2)合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量评价体系对涂层性能进行检验等。涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是最重要的环节之一,在进行涂层设计时要考虑涂层所涉及的各个环节,具有明显的系统特性。......
2023-06-18
质量工程师Vivi拿来了一份检具申请单,但是哈瑞没有在附件中找到检具的图样,所以叫来Vivi了解情况。
哈瑞:“Vivi,我看到您的申请单了,但是没有找到检具的图样,是不是遗漏了呀?”
Vivi:“这套检具是由供应商设计的,我们只需审核图样即可,这样可以减少我们设计和调试的人工时间,提高工程师的工作效率。”
哈瑞:“嗯,非常好的做法。同时我有个问题,如果我们交给供应商全权负责,那么我们如何确保检具满足我们的要求呢?”
Vivi:“是这样的,我们有一套流程,大体如下:
第一步,由负责这个项目的质量工程师提出具体要求,如检测的具体尺寸、几何公差、批量、材质以及现场工人的操作习惯等;
第二步,由供应商出方案,我们对方案进行评估并提出修改意见;
第三步,供应商制造和调试,并提供检具的检测报告;
第四步,供应商到我们公司现场验收。”
哈瑞:“很好,那么在这个流程中,我们的工程师要把握的关键点有哪些呢?”
Vivi:“我们有个检具开发审查流程,称之为感觉四剑式。”
哈瑞:“感觉四剑式?”
Vivi:“一方面,检具的英文是“gage”,音译为“感觉”;另一方面,ASME Y14.43—2003中介绍了检具的标准设计流程,但比较复杂。我们有个外号“风清扬”的同事把它做了简化,将其简化成金庸小说风格的四个剑式:
一离剑式,二抄剑式,三算剑式,四除剑式。”
哈瑞:“太有才了,说来听听,四剑式各是什么呢?”
Vivi:“一,离剑式就是检具长啥样,把所有相关零件装配起来,拆除被测件,离开被测件的总成会呈现一个形状,这个形状就是检具的形状;二,抄剑式就是把被测产品图上相关尺寸抄下来,如理论正确尺寸、几何公差框符号和基准;三,算剑式就是算检测销和孔的大小;四,除剑式就是算检具公差,检具公差按照计量的原则是产品公差的1/10。”
哈瑞:“总结得非常精妙。那么,第三步是如何计算检测销和孔的大小的呢?”
Vivi:“检具计算公式如下:
孔的位置度检具:检具=MMS-位置度公差;
轴的位置度检具:检具=MMS+位置度公差”。
哈瑞:“如何把握实体尺寸的检具呢?”
