感应炉铁液过热的目的是消除生铁的遗传性,净化铁液,便于除渣。感应炉的最高温度为1600℃左右,不及冲天炉,在使用增碳剂时,难以高度溶解分散,结晶时易形成片块状石墨;铁液的过热时间长达1h,又有电磁搅拌,可作为共晶结晶的外来晶核因溶解反应而大量减少。必须使用洁净无锈的炉料,配料的成分应满足铁液成分的要求,而不能期望通过熔炼达到铁液的成分。通常感应炉原生铁用量在10%左右,超过20%,铸铁的力学性能将难以保证。......
2023-06-24
铁渣分离装置可分为间断出渣装置和连续出渣装置两大类。间断出渣时,炉渣是在前炉或炉缸内分离,通过渣口间断排出;铁液经出铁口间断流出。大部分中小型冲天炉均用这种出渣方式。这种方式的缺点是劳动条件恶劣,渣铁长时间接触,可能造成铁液回硫。因此,在大量连续生产(特别是双联熔炼)时,必须采用连续铁渣分离装置。常用的有以下几种:
1.炉后排渣的连续铁渣分离装置
它是利用铁液与炉渣的重度差及炉内气压,使铁液从过桥流出而炉渣在炉缸内存留;当炉渣到达一定的高度后,经渣口排出。这种方式的特点是过桥只流铁液,对过桥浸蚀小。但其缺点是炉缸深度要大,间断排渣的时间控制严格,操作条件恶化(多数是暂停风后再开渣口),炉缸处的渣口的维护工作量大,故多适用于每次开炉时间较短的冲天炉。这种排渣方式的装置结构如图2-65所示。其计算公式如下:

