铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2023-06-15
考核时间为90min。
(一)焊前准备
1.焊机
选用WSF-315TSM交直流两用氩弧焊机;焊前焊机试运行正常,高频或高压引弧正常,氩气保护正常,水冷系统,焊枪、地线均接触良好,钨极直径、钨棒伸出长度和端部锥度合适,焊接电流在合适范围。
2.焊材
Φ3.0~Φ4.0mm铈钨极;氩气(纯度≥99.96%);焊丝ER1100直径为Φ3.0mm。
3.试件
1060铝管、规格Φ60mm×5mm×100mm、钝边1~1.5mm、30°V形坡口面、共六根。
4.辅助工具和量具
角向打磨机、刮刀、锉刀、样冲、画线盘、电焊手套、电焊头罩、防护眼镜、不锈钢丝刷球、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试件
用汽油或丙酮溶液清洗焊丝和试件表面油污,再用50℃左右的温水冲洗1~2mm,并经80°C烘干处理。对于焊丝表面的氧化膜,可用不锈钢丝球擦拭干净;对于试管坡口内外两侧50mm范围内的氧化膜可用刮刀和不锈钢丝刷进行清理,彻底清除焊丝和试件表面的水分、尘土、油污漆、氧化物、含氢物质及所有附着物,然后用锉刀修磨坡口钝边,使钝边尺寸在0.5~1mm之间,然后在坡口边缘50mm处用画线盘画出两根与坡口边缘平行的平行线,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。
2.试件装配、定位
将试件放在L40mm×40mm角钢上进行装配,用与管子相同材质的扁铁条在管子圆周侧时钟2点、10点位置进行单面点焊定位,间隙为2mm,管径圆周错边量均应不大于0.5mm,如超标应磨掉重新定位焊。定位焊焊接材料与打底层相同。
3.焊接操作
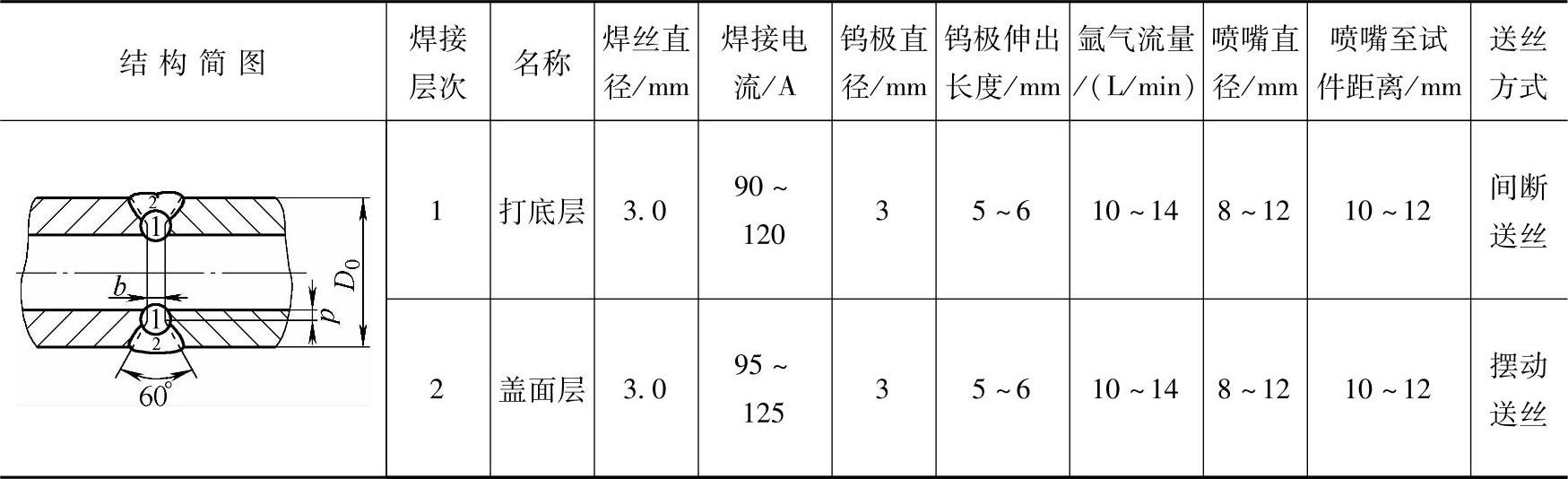
(1)焊接参数 水平固定管的打底、盖面焊接均分两半圈进行,焊接结构简图和焊接参数见表10-32。
(2)具体施焊技术
1)打底层的焊接。将组对好的试件水平固定在焊接工作台上,间隙较小的一侧为仰焊位置,分左、右两半部分焊接,先由左侧顺时针方向焊接。在5点半(或6点半)的坡口上侧位置开始引弧如图10-29所示。电弧引燃后,立即抬起焊枪,从仰焊位置开始焊接,电弧与试件间距离为2~3mm,先不填充焊丝,焊枪向前行走时速度稍快,且要均匀平稳,焊枪不摆动,电弧尽量短,使熔孔尺寸略大于焊缝间隙。当焊枪越过6点钟接近7点钟位置时,开始填充焊丝,焊丝填充方法采用断续点滴填丝法。当熔孔加大时,填丝速度应加快,熔孔减小时,填丝速度应减慢。当焊枪运行至立焊位置时,电弧可适当加长至4~6mm,填丝速度也可适当加快,但必须保证根部熔透。焊至管顶端平焊位置时,应继续向前施焊100mm左右,再停止送丝终止焊接。右半部分的焊接方法与左半部分相同。
表10-32 水平固定铝合金管手工钨极氩弧焊焊接结构简图和焊接参数
收弧:当一根焊丝用完或焊工调整自身站位时需要收弧。熄弧前向熔池过渡一至二滴熔滴使熔池饱满以防出现弧坑裂纹,然后起动衰减电流,并将电弧下压熄弧。熄弧后待熔池稍冷却再移开焊枪,以免空气介入产生冷缩孔。
焊缝接头分为收弧处接头和封口处接头。收弧处接头时,引弧方法与始焊时相同,开始焊接时应尽量抬高焊枪,焊枪与试件焊接方向夹角以85°~95°为宜,待收弧处熔化并击穿坡口根部后,再填丝焊接。封口接头时,焊枪运行至距定位焊缝3~4mm时,即停止送丝,并压低电弧待封口后继续向前施焊10mm左右熄弧。
2)盖面层的焊接。盖面层焊接前,应用机械方法清除层间氧化膜,焊接也是自仰焊位置开始,由于打底焊时在此位置未及时填充焊丝,盖面层时应填丝补齐打底焊缝,使此处焊缝高度与其他位置一致。盖面层焊接填丝时注意与焊枪运行动作配合良好,焊丝端部应始终处于氩气保护区,采用断续点滴填丝法。为保证坡口两侧熔合良好,焊枪可稍加横向摆动,电弧长度保持在4~7mm。
(三)焊缝清理
焊完试件后,切断电源,关闭气源,用钢丝刷清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。
有关特种设备焊工考试实用培训教材的文章

