用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸P在0.5~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。......
2023-06-23
考核时间为60min。
(一)焊前准备
1.焊机
选用ZX5-400手工电弧焊机;焊前焊机试运行正常,焊接电缆、焊钳、地线均接触良好,极性正确(直流反接),焊接电流在合适范围。
2.焊材
Φ3.2mmENiCu-7(Ni202)焊条,焊前经300~350℃烘干2h后放在焊条保温筒中备用。
3.试件
06Cr19Ni10板材、规格300mm×125mm×12mm、无钝边60°V形坡口、共两块。
4.辅助工具和量具
焊条保温筒、角向打磨机、锉刀、样冲、画线盘、金属直尺、电焊手套、电焊面罩、防护眼镜、敲渣锤、钢丝刷、凿子、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件两侧坡口面及坡口边缘10~20mm范围内的水、油污、积渣和其他有害杂质清除干净,露出金属光泽。用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1~1.2mm之间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。
2.试件装配、定位焊、预制反变形
按图10-1进行装配,始焊端间隙b1为2.5mm,终端间隙b2为3.5mm,始焊端定位焊长度不大于10mm,高不大于3mm,终端定位焊长度为10~15mm,始焊端和终端定位焊一端用角向打磨机加工成陡坡状,两端错边量均应不大于0.5mm,如超标应磨掉重新定位焊,合格后预制反变形3°,反变形量为3.5mm。定位焊焊接材料与打底层相同,焊接电流比打底焊大10%~15%
3.焊接操作
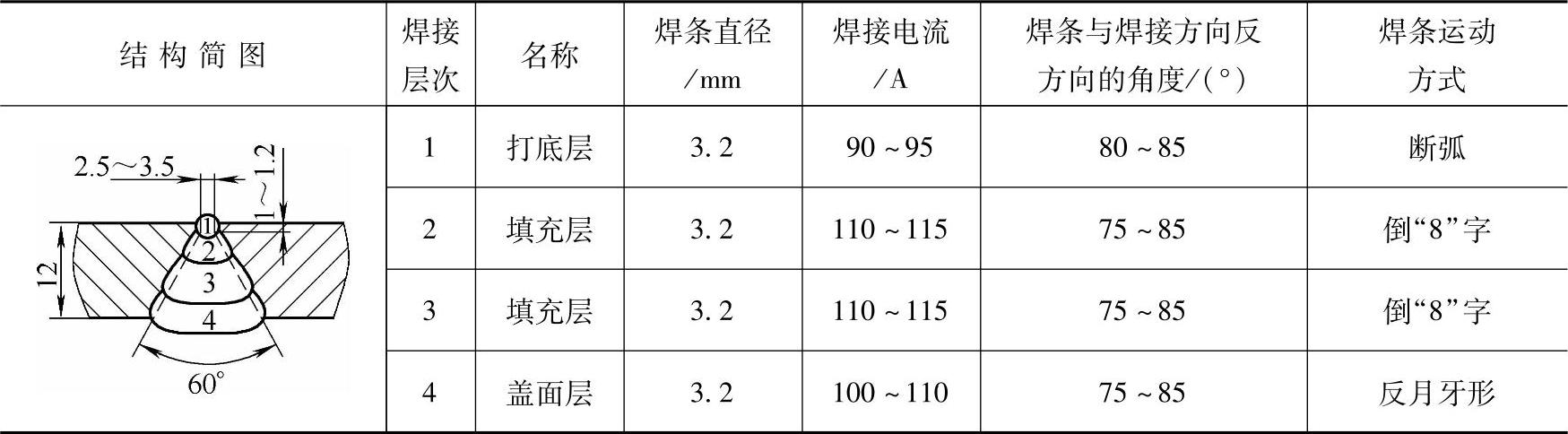
(1)焊接参数 焊接位置为向上立焊,焊接结构简图和焊接参数见表10-30。
表10-30 镍及镍合金板状试件向上立焊对接结构简图和焊接参数
(2)具体施焊技术
1)打底层的焊接。在始焊端定位焊处用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧锯齿形向上横向摆动至待焊坡口中心处预热坡口,压低电弧稍停留,听到电弧穿透坡口根部发出“噗噗”声,同时能看到定位焊缝与坡口根部两侧金属已熔化形成一个比坡口间隙大1~1.5mm的熔孔,此时马上向左侧坡口(或右侧坡口)挑弧灭弧,待熔池液态金属稍变暗,在1点迅速引弧,往下运动至2点,在2点稍停1.5~2s,焊条再平移到3点,当焊条运动到2~3点间隙中心时,电弧要向后推压,在3点也稍停1.5~2s,电弧向上4点处果断灭弧,如图10-13所示。这样重复上述运条动作,使每个焊点与前一个焊点重叠1/2,在焊接过程中,试件背面保持1/2弧柱,熔孔、熔池大小始终如一地完成整条焊缝的打底焊工作。
更换焊条时的接头方式:如果用冷接法,应在上一根焊条还剩50mm左右时(即熄弧前)及时向熔池补充2~3滴铁液,使熔池逐步缩小并将熔池中心引出坡口间隙应力集中处,于焊缝表面左(或右)下侧收弧。