式中 p——炉内压力(×10Pa);
H——渣口至过桥间的垂直距离(m);
γ渣——炉渣密度,可取2200kg/m3;
γ铁——铁液密度,可取7000~7200kg/m3;
h——过桥顶面至出铁槽底面之间的垂直距离(m)。
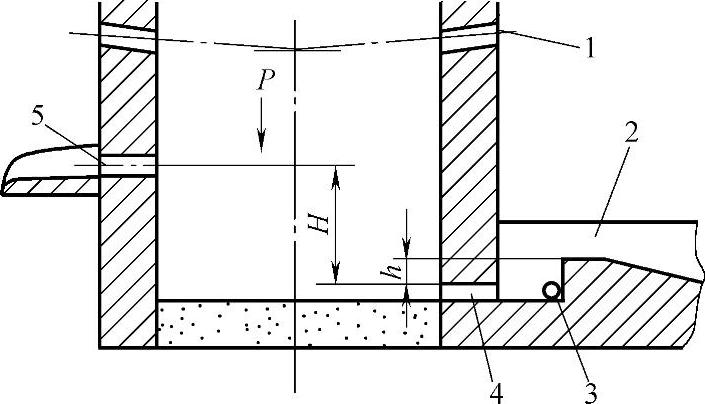
图2-65 炉后排渣,炉前连续出铁装置
1—风口 2—出铁槽 3—残铁口 4—过桥 5—渣口
这里的关键是选取合适的渣层厚度(H)和铁液深度(h)。决定H时应考虑到炉缸内冶金反应的需要。如碱性炉内的炉渣有脱硫作用,H可选大一些,而对酸性炉H则选小值。选取h时应考虑风压波动的影响,当风压临时增大,炉渣不会从过桥处随铁液流出。
2.挡渣墙分渣装置
挡渣墙分渣为炉前分渣。这种方式的特点是炉渣与铁液的分离不在炉缸内进行,而是将铁液和炉渣同时经过桥流出到炉缸以外的铁渣分离器中分离。因此,在冲天炉熔炼过程中,渣、铁分别连续地从分离器中排出,这样就不必进行开、堵出渣口的操作,从而使炉内工作状况稳定,劳动条件得到改善。然而,这种方式因炉渣流经过桥,对其浸蚀作用较大,在长期连续作业中,过桥是炉衬的薄弱环节,往往成为决定“炉龄”的关键。因此,在长龄炉上通常设置两个分渣器,轮换使用和维修。挡渣墙分渣的炉缸内存留铁液,可使铁液的增碳率提高。
挡渣墙分渣器的结构如图2-66所示。
铁渣分离器中的铁液高度(H)是该装置的重要参数,可按下式计算决定
Hγ铁≥p (2-53)
式中 H——分离器中铁液高度(m);
γ铁——铁液密度(kg/m3);
p——炉缸内炉气压力(MPa)。
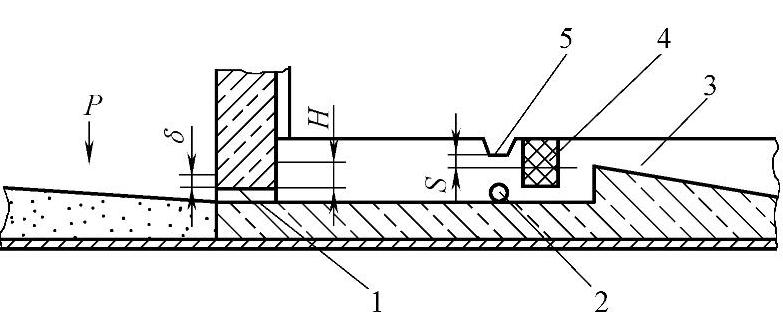
图2-66 虹吸分渣,连续出铁装置
1—过桥 2—残铁出口 3—出铁槽 4—挡渣墙 5—排渣槽
此式即表示,分渣器中的铁液高度(H)造成的液柱静压力应超过炉缸内炉气压力,保证在正常工作时,炉气不能由过桥喷出。但是,若H值太大,则炉内铁液高度增加。炉缸内的渣层厚度(δ)随炉内压力(p)的变化而变化。
Hγ铁=p+δγ渣
分渣器中的渣层厚度(s),既能使分离器中的炉渣连续地从排渣槽中流出,又可利用炉渣保护铁液不与大气接触而造成降温和氧化。这种分渣器的结构过于庞大,易造成铁液降温,故适用于大型连续生产的冲天炉。对于中小型冲天炉而言,由于铁流量小,可按上述原理将结构设计得既紧凑而又便于操作,这种装置称之为积渣包。国内中小型冲天炉上的常用结构如图2-67所示。
3.压力分渣器
无论炉后排渣还是炉前排渣的连续铁渣分离装置,由于过桥受到炉渣和铁液的冲刷和侵蚀,其寿命较炉身和炉缸短(中低耐火度材料1~3天,高耐火度材料为6~12天),成为决定冲天炉寿命的主要因素。近年来国内采用了压力分渣装置,从结构上考虑便于修理(其寿命为一周),而且每台炉上安装两个,轮换使用、修理,这种结构在大型水冷冲天炉上得到广泛应用。
压力分渣装置的基本原理仍然与上述两种分渣装置相同,只是将分渣器放在炉外,分渣器中承受与炉缸内相同的压力,如同一个能分渣的小前炉。其结构如图2-68所示。
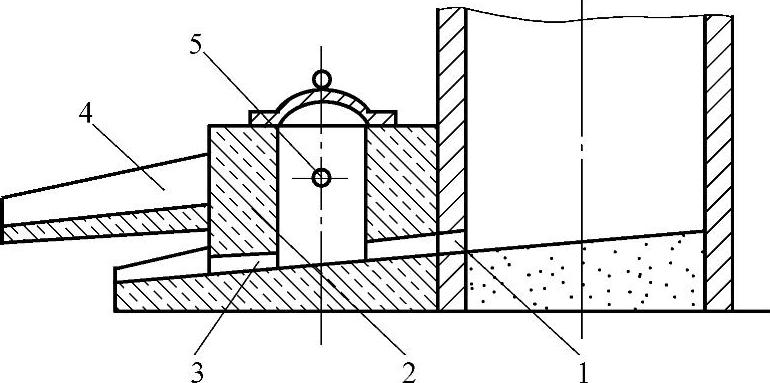
图2-67 积渣包结构
1—过桥 2—出铁口 3—残铁出口 4—出铁槽 5—渣口
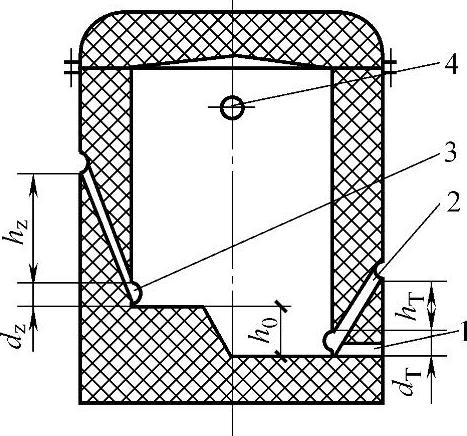
图2-68 压力分渣器结构
1—残铁口 2—铁口 3—渣孔 4—过桥渣口
出渣口用炉渣封闭,以免炉气从渣口溢出,设计中应分别计算出渣口和出铁口的封闭高度

