若两种方式结合,则可以获得有一定斜率的外特性曲线,也可实施分段控制,使不同的段获得不同的外特性,图6-30是几种实际的逆变式弧焊电源的外特性曲线形式,其控制原理参见4.3节。图6-30 逆变式弧焊电源外特性曲线形式2.控制电路逆变式弧焊电源的控制电路包括电压、电流信号检测、负反馈控制、TRC电路和驱动电路等。实际上,这是一个恒流外特性的控制过程。图6-33所示是恒流特性控制原理图。......
2023-06-30
众所周知,通过调节换流器阀臂门极的触发延迟角α或通过切换换流变压器抽头可以实现换流器的快速和多种方式调节控制。HVDC控制策略的正确设计是使整个交、直流系统具有满意运行性能的重要保证,因此,了解和掌握换流器的基本控制原理对于电力系统的运行和稳定控制都是极其重要的。
1.换流器的基本控制原理
根据前述换流器的数学模型,双极性直流输电系统可用图4-16所示的简化等效电路来表示。图中,Udr和Udi分别表示整流侧和逆变侧的直流电压,Ldr和Ldi分别表示整流侧和逆变侧平波电抗器的电感值,Ld和Rd分别为直流输电线路电感和电阻,Cde为直流输电线路总的对地电容,Idr和Idi分别表示整流侧和逆变侧的直流电流,UC为电容上的电压值,Udor和Udoi分别为整流侧和逆变侧的理想空载直流电压,α为整流器的触发延迟角,β为逆变器的触发超前角,电阻Ra和Rb分别是整流侧和逆变侧的等效换相电阻。若为单桥换流器,则Ra=(3ωLB)/π、Rb=(3ωLC)/π。其中,LB、LC分别为整流侧和直流侧换相电感。
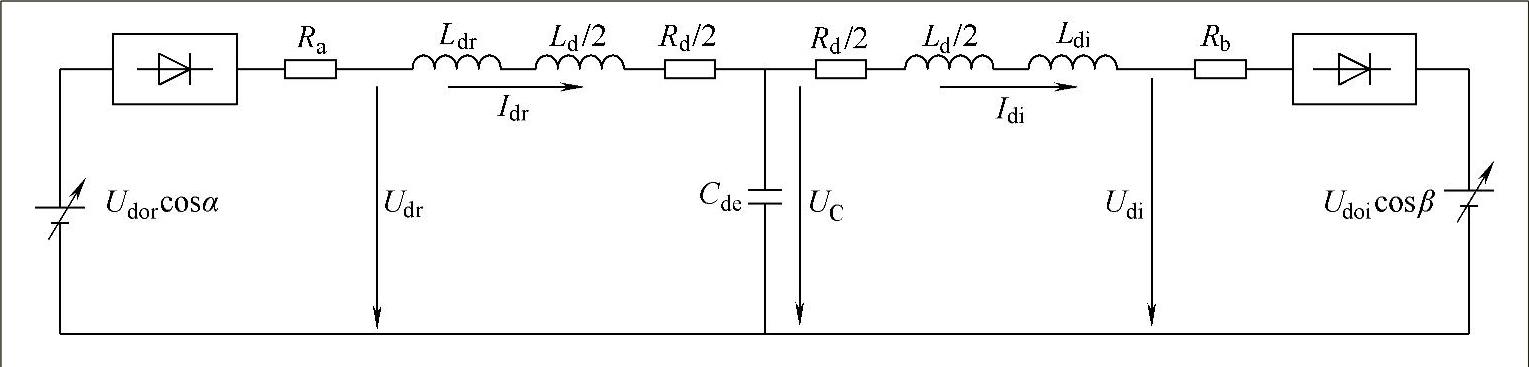
图4-16 双极性直流输电系统简化等效电路
由图4-16所示等效电路,可列出直流输电线路的动态方程为

由前面整流与逆变运行分析可知,整流器和逆变器直流输出电压的表达式为
式中,Udor是整流器换流变压器网侧相电压;Udoi是逆变器换流变压器网侧相电压。
当直流输电系统处于稳态时(此时,UC恒定,对地电容Cde可忽略),直流电流恒定,即Idr=Idi=Id,由式(4-28)~式(4-32)可得