更换焊条引弧前,在收弧处用角向砂轮修磨出斜坡,然后在斜坡前下方已焊10~15mm处引弧,连弧运条预热斜坡,并调整焊条倾角为90°,在斜坡终端最低点处压低电弧,击穿坡口根部后,稍停一下,听到“噗噗”声后同时看到钝边每侧熔化0.5~1.0mm并形成熔孔,即可以恢复原来的操作手法继续焊接。
收弧:焊条接近终端定位焊时,应锯齿形向上横向连续摆动,并在斜坡最低点压低电弧,让电弧击穿坡口根部,听到“噗噗”声后继续向前施焊10~15mm,填满弧坑熄弧。
2)填充层的焊接。控制层间温度,清理打底层焊渣,修磨接头处焊缝,待试件冷却到150℃以下时,再进行填充层的焊接。在距始焊端上面10~15mm焊缝处用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧迅速拉至始焊端用短弧(电弧长度≤3mm)8字摆动焊接,如图10-12所示,焊接时电弧在坡口两侧停留的时间稍长,焊条匀速向上运动,使坡口两侧熔合良好填充层表面平滑过渡。最后一层填充层焊后其焊缝表面离试板表面约1.5mm,表面平滑并使两侧坡口轮廓线为原始状态,以利盖面层的焊接。
3)盖面层的焊接。层间温度的控制与填充层相同,电流比填充层稍小,采用反月牙形运条,短弧往上施焊,施焊时摆动均匀,坡口两侧边缘1~1.5mm稍作停留有稳弧动作,熔池形状始终为椭圆形,如图10-14所示。如施焊过程中发现铁液突然下坠,熔池中间凸起,说明熔池温度过高,应立即灭弧,换焊条的接头方式与填充层一样,熄弧时填满弧坑。
(三)焊缝清理
焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。
有关特种设备焊工考试实用培训教材的文章

用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸P在0.5~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。......
2023-06-23

2.试件装配、定位焊按图10-32进行装配,为了保证翼板与底面的垂直,可用直角尺靠着翼板进行定固,定位焊缝在T形接头施焊面两端,定位焊长度不大于15mm,高不大于3mm,定位焊缝两端用角向打磨机磨成缓斜坡状,定位焊焊接材料与打底层相同,焊接电流比打底焊大10%~15%。同时,清理场地。......
2023-06-23

考核时间为30min(一)焊前准备1.焊机选用300A以上的直流焊机,直流反接;焊前焊机试运行正常,焊接电缆、焊钳、地线均接触良好,焊接电流在合适范围。(三)焊缝清理焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。......
2023-06-23

在5点半或6点半用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧预热待焊坡口中心,但电弧主要预热管壁侧根部“出汗”时,迅速压低电弧稍停留,听到电弧穿透坡口根部发出“噗噗”声,并形成第一个熔池和熔孔,此时马上用稍长电弧锯齿形或斜椭圆圈形运条向前继续施焊,用1/3电弧在管侧焊接,板侧为2/3。......
2023-06-23
进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26

相关推荐