考核时间为30min(一)焊前准备1.焊机选用300A以上的直流焊机,直流反接;焊前焊机试运行正常,焊接电缆、焊钳、地线均接触良好,焊接电流在合适范围。(三)焊缝清理焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。......
2023-06-23
考核时间为30min。
(一)焊前准备
1.焊机
选用300A以上的直流焊机或交流焊机;焊前焊机试运行正常,焊接电缆、焊钳、地线均接触良好,焊接电流在合适范围。
2.焊材
Φ3.2mmE4303(J422)焊条,焊前经150℃烘干1h后放在焊条保温筒中备用。
3.试件
Q235B钢板(底板)、规格300mm×120mm×6mm、平坡口、共一块;Q235B钢板(翼板或腹板)、规格300mm×75mm×6mm、平坡口、共一块。
4.辅助设备、工具和量具
焊条保温筒、角向打磨机、电焊手套、电焊面罩、防护眼镜、敲渣锤、钢丝刷、凿子、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件待焊处及两侧各20~30mm范围内的铁锈、油污、积渣和其他有害杂质清除干净,露出金属光泽。
2.试件装配、定位焊
按图10-32进行装配,为了保证翼板与底面的垂直,可用直角尺靠着翼板进行定固,定位焊缝在T形接头施焊面两端,定位焊长度不大于15mm,高不大于3mm,定位焊缝两端用角向打磨机磨成缓斜坡状,定位焊焊接材料与打底层相同,焊接电流比打底焊大10%~15%。
3.焊接操作
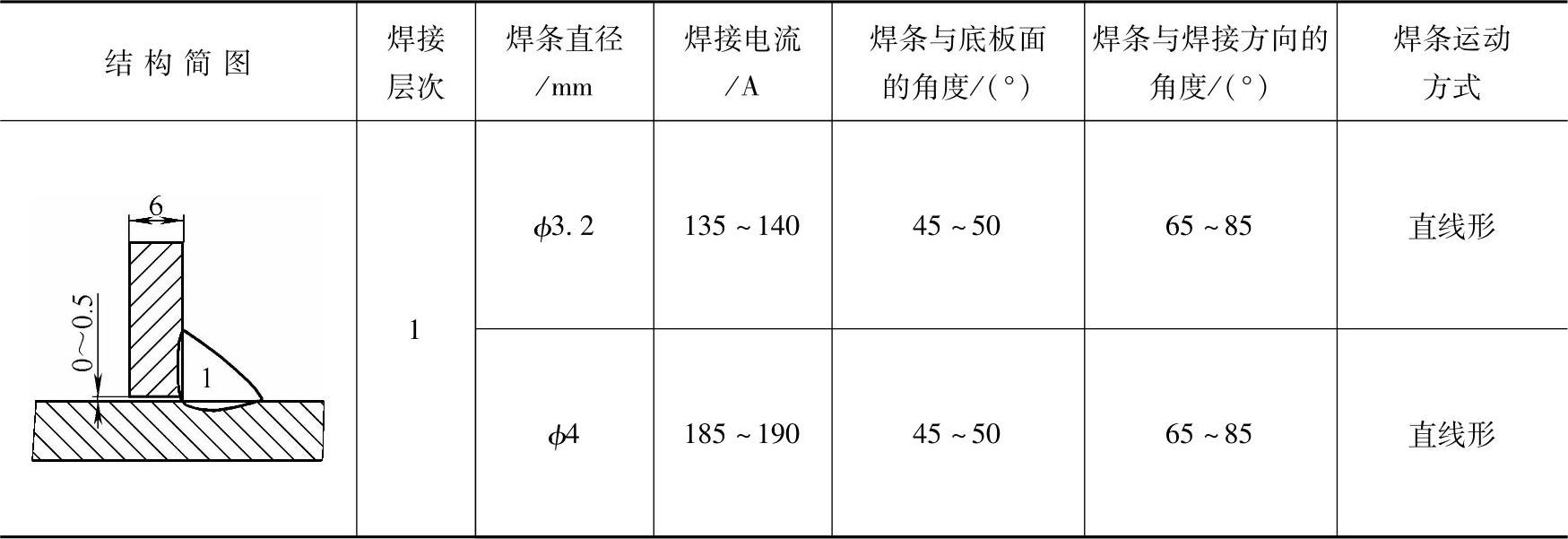
(1)焊接参数 焊接位置为水平角焊,板材角焊缝横焊角焊试件焊接结构简图和焊接参数见表10-25,焊条角度示意图如图10-33所示。
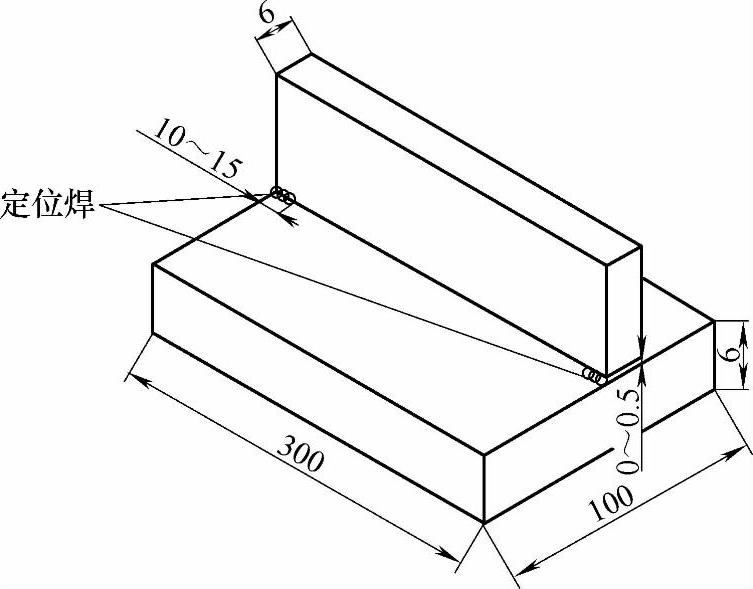
图10-32 板材角焊缝试件组装示意
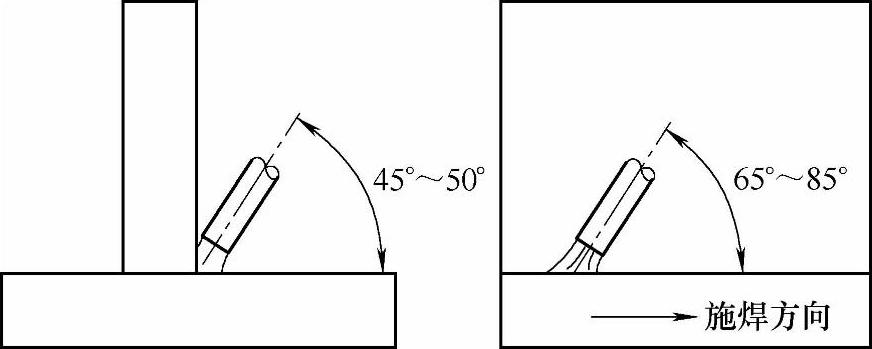
图10-33 板材角焊缝横角焊试件焊条角度示意图
表10-25 板材角焊缝横角焊试件焊接结构简图和焊接参数
(2)具体施焊技术 在定位焊处用划擦法引弧,待电弧引燃后用稍长电弧来回预热定位焊缓斜坡中心处,“出汗”时迅速压低电弧从定位焊始焊端用短弧即仅焊条套筒长的电弧紧靠T形接头根部直线运条,刚开始焊时通过焊条适当后摆或稍加快焊速,使熔池和熔渣分离鲜明,保持熔渣半露半盖着熔池进行焊接,整个过程运条均匀。焊缝接头时迅速更换好焊条在弧坑前方10~15mm(未焊处)引弧后迅速拉至收弧焊缝2/3处,稍停形成新的熔池后重复上述运条动作焊完整条焊缝,收弧时填满弧坑熄弧。
冷接法:焊缝熔池已经凝固冷却。焊接引弧前,在收弧处用角向打磨机等修磨出斜坡,在斜坡前10~15mm处引弧,并运条预热斜坡,在离斜坡长度2/3处压低电弧,稍停一下,形成熔池后,即可以恢复原来的操作手法继续焊接。
(三)焊缝清理
焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。
有关特种设备焊工考试实用培训教材的文章

