引弧前提前供气5~10s,然后将焊枪喷嘴以45°位置斜靠在坡口内,使钨极端面距母材表面2~3mm,起动焊枪开关,引燃电弧。焊丝运行方向应与焊枪摆动方向一致,焊丝摆动幅度不宜过大,以免与钨极接触产生夹钨和使钨极严重烧损,同时焊丝摆动幅度过大还易扰乱氩气层流,使空气介入产生氧化和气孔等缺陷。焊枪摆动应平稳缓慢,不得晃动,以免破坏气流保护,使空气介入。......
2023-06-23
考核时间为40min。
(一)焊前准备
1.焊机
选用ZX7-400ST手工氩弧焊机,直流正接;焊前焊机试运行正常,高频或高压引弧正常,管内外氩气保护正常,焊枪、地线均接触良好,钨极直径、钨棒伸出长度和端部锥度合适,焊接电流在合适范围。
2.焊材
Φ2.0~3.0mm铈钨极;氩气(纯度≥99.96%);焊丝ERNiCu-7Φ2.0mm。
3.试件
06Cr19Ni10板材、规格300mm×120mm×6mm、无钝边60°V形坡口、共两块(根据《特种设备焊接操作人员考核细则》,母材可用奥氏体不锈钢代替)。
4.辅助工具和量具
角向打磨机、电磨头、锉刀、样冲、画线盘、电焊手套、电焊头罩、防护眼镜、钢丝刷、焊缝检验尺、板材背面氩气保护装置。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件两侧坡口面及坡口边缘10~20mm范围内的水、油污、积渣和其他有害杂质清除干净,露出金属光泽。用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1~1.2mm之间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。
2.试件装配、定位焊、预制反变形和板背面氩气保护
按图10-1进行装配,始焊端间隙b1为3.5mm,终端间隙b2为4.5mm,始焊端定位焊长度不大于10mm,高不大于3mm,终端定位焊长度为10~15mm,始焊端和终端定位焊一端用角向打磨机加工成陡坡状,两端错边量均应不大于0.5mm,如超标应磨掉重新定位焊,合格后预制反变形3°,反变形量为3mm。定位焊焊接材料与打底层相同。施焊前背面通氩,氩气流量为15~20L/min,焊接时减为6~8L/min。对于薄板,为防止背面焊缝氧化,盖面层时背面仍通氩气。
3.焊接操作
(1)焊接参数 焊接位置为向上立焊位,焊接结构简图和焊接参数见表10-29。
表10-29 镍及镍合金板状试件向上立焊对接结构简图和焊接参数

