
CO2气体经焊枪的喷嘴沿焊丝周围喷射,形成保护层,使电弧、熔滴和熔池与空气隔绝。因CO2气体冷却能力强,熔池凝固快,焊缝中易产生气孔。......
2023-06-24
做好液化气体罐车的充装与卸料工作对确保罐车的安全运输是至关重要的。因此承担液化气体罐车装卸的单位必须建立健全安全操作规程和相应的管理制度。罐车充装人员应熟悉罐车运输与装卸安全技术,并经专业培训考核合格,持有当地技术监督部门颁发的特种作业合格证,方可对罐车进行充装作业。
(一)充装前的检查
充装前的检查通常包括对罐体的技术资料及有关资格证书的审查和罐体的外观检查两个方面。罐车在重装前,充装单位必须配有熟悉技术工作的专人对罐车的有关资料和罐车的操作人员的资格进行验证检查。罐车随车必带的文件和资料包括:汽车罐车使用证;机动车驾驶执照和汽车罐车准驾证;押运员证;准运证;汽车罐车定期检验报告复印件;液面计指示刻度与容积的对应关系表及在不同温度下,介质密度、压力、体积对照表;运行检查记录本;汽车罐车装卸记录。
充装单位检查罐车发现有下列情况之一者,一律不予充装。
1)罐车的底架部分或车辆行走部分未按公安部门的规定进行定期检修的。
2)罐车的漆色、字样、标记和所装的介质不符者,或者漆色、字样、标记脱落而不宜识别其种类的。
3)罐体的外表腐蚀严重或有明显损坏变形的。
4)罐体的固定装置不牢固或损坏的。
5)安全附件不全、损坏、失灵或不符合国家有关规定的。
6)罐内没有余压,并且不能判断罐车内残留介质品质的。
7)罐内残留介质重量不明的。
8)罐体密封性能不良或各密封面及附件有泄漏的。
9)首次投入使用或检修后首次使用的罐车,如对罐体介质有置换要求,而不能提供置换合格分析报告单或证明文件的。
(二)充装记录
为了确保液化气体充装站的安全和防止充装过量以及少量的现象,罐车的充装单位应对每台罐车的充装情况作详细的充装记录。
通常情况下,充装记录表应包括以下内容:
1)罐车编号及驾驶员或押运员的情况。
2)罐车进厂时间及残留液化气量。
3)罐车进厂检验情况。罐体部分检查内容包括:外观检查、密封性能检查及各部件检查。
4)气密性试验时间、试验压力、实验结果及检查人。
5)充装时间及充装后的地衡复验充装量。
6)充装单位名称、充装人。
(三)罐车的充装量
液化气体罐车的充装量是保证当罐车的介质温升至50℃时,仍不会因液体膨胀而充满全部容积,如果超载,会造成液化气的液体全部充装整个槽罐的容积,或者所留气相空间不够,这样会造成极大的危险。液体全部充满容器后,罐内的压力就不再是蒸汽压了,而是液体的膨胀压力。蒸汽在温度变化时的升压规律是每升1℃,表压上升约为0.0294MPa;而液体膨胀的压力在温度变化时的升压规律是每升温1℃,表压上升约为2.14~3.12MPa。由此可见液化气体的液体全部充满槽罐是很危险的。
罐车允许的最大充装量按下式计算:

式中 W——罐车允许的最大充装量(kg);
V——罐体的实测容积(L);
∮——充装量系数(kg/L),按表2-7选取。
表2-7 常见介质的充装量系数
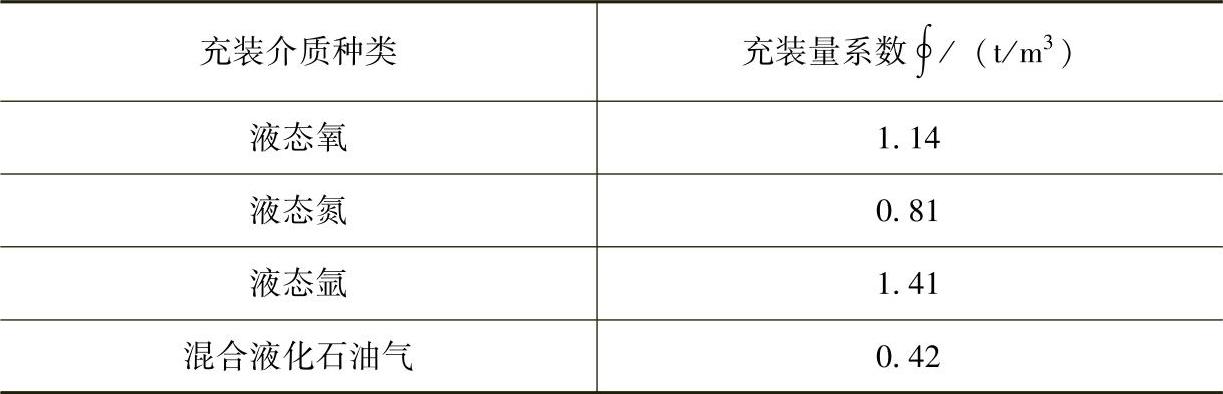
注:液化气体的充装量系数,按介质在50℃时罐体内留有6%~8%气相空间及该温度下的密度求得。
(四)槽车的充装
1)将槽车水平停放在指定装车地点。
2)将操作箱内的静电接地线加在有效地方予以接地,直到装车作业完毕后再放回操作箱内。同时在一个车轮下放置地面止推楞木,防止车辆移动,撞坏设备而发生事故。
3)打开汽车槽车放散阀,将槽车罐内的残余气体全部放光,并关闭槽车上、下进液阀。
4)接通槽车操作箱里快换管接头与储罐之间的装卸软管,并打开进液阀前的放散阀。
5)启动液体泵,对装卸软管内的空气进行置换,当进液阀前的放散阀连续排除液体之后,关闭放散阀,同时打开槽车上、下进液阀,开始进行装车作业。
6)装车达到规定要求后,停止液体泵运行,关闭槽车上、下进液阀,打开进液阀前的放散阀;待管道内的残余液体排净后,关闭放散阀,即可卸下装卸软管。装车作业到此结束。
7)在装车作业过程当中,操作人员要严格坚守装车现场。
(五)槽车的卸货
1)将槽车水平停放在指定卸车地点,应在一个车轮的前后两端放置制动块,防止槽车前后移动。
2)将操作箱内的静电接地线有效地实施接地,直到卸车作业完毕后,再撤除静电接地线,并放回操作箱内。
3)接通槽车操作箱里快换接头与储罐之间的装卸软管。
4)打开槽车上的自增压器阀开始增压;槽车内压力升至0.3~0.6MPa时,打开槽车下液阀及管路上的放散阀,对槽车与储罐连接的装卸软管进行置换;当放散阀连续排出液体时,关闭放散阀并打开储液罐进液阀进行卸车作业。
5)卸车作业完毕后,依次关闭自增压阀、槽车下液阀及储液罐进液阀;复查罐内压力,要求大于0.05MPa表压。
6)打开放散阀;待槽车与储罐连接的装卸软管内残留液体放完后,关闭放散阀,卸下装卸软管,卸车作业至此结束。
7)如果槽车司机试图开动连接着装卸软管的槽车,应立即加以制止。
8)在卸车作业过程当中,操作人员要严格坚守卸车现场。
(六)槽车装卸时的防火安全
液化气体槽车装卸时的防火安全要求如下:
1)槽车应停放在水平地点,车轮下放置地面止推楞木。
2)槽车熄火停妥后,与装卸台设备之间应用接地线接通。
3)在装卸过程中以及装卸完毕而未拆除连接软管之前,不准发动汽车,以免将软管及液体管道拉断或者由于汽车排气管的火星引起液化气体起火。
4)槽车装卸作业时遇到下列情况应立即停止作业:
①雷雨天气。
②附近发生火灾或发现有火种时。
③部件突然损坏发生漏液跑气时。
④压力异常,超过设计压力时。
⑤液面计失灵,观察不到液位时。
遇到上述情况,正在装卸作业的槽车应立即停止作业,把装卸软管拆除,将槽车驶出作业现场,停放到安全地带,待故障排除后或天气没有雷电时,再继续装卸作业。
有关气体生产系统安全的文章

内罐由X7Ni9钢焊制。单台罐内罐纵焊缝长度801m,环焊缝长度约2600m。为此,采取以下技术措施,以保证内罐的焊接质量。3)根据公司LNG储罐施工经验,严格控制焊接顺序,特别是SAW可以最大限度地减少焊接裂纹。表16-15 PQR试验记录表16-16 项目WPS数据统计7.焊工资格控制按照EN287-1焊接资格考试、EN1418自动焊工焊接资格考试的要求,对所有进入项目的焊工进行现场考试,合格后方能上岗工作,以确保内罐的焊接质量。......
2023-07-02

为了便于使所有引脚在0.5 min内形成连接,引线框架表面要包覆一层锡铅共晶焊料。考虑环境方面的因素,这层包覆材料已经由共晶锡铜合金或纯锡代替。然而,这些无铅的锡基涂层会引起锡须的自发生长。这些锡须可能会造成引脚间的短路,引起目前的一个可靠性问题。图1.4硅芯片和引线框架之间的引线键合示意图1.5引脚和基板之间的焊料接头示意......
2023-06-20

气体氮碳共渗可以显著提高齿轮的耐磨性、抗胶合和抗擦伤能力、耐疲劳性能及耐腐蚀性能。目前,气体氮碳共渗工艺广泛应用于轿车、轻型客车变速器齿轮等零件中。常用材料气体氮碳共渗的技术参数见表5-120。......
2023-06-29

其主要思想是采用实心焊丝进行单丝高速焊接,焊接过程中采用强制短弧及高效的喷射电弧。熔化极气体保护双弧焊接方法的应用最早出现在1955年,但由于当时弧焊电源技术的落后,限制了其发展。......
2023-06-26

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26


相关推荐