考核时间为30min(一)焊前准备1.焊机选用300A以上的直流焊机,直流反接;焊前焊机试运行正常,焊接电缆、焊钳、地线均接触良好,焊接电流在合适范围。(三)焊缝清理焊完试件后,切断电源,用敲渣锤、钢丝刷、凿子将焊渣、飞溅清理干净,严禁动用机动工具进行清理,保持焊缝原始状态,交考评人员检查。同时,清理场地。......
2023-06-23

在5点半或6点半用划擦法引弧,待电弧引燃并稳定燃烧后用稍长电弧预热待焊坡口中心,但电弧主要预热管壁侧根部“出汗”时,迅速压低电弧稍停留,听到电弧穿透坡口根部发出“噗噗”声,并形成第一个熔池和熔孔,此时马上用稍长电弧锯齿形或斜椭圆圈形运条向前继续施焊,用1/3电弧在管侧焊接,板侧为2/3。......
2023-06-23

用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1.2~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-15所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。......
2023-06-23

650℃高温持久强度试验表明,激光填丝焊接头的高温持久强度明显优于热丝TIG焊。图7-113所示为双光束激光焊接整体壁板及其T形接头。最近,对X100壁厚11.7mm管道的试验还表明,如采用GMAW焊接,一个焊口至少需要4个焊道。图7-114 管线钢X100激光根焊/GMAW填充焊坡口图7-115 VPL光纤激光焊接系统......
2023-07-02

进行预拼装的钢构件,其质量应符合设计要求和本规范合格质量标准的规定。表13-9 预拼装标准要求图13-17 钢结构预拼装a)预拼装对角线测量 b)穿孔率测量 c)直线度测量2.管道检查及验收管道的检查和验收,根据管道的用途不同,所执行的标准也不同,现以GB 50268—2008《给排水管道工程施工及验收规范》为例。......
2023-07-02
LED彩虹管的常型号有圆二线、扁二线、扁三线、扁四线、扁五线,颜色变化有单色、三色、七色,如图7-6所示。LED彩虹管的安装比较简单,若需闪动、流水等效果,应使用LED彩虹管控制器,如图7-7所示。图7-7 LED彩虹管控制器圆二线彩虹管插头有两根线,其中一根是公共线。表7-4 圆形LED彩虹管安装连接表7-5 扁形彩虹管的连接方法进行LED彩虹管安装应注意以下问题:① 安装前,应实地测量,以便计算长度。......
2023-06-15

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26
相关推荐