Vivi:“我们有一份资料,只要在GB/T1957—2006中找到T、Z两个值,就可以把通止规做出来了,如图5-8、图5-9所示。”
下面举例说明,例如,设计检验ϕ30-0+0.033mm的孔用量规。
1)根据公称尺寸和公差查表:公差等级为IT8级,Z1值为0.005mm,T1值为0.0034mm。
2)根据量规公差带图,计算:
通规上公差=MMS+Z1+T1/2=(30+0.005+0.0034/2)mm=30.0067mm
通规下公差=(MMS+Z1-T1/2)=(30+0.005-0.0034/2)mm=30.0033mm
止规上公差=LMS=30.033mm
止规下公差=LMS-T1=(30.033-0.0034)mm=30.0296mm
表5-9所列是国标GB/T1957—2006中工件孔或轴的公差等级的内容。
表 5-9
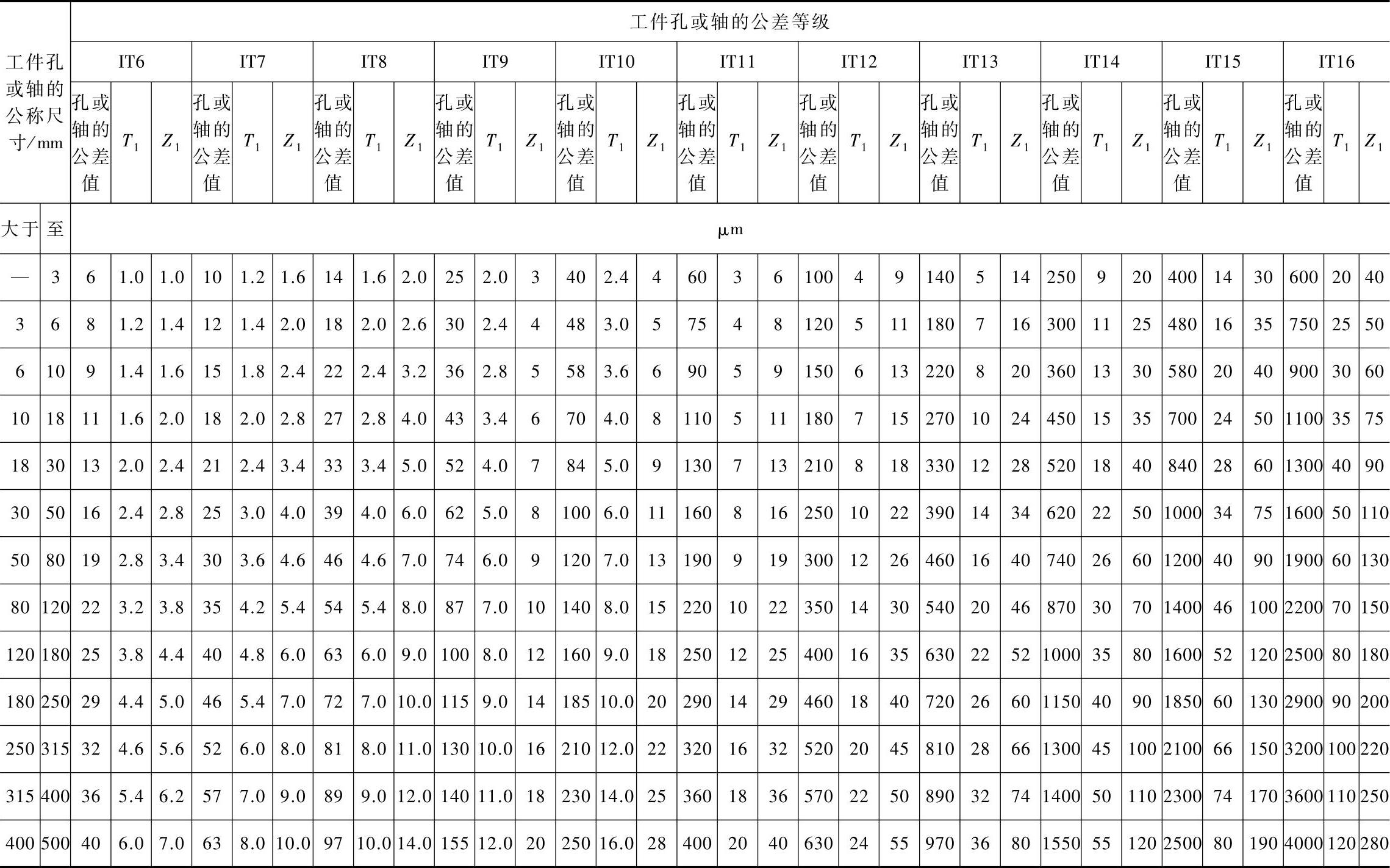
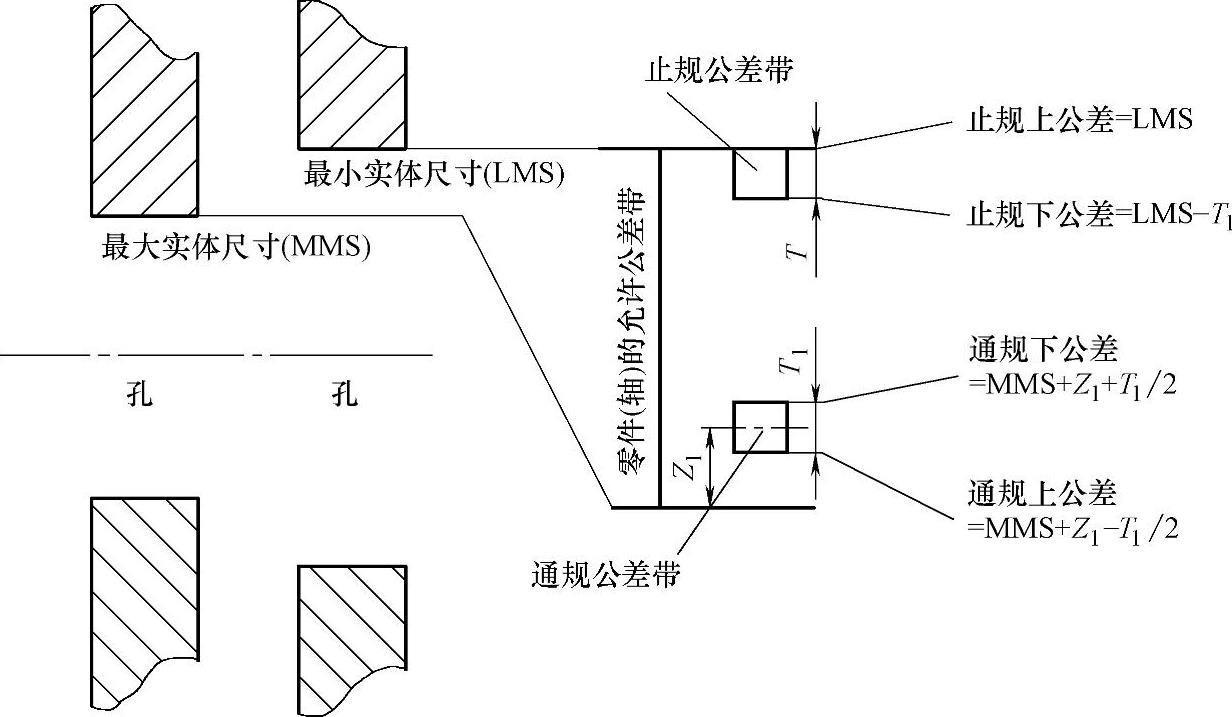
图 5-8
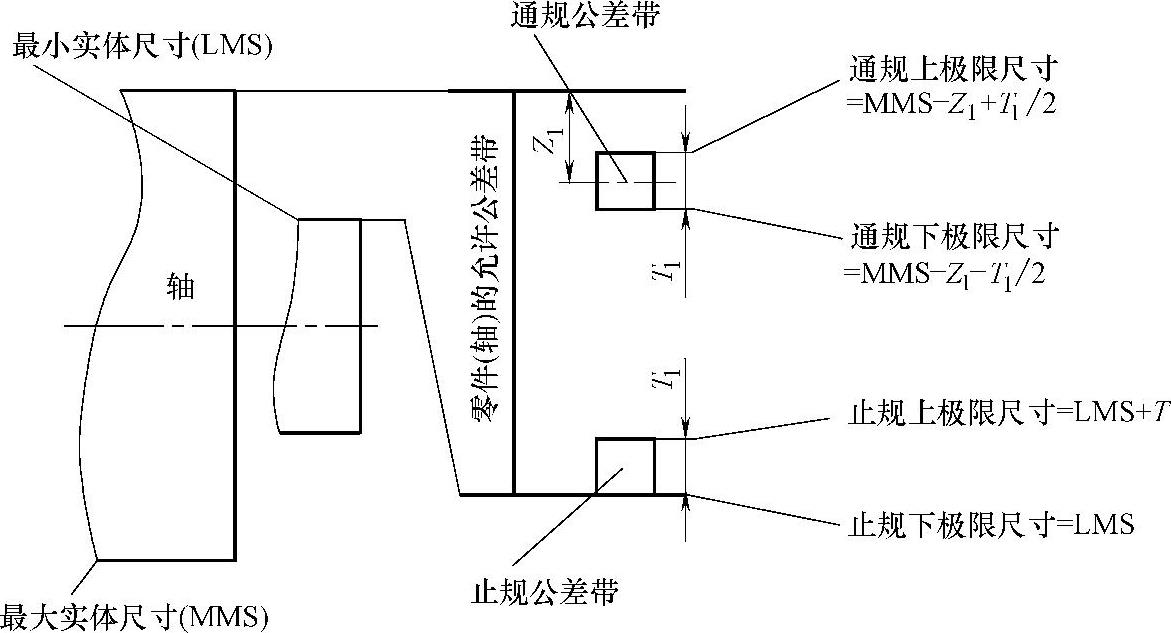
图 5-9
有关精通几何公差的文章