Pdr=UdrId (4-34)
逆变端传输的功率为
Pdi=UdiId=Pdr-I2dRd (4-35)
由上述式子可看出,不管直流电压还是直流电流都取决于α、β、Udor、Udoi这4个直流输电系统的控制量。只要对上述4个物理量加以控制,就能满足直流输电系统的各种运行要求。具体而言,可以从如下两方面对输送的直流电流和直流功率进行调节:
1)调节整流器的触发延迟角α或逆变器的熄弧角β,即调节加到换流阀控制极或栅极的触发脉冲相位。采用这种方式调节不但调节范围大,而且非常迅速,是直流输电系统主要的调节手段。
2)调节换流器的交流电势Udor或Udoi。一般靠调节发电机励磁或改变换流变压器分接头来实现,调节速度相对较慢且范围有限,是直流输电系统的辅助调节方式。
从上述可看出,用控制极进行调节速度很快(为1~10ms),且调节范围大,而变压器抽头控制切换速度较慢(每极切换为5~6s),且范围有限。因此,控制极调节是直流输电系统的主要调节手段,变压器的抽头控制只作为控制极调节的补充。通常情况下,对于交流系统的快速电压变化,通过调节触发控制角来维持其性能;但对于缓慢电压变化,通过调节换流变压器的分接头来使触发角维持在额定值附近。
2.换流器的控制特性
在直流输电系统中,往往需要系统按照某个恒定功率运行。因此,最直接的控制模式为定功率控制,即将电流调节器和电压调节器分别应用于整流器与逆变器并进行参数设置。同时,整流器采用恒流控制,以保持系统的稳定;逆变器采用恒定熄弧角(逆变角)控制,以保证有足够的换相裕度并维持恒定电压。在此控制方式下,系统正常运行时的伏安特性如图4-17所示[105,108,110]。
由图4-16可得逆变侧的电压和电流关系式为
Udi=Udoicosβ-Rbidi (4-36)
图4-17给出了理想情况下换流器的伏安特性。图中以ud电压和id电流为纵坐标和横坐标,AB线上的点与整流器端测量的值相对应,为一条垂直线,表示整流器在理想状况下为恒定电流控制;而对于逆变器,考虑到一般情况下,换相电阻略大于线路电阻,因而,逆变器的伏安特性为一条斜率为负且较小的水平直线,如图中CD。而图中的E点为理想稳态运行点,同时满足整流器和逆变器的特性。