式中 h0——分渣器内渣层厚度(m);出渣口顶面至出渣孔下口的高度(m);
hT——出铁口顶面至出铁孔下口的高度(m);
γT、γZ——铁液、渣液的密度(kg/m3);
p——炉内气压(×10Pa)。
有关简明铸铁熔炼手册的文章

感应炉铁液过热的目的是消除生铁的遗传性,净化铁液,便于除渣。感应炉的最高温度为1600℃左右,不及冲天炉,在使用增碳剂时,难以高度溶解分散,结晶时易形成片块状石墨;铁液的过热时间长达1h,又有电磁搅拌,可作为共晶结晶的外来晶核因溶解反应而大量减少。必须使用洁净无锈的炉料,配料的成分应满足铁液成分的要求,而不能期望通过熔炼达到铁液的成分。通常感应炉原生铁用量在10%左右,超过20%,铸铁的力学性能将难以保证。......
2023-06-24

生产节能建筑材料 利用冲天炉炉渣及其显热生产新型建材——炉渣砖,它与传统实心黏土砖相比,具有比较突出的优越性。1)由于充分利用了炉渣的显热,在生产过程中的生产能耗以及在使用过程中的使用能耗均较实心黏土砖有较大幅度的降低。2)炉渣砖的表观密度在1000~1200kg/m3以下,这样就能够设计出较大的砖型,有利于加快施工速度、减轻墙体自重和提高墙体的保温隔热性能。......
2023-06-24

钢筋电渣压力焊是将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成连接的一种焊接方法。分体式焊机由焊接电源、焊接夹具和控制箱三部分组成。钢筋电渣压力焊一般有引弧、电弧、电渣和挤压四个过程,而引弧、挤压时间很短,电弧过程约占全部时间的3/4,电渣过程约占全部时间的1/4。......
2023-08-29

每根焊丝每小时熔敷金属量11~20kg,焊丝直径一般为3.2mm。丝极电渣焊适合于焊缝较长的工件及环焊缝的焊接。熔嘴电渣焊可用于焊接比板极电渣焊更大断面的工件,并且适用焊接不规则断面的工件。熔嘴电渣焊所用设备也比较简单,焊丝的送进用一般送丝机构即可。......
2023-06-26

图5-59 药芯焊丝CO2气体保护焊时熔渣的过渡引发熔池飞溅的高速摄影照片(二)焊丝样品:KFX-71T,φ1.2mm;焊接参数:28.5V/140A;拍摄速度:2000f/s。熔渣滴由渣柱末端分离,以及飞离出焊接区形成熔渣的飞溅,最有可能是由于CO2在电弧区的排斥作用所致。熔渣的飞溅除了熔渣的过度滞熔造成的飞溅比较严重,其他由于熔渣自身的过渡引发的飞溅不十分严重,对焊接工艺稳定性的影响不很大。......
2023-06-30

湿法收尘设备目前在国内主要有水浴除尘器和泡沫除尘器两种。ZnO粉粉尘很细小,且具有一定的回收价值,但一般不采用湿法除尘。当烟气温度由300℃降至200℃时,工作电压明显降低,并导致收尘效率降低。......
2023-06-22

在应用程序中,经常是把数据存储模块放在一个条件结构内,当满足一定的条件时,就启动数据存储模块进行数据存储。数据写入文件或从文件中读出需要耗费一定的时间,不同的存储格式也意味着数据存取速度的差别。本章将介绍LabVIEW中常用的数据存储格式并分析每种格式的特点和应用优缺点。......
2023-07-02

送风速度的影响 加大入炉风速,有利于提高扩散燃烧速度,高速气流更有利于吹入底焦中心,使温度分布更均匀,提高换热效率。对提高焦炭燃烧速度和铁液换热是有利的。......
2023-06-24
相关推荐