(2)具体施焊技术
1)打底层的焊接。将组对好的试件装卡在焊接工位架上,焊缝与工作台面垂直固定,从间隙较小一端开始焊接,焊接方向自下而上。引弧前提前供气5~10s,然后将焊枪喷嘴以45°位置斜靠在坡口内,使钨极端面距母材表面2~3mm,起动焊枪开关,引燃电弧。电弧引燃后,对坡口根部两侧进行预热,待钝边熔化后,即可填丝焊接。焊接时,焊枪角度与填丝角度如图10-35所示。焊枪摆动方法为反月牙形。电弧运至坡口两侧时要稍作停留,保证坡口两侧熔合良好,焊接过程中,电弧应交替加热坡口根部和焊丝端头。注意控制熔孔形状和尺寸,一般熔孔形状应为横向椭圆形,熔孔大小为电弧熔化坡口每侧0.5~1mm为宜。注意焊枪向上移动的速度要合适尽可能让已焊好的焊缝托住熔池,保证内外焊缝整齐、平滑。填丝时,要使焊丝端头与电弧中心保持一定距离,使熔化的焊丝以小滴状落入熔池。焊丝运行方向应与焊枪摆动方向一致,焊丝摆动幅度不宜过大,以免与钨极接触产生夹钨和使钨极严重烧损,同时焊丝摆动幅度过大还易扰乱氩气层流,使空气介入产生氧化和气孔等缺陷。收弧前应适当加快送丝速度,填满弧坑后,将电弧移向坡口一侧熄弧。待熔池稍冷却后,再将焊枪拿开,以防熔池在高温下氧化或产生冷缩孔接头前,先用电弧将收弧处加热至熔化状态,然后将熔孔扩大到正常焊接尺寸,送进焊丝进行焊接。
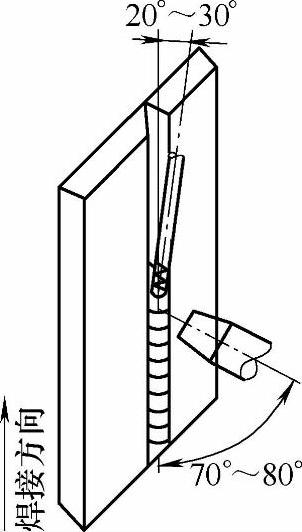
图10-35 板对接立焊焊枪角度与填丝角度
2)填充层的焊接。填充层焊接时的操作方法与焊接打底层时相同,但焊枪横向摆动幅度应大些,焊枪摆至焊缝两侧应稍作停顿,以保证焊道表面平整、熔合良好。焊枪摆动应平稳缓慢,不得晃动,以免破坏气流保护,使空气介入。填充层焊完后焊缝表面距试件母材表面1~1.5mm。
3)盖面层的焊接。盖面层焊前,应仔细检查打底层焊缝与坡口两侧母材夹角处的焊缝,并清理焊缝表面。盖面层焊接时操作方法与填充层焊接时相同,但焊枪横向运行幅度应继续加大。电弧移至坡口两侧时要超出坡口边缘棱角1~2mm,并将电弧稍稍缩短,以减小熔池尺寸,防止咬边的产生。
(三)焊缝清理
焊完试件后,切断电源,关闭气源,用钢丝刷清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。
有关特种设备焊工考试实用培训教材的文章

引弧前提前供气5~10s,然后将焊枪喷嘴以45°位置斜靠在坡口内,使钨极端面距母材表面2~3mm,起动焊枪开关,引燃电弧。焊丝运行方向应与焊枪摆动方向一致,焊丝摆动幅度不宜过大,以免与钨极接触产生夹钨和使钨极严重烧损,同时焊丝摆动幅度过大还易扰乱氩气层流,使空气介入产生氧化和气孔等缺陷。焊枪摆动应平稳缓慢,不得晃动,以免破坏气流保护,使空气介入。......
2023-06-23

表7-20 3.5Ni低温钢板对接平焊的焊接参数2)焊接过程采用短弧焊接,弧长以5~8mm为主,注意控制焊接速度,为了获得良好的气体保护和焊缝成形,焊条与焊缝成90°夹角。......
2023-06-15
用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸P在0.5~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-1所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。......
2023-06-23
收弧:焊条接近终端定位焊时,应锯齿形向上横向连续摆动,并在斜坡最低点压低电弧,让电弧击穿坡口根部,听到“噗噗”声后继续向前施焊10~15mm,填满弧坑熄弧。......
2023-06-23

在5点半或6点半用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧预热待焊坡口中心,但电弧主要预热管壁侧根部“出汗”时,迅速压低电弧稍停留,听到电弧穿透坡口根部发出“噗噗”声,并形成第一个熔池和熔孔,此时马上用稍长电弧锯齿形或斜椭圆圈形运条向前继续施焊,用1/3电弧在管侧焊接,板侧为2/3。......
2023-06-23
图10-14 12Cr18Ni9+T1的坡口形式1—18-8型不锈钢板 2—纯铜板 3—铜垫板 4—冷水管辅助工具 焊条保温筒、钢丝刷、锉刀、卷尺、万能角度尺、敲渣锤、角向打磨机等。图10-15 焊接电弧位置1—18-8型不锈钢板 2—纯铜板 3—铜垫板 4—冷水管4)焊接过程中,作用在焊件上的温度会逐渐增高,所以焊接速度也要适当加快,避免出现不锈钢焊件烧穿和纯铜焊件出现咬边缺陷。......
2023-06-15
进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02

相关推荐