度低,导致炉气燃烧不稳定,应首先增加层焦量,提高炉温。
③如果炉气燃烧所需的助燃空气过量,导致炉气中的一氧化碳浓度波动于临界浓度附近或者低于临界值,应该减少助燃空气量。
④保持炉内料位稳定,减少进入燃烧室的炉气温度波动。
2)热风温度偏低
①炉温低,炉气中的一氧化碳浓度低、炉气温度低,提高底焦燃烧温度可以提高热风温度。
②风量过大使炉气温度低,减少风量可提高热风温度。
③换热器换热面积不足可导致热风温度低,则需要更换换热器。
④换热器表面积灰,清扫换热器可提高热风温度。
3)排烟温度偏高或偏低(见表2-97)。
表2-97 排烟温度偏高或偏低及其排除

4)换热器损坏(见表2-98)。
表2-98 换热器损坏及其预防

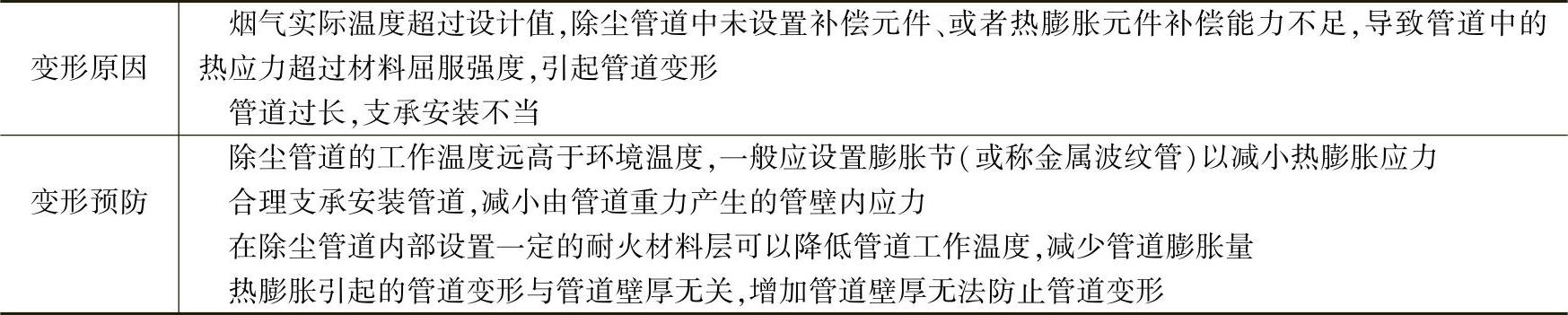
5)除尘管道变形(见表2-99)。
表2-99 除尘管道变形及其预防
6)除尘管道积灰(见表2-100)。
表2-100 除尘管道积灰及其排除

有关简明铸铁熔炼手册的文章

白铜含有高熔点的Ni,均采用感应电炉熔炼。C是白铜合金中的有害杂质元素,熔炼时不宜使用木炭覆盖剂和石墨坩埚。研究表明,熔炼Ni含量较高的白铜时,当熔体与木炭的接触时间超过20min,合金的C含量很容易超过标准限量;用石墨坩埚熔炼普通白铜,一旦熔炼温度超过1400℃,合金的C含量将很快达到0.03%~0.05%甚至更高。白铜在熔炼时还容易吸氢,Ni含量越高,熔体吸气倾向越大。......
2023-06-22

工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2023-06-22

尽管各种铜及铜合金的熔炼工艺不尽相同,但都应当遵循如下所示的一般原则:1)准备好炉料和熔剂。对熔炼炉进行检查、修补和清理,坩埚预热到一定温度方可加料,熔炼工具刷涂料烘干后再使用。铜合金熔体氧化和吸气严重,最好是在中性或微氧化性的炉气中熔炼,在炉内停留时间要短,达到出炉温度后尽快浇注。出炉前要分析化学成分、检查合金的含气量,出炉后进行弯曲试验和断口试验。熔炼过不同合金的小坩埚要分开,不能混用。......
2023-06-22

镍基合金含有Al、Ti等易氧化元素,与钢铁合金相比,熔体的粘度较大,导热性差,电阻大,因此在选择电渣重熔工艺参数时有其自身的特点。表5-5 镍基合金电渣重熔所用组元在不同渣系中的含量2)渣系中各组元的作用。Al2O3:增加渣系的电阻,提高渣温和熔化速度。确定熔炼电流与电压,进行电渣重熔1)选择工作电流I。熔炼期的电流称为工作电流,工作电流大小一般由电极的电流密度来确定。......
2023-06-22
液态发酵是在生物反应器中,将营养基质配制成液体培养基,灭菌后进行接种,提供适宜的培养条件,利用微生物的生长代谢获得发酵产品的技术。(二)pH对发酵的影响及其控制pH是表征微生物生长及产物合成的重要状态参数之一,也是反映微生物代谢活动的综合......
2023-11-18
表5-4列出了L920P15型真空电弧炉熔炼不同直径的镍基高温合金铸锭所采用的工艺参数。表5-4 镍基高温合金的真空电弧炉熔炼工艺参数对于小尺寸GH4413合金锭,不能按表5-4提供的参数来重熔。采用L700P7型真空电弧炉熔炼,电子秤实时显示自耗电极的质量,在熔炼过程中可准确控制熔化速率。......
2023-06-22
因锌合金的熔炼温度较低,炉衬或坩埚所受到的浸蚀大大减轻,故使用寿命延长。由于Pb和Sn对锌合金的耐蚀性有不良影响,因此熔炼锌合金与熔炼铜合金的坩埚应严格分开。此外,锌合金在通常熔炼温度下与Fe发生反应,为避免Fe对合金的污染不宜采用铸铁坩埚,所用工具也应涂刷适当的耐火涂料。表6-3 熔炼锌合金时坩埚和工具用涂料的配方配料锌合金一般可不进行精炼处理,烧损率较小。表6-5 锌合金的熔炼过程要点......
2023-06-22

感应电炉熔炼时常采用扩散脱氧和沉淀脱氧相结合的综合脱氧法。感应电炉熔炼时,W和Mo的烧损量约2%,Cr的烧损量约5%。熔化初期,在感应电流的趋肤效应作用下,炉料逐层熔化。对于中型和大型真空感应电炉,应采用中间包浇注,通过挡渣坝将液面的熔渣挡住,防止它们进入锭模。......
2023-06-22
相关推荐