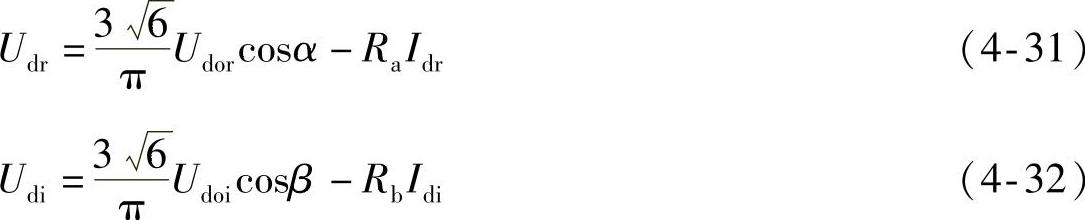
实际上,系统中的电流调节器的增益有限,定电流特性直线可能不是真正垂直的,这主要取决于电流调节器。因此该特性曲线稍有倾斜,如图4-18中GH和AB所示。若采用PI调节器,CC特性便是非常垂直的。在正常电压下,完整的整流器特性由FAB来定义。电压降低时,它将移动,如F′A′B所示[112]。

图4-17 理想情况下换流器控制伏安特性
同时,改变α角来维持恒定电流是有限制的,α角不能小于它的最小值αmin。一旦达到αmin,就不可能再升高电压,整流器将运行在恒定的触发角状态(CIA)。所以,整流器特性曲线实际上有两部分,如图4-18中AB和FA所示。FA部分对应于定触发角控制方式,AB部分表示正常的定电流控制方式[112]。
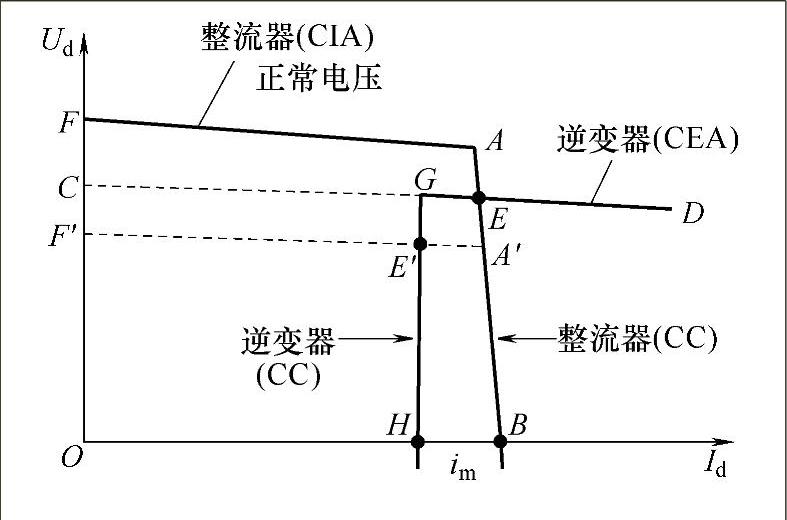
图4-18 实际换流器控制稳态特性
在正常电压下,逆变器的恒定熄弧角(CEA)特性曲线和整流器恒定电流控制特性曲线相交于E,当整流器电压降低时,系统运行于E′点,即逆变器进行电流控制而整流器进行电压控制。因而,换流器既可以当整流器运行,也可以当逆变器运行。同时,逆变器的定熄弧角特性线(CD)不会与降低电压情况下的整流器特性曲线(F′A′B)相交。所以,整流器电压的大幅度降低将会引起电流和功率在短时间内下降到零,从而造成系统停运。为了避免上述问题的出现,逆变器也必须配置定电流控制器,且其整定电流值要小于整流器定电流控制器的整定电流值,它们之间的差值称为电流裕度,如图4-18中的im。电流裕度im可确保两条定电流特性曲线不会相交。这样完整的逆变器特性曲线就包括两部分:定电流(CC)特性曲线和定熄弧角(CEA)特性曲线,如图4-18中DGH所示。