2)合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量评价体系对涂层性能进行检验等。涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是最重要的环节之一,在进行涂层设计时要考虑涂层所涉及的各个环节,具有明显的系统特性。......
2023-06-18

图2-30 新添加网络名的网络表3.添加其他说明添加文字说明在原理图中,以用“Place”→“Text String”命令添加文字说明,如图2-31所示。“Note”符号的左上角有个小三角形,单击此小三角形,可以把“Note”收起,成为一个更小的符号,利于节约原理图空间,再单击则可以展开。......
2023-06-23

不同的空间状态会给人不同的心理感受,有的给人平和、安静的感觉,有的给人流畅、运动的感觉。不同的功能要求和空间性质需要提供与之相适应的空间感受。静、动不同的空间态势可以满足不同的人在不同时间的不同心理要求。流动空间是在三维空间的基础上再加上时间所构成的四维空间,也就是把多个空间联系起来,互相贯通,互相融合。流动空间要求把人的主观和空间的客观等积极因素都调动起来。......
2023-10-03

激光切割按照激光束的输出时间特性可以分为连续激光切割和脉冲激光切割。连续激光切割是重要的激光切割加工形式,主要用于各种材料的高效切割,而脉冲激光主要应用于材料的精密切割。下面以连续激光切割为对象,介绍激光切割的原理和方法分类。激光切割的原理如图4-1-38所示。......
2023-06-26

环境是一个极其广泛的概念,总是相对于某一主体而言,不能孤立地存在。聚落环境主要包括自然环境、人工环境和人文社会环境。人工环境是人类文明发展的产物,也是人与自然环境之间辩证关系的见证。如果按照人工环境与自然环境融合的程度来区分建筑的发展阶段,可以看到以下演变历程。[3]因此,这个时期的人工环境非常原始,基本上处在与自然环境共融的状态。这样的人工环境造就了现代的物质文明。......
2023-10-03

SDH 中采用的同步和映射方法与传统的数字复用技术有很大的不同,其特色明显,意义深远,下面将讲述其复用映射结构与实现机理。在如图8.7所示的复用映射结构中可见,从一个有效负荷到STM-N 的复用路线并不是唯一的,但对于某一个国家或地区来说,必须使复用路线唯一化。图8.7SDH 通用复用映射结构2.基本单元图8.7所说明的问题实际上是如何将PDH 的标准速率信号、ATM 信元及其他新业务信号复用成符合SDH 帧结构标准的信号。......
2023-06-26
汽车电器设备电路是指将半导体分立器件、集成电路和微处理器等电子元器件与汽车结合起来完成某项控制功能的电路。汽车上的执行系统或机构都是由机械系统构成的。汽车电器系统主要由电源、用电设备和中间装置组成。如图2-1所示为广州本田雅阁轿车点烟器系统电路。图2-2 汽车电器设备的组成点火系统由点火线圈、分电器、电子点火器、火花塞、点火开关等组成。......
2023-08-26

例如古希腊建筑构图元素中的柱式重复排列和黄金分割比例,中国古代建筑中的对称等。以上三原则即是形态构成原则也是建筑构图原则。建筑构图的三个基本原则来自于“均衡、稳定、统一和变化”等美学原理。好的建筑构图成果要达到这三原则的标准,建筑师除了解建筑掌握建筑构图手法外,还需要了解形态相关概念、视觉要素属性、几何学要素属性与关系及完形心理学相关理论。......
2023-08-24
相关推荐