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2023-06-15

进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26

铝镁合金也仅可变形强化,与其他铝合金相比,铝镁合金具有中等强度,其延性、焊接性能、耐蚀性能良好。2)为保证焊缝金属的耐蚀性,母材为纯铝时,宜采用纯度不低于母材的焊丝;母材为铝镁合金或铝锰合金等耐蚀铝合金时,宜采用含镁量或含锰量不低于母材的焊丝。未强化的铝及铝合金的预热温度一般为100~150℃;经强化的铝合金,预热温度不应超过100℃。......
2023-06-23

表7-26 化学清洗工艺参数将铝储罐分为罐底、罐顶及筒体三部分分别拼焊,然后进行总装焊接。焊接接头为搭接形式。为了满足高压汽轮机主蒸汽参数8.83MPa、550℃的高温高压恶劣运行工况下的强度要求,焊接隔板材料见表7-30。隔板四个坡口的焊接采用直径1.2mm的ER55-B2-MnV耐热钢焊丝。4)在窄间隙MAG焊接平台上进行隔板焊接。表7-31 隔板MAG焊焊接参数5)将隔板放入热处理炉中,按照图7-96所示的隔板退火工艺曲线退火,消除隔板焊接应力。......
2023-07-02

表7-20 3.5Ni低温钢板对接平焊的焊接参数2)焊接过程采用短弧焊接,弧长以5~8mm为主,注意控制焊接速度,为了获得良好的气体保护和焊缝成形,焊条与焊缝成90°夹角。......
2023-06-15

在纯水中浸0.1~0.5min,立即进入阳极氧化槽氧化。硅铝合金经过阳极氧化处理后则具有多孔、高硬度的特点,正满足了工件需要耐磨、储油等要求。进行硬质阳极氧化的工件中铜的质量分数应小于3%。......
2023-06-22

图10-3 斜拉桥索塔钢锚箱典型节段示意图下面以斜拉桥索塔钢锚箱结构为例,对复杂结构的装配-焊接工艺规程进行说明,斜拉桥索塔钢锚箱结构如图10-3所示,其组成构件包括侧拉板、端板、斜腹板、承压板、锚垫板、小隔板、肋板、连接板及其加强肋、横隔板及其加强肋、斜套筒等。5)组焊锚箱外侧肋板坡口的角焊缝。2)焊接肋板与隔板间平焊的角焊缝,从中间向两端进行对称焊接。......
2023-06-15
相关推荐