除了有上述定电流、定熄弧角基本调节方式外,也有将定电流和定电压的方式作为基本调节方式。此种方式是用一个闭环电压控制以保持直流线路某点的电压恒定,来取代调节熄弧角到固定值(CEA)。定电压控制和定γ角控制类似,都是逆变器常见的控制方式。但与定γ角控制相比,定电压控制方式有利于提高换流站交流电压的稳定性。例如,由于某种扰动使逆变站交流母线的电压下降时,为了保持直流电压,逆变器的电压调节器将自动地减少β角,从而使逆变器的功率因数提高,消耗的无功功率减小,有利于防止交流电压进一步下降或阻尼电压的振荡。如果逆变侧采用定熄弧角调节,则当交流电压下降时,它将增大β角以保持熄弧角不变,因此逆变器的功率因数下降,消耗的无功功率增大,从而交流电压进一步下降,在某种条件下甚至形成恶性循环,最终导致交流电压崩溃。定电压调节的另一个优点是,在轻负载(直流电流小于额定值)运行时,由于逆变侧的熄弧角比满载运行时大,对防止换相失败更为有利。
基于此,这里采用的基本控制方式为整流侧定电流控制、逆变侧定电压控制。控制框图如图4-19所示。由于换流阀具有单向导电的特性,电流只能从同一方向流过换流器。利用换流器的这一特性,使它在直流线路的一端按整流器运行,而另一端按逆变器运行,这样就可以传输并控制从一个交流系统(发送端)到另一个交流系统(接收端)的功率。整流侧采用定电流控制,逆变侧采用定电压控制,可以使得直流系统按一定的功率传输,这也是直流输电系统的一般要求。
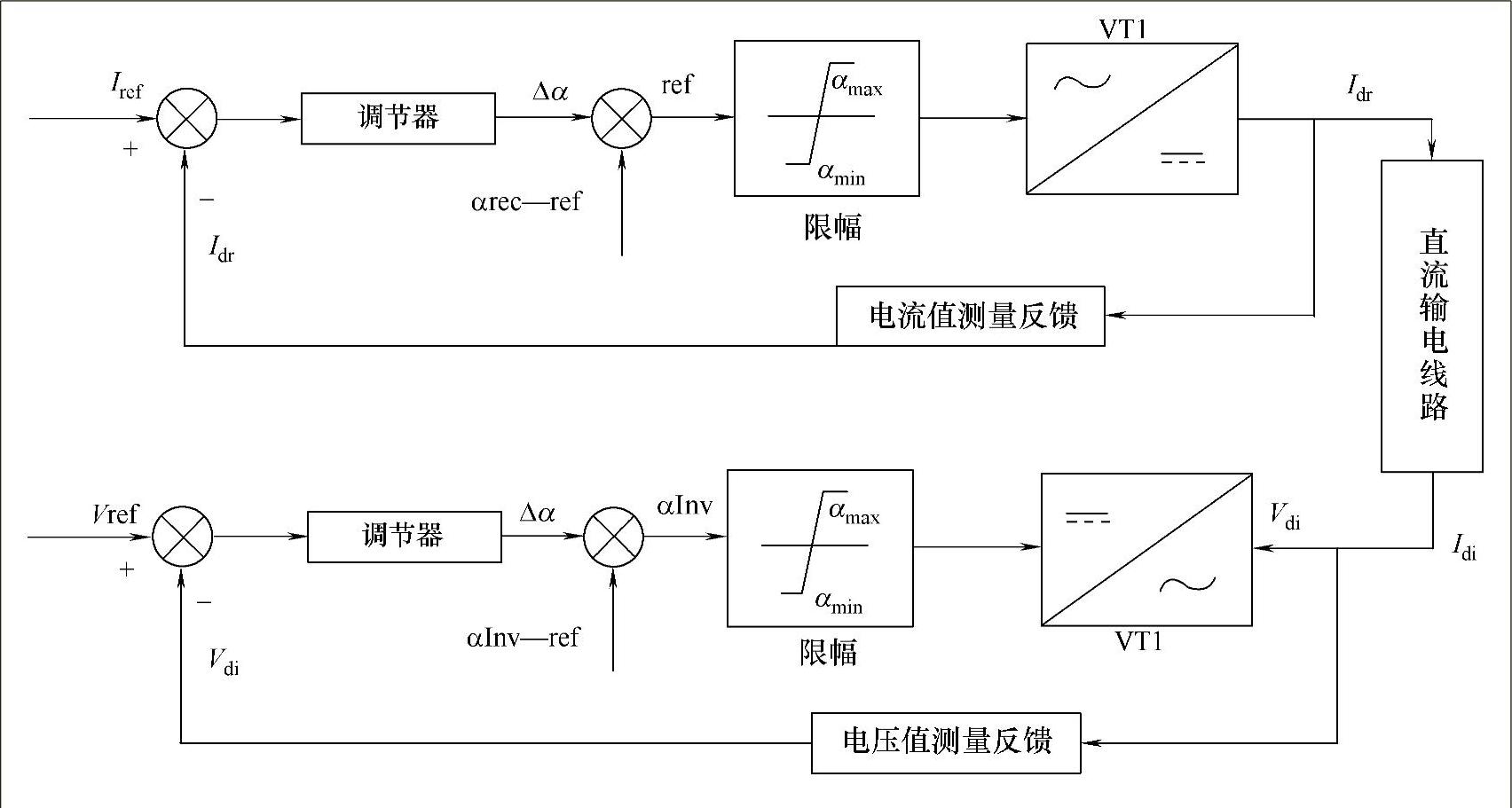
图4-19 直流输电系统控制框图
有关电力电子技术在电力系统中的应用的文章

若两种方式结合,则可以获得有一定斜率的外特性曲线,也可实施分段控制,使不同的段获得不同的外特性,图6-30是几种实际的逆变式弧焊电源的外特性曲线形式,其控制原理参见4.3节。图6-30 逆变式弧焊电源外特性曲线形式2.控制电路逆变式弧焊电源的控制电路包括电压、电流信号检测、负反馈控制、TRC电路和驱动电路等。实际上,这是一个恒流外特性的控制过程。图6-33所示是恒流特性控制原理图。......
2023-06-30
图4-5 三相全波桥式换流器等效电路换流器是直流输电系统中最关键的设备,可以实现整流和逆变,并通过直流输电线路来实现潮流的逆转。换流器的基本单元通常是由三个桥臂构成的三相桥式全控电路,该电路也常被称为格雷兹桥。图4-6 双桥换流器接线图图4-5所示为三相桥式换流器等效电路。下面将结合不同的控制方式对单桥和双桥换流器在整流运行和逆变运行的工作状态进行简要的分析。......
2023-06-23

图4-8为电子控制型弧焊电源外特性控制的基本原理图。图4-8 电子控制型弧焊电源外特性控制基本原理根据图4-2,可以得到控制信号Uk的数学表达式:Uk=K3[K1+K2] (4-7)式中 K1、K2、K3——系统中各个放大环节的放大倍数。此种外特性控制可以用于熔化极气体保护焊的恒压外特性控制中,对电源输出的最大电流进行限制。这种控制常用于焊条电弧焊恒流外拖特性的控制中。表4-1列出了常用弧焊电源外特性形状与选用的负反馈控制之间的关系。......
2023-06-30

随着全控型电力电子器件的问世,出现了脉宽调制变换器。基于以上PWM系统的优势,随着全控型器件耐压、过流能力的不断提高,控制性能的进一步完善,直流脉宽调速控制系统将会逐渐取代直流调速系统(V-M),拥有更广阔的市场前景。本节将以IGBT为例对直流脉宽调制系统的工作原理、特性及电路进行分析介绍。......
2023-06-25
在逆变式弧焊电源可以采用积分、微分和比较放大等电子控制电路,进行电源动特性控制和波形控制以及其他方式的控制。图6-35所示是某逆变式CO2焊接电源特性控制电路原理图。不同特性的切换是在CO2焊接过程中自动完成的,其切换过程的控制就是动特性控制。此时电压反馈信号Ufu为最大值,平特性控制电路输出最小值,VD2承受反压而截止。单独采用PI环节来实现电弧恒压控制,焊接过程稳定性仍然不能令人满意。......
2023-06-30
J.J.Buckly等人研究了专家模糊控制理论。国内外焊接界的专家学者较早认识到模糊控制在焊接过程中有着广阔的应用前景,积极将模糊控制用于焊缝跟踪、焊接质量及弧焊电源、设备的控制中。解模糊化则是将模糊控制子集转变为确切的控制量输出。语言变量的确定 以CO2焊接过程的电流波控为例来分析焊接过程模糊控制的特点。表5-1-4为模糊控制状态表。......
2023-06-26

外特性是弧焊电源的基本特性,外特性控制的基本原理是采用电流、电压负反馈控制。在弧焊电源数字控制中使用的是数字PI控制,也就是说用PI控制运算程序取代PI模拟电路。根据电源外特性控制原理,DSP对电弧电压、电流的给定信号和反馈信号,按照一定控制算法进行数值运算,得到数字控制量u。......
2023-06-30

基于反馈控制原理组成的控制系统称为反馈控制系统。在反馈控制系统中,控制装置对受控对象施加控制作用,而控制装置接收的信号是被控量的反馈信号与给定值相比较产生的偏差,根据偏差值的大小产生控制作用,实现控制任务。理论上讲,人体本身就是一个具有高度复杂控制能力的反馈控制系统,人们平日任何最简单的活动都体现着反馈控制原理。......
2023-06-28
相关推荐