
故障现象5:海尔BCD—259DVC型数字变频电冰箱不制冷,荧光显示屏显示故障代码。初步判断该故障产生的原因是过滤器堵塞。......
2023-06-18
考核时间为30min。
(一)焊前准备
1.焊机及其配件
选用250A以上的CO2焊机,直流反接;焊前检查焊机、送丝系统,运行正常,减压器中的预热器预热正常,焊枪、导电嘴、地线均接触良好,CO2气体流量在合适范围,调节焊接电流电压在合适范围进行试焊。
2.焊材
ER50-6实芯焊丝直径Φ1.2mm,CO2气体(纯度不小99.5%)。
3.试件
Q345R钢板、规格300mm×125mm×6mm、无钝边60°V形坡口、共两块。
4.辅助工具和量具
角向打磨机、锉刀、样冲、画线盘、金属直尺、电焊手套、电焊面罩、防护眼镜、敲渣锤钢丝刷、凿子、焊缝检验尺。
(二)焊前装配定位及焊接
1.准备试板
用角向打磨机将试件两侧坡口面及坡口边缘10~20mm范围内的水、铁锈、油污、积渣和其他有害杂质清除干净,露出金属光泽。用锉刀或角向打磨机修磨坡口钝边,使钝边尺寸p在1.2~1.5mm间,然后在坡口边缘100mm处用画线盘画出两根与坡口边缘平行的平行线,如图10-15所示,并打上样冲眼,作为测量焊缝坡口每侧增宽的基准线。

图10-15 CO2焊板状试件组对和反变形示意
2.试件装配、定位焊、预制反变形
按图10-15进行装配,始焊端间隙b1为3mm,终端间隙b2为3.5mm,始焊端定位焊长度不大于10mm,高不大于4mm,终端定位焊长度为10~15mm,始焊端和终端定位焊一端用角向打磨机加工成陡坡状,观察两端错边量均应不大于0.5mm,如超标应磨掉重新定位焊,合格后预制反变形3°,反变形量为3.5mm。
3.焊接操作
(1)焊接参数 焊接位置为水平位,焊枪操作方式为左焊法(焊接方向从右往左),焊接结构简图和焊接参数见表10-8。
表10-8 板状试件水平位置CO2焊对接结构简图和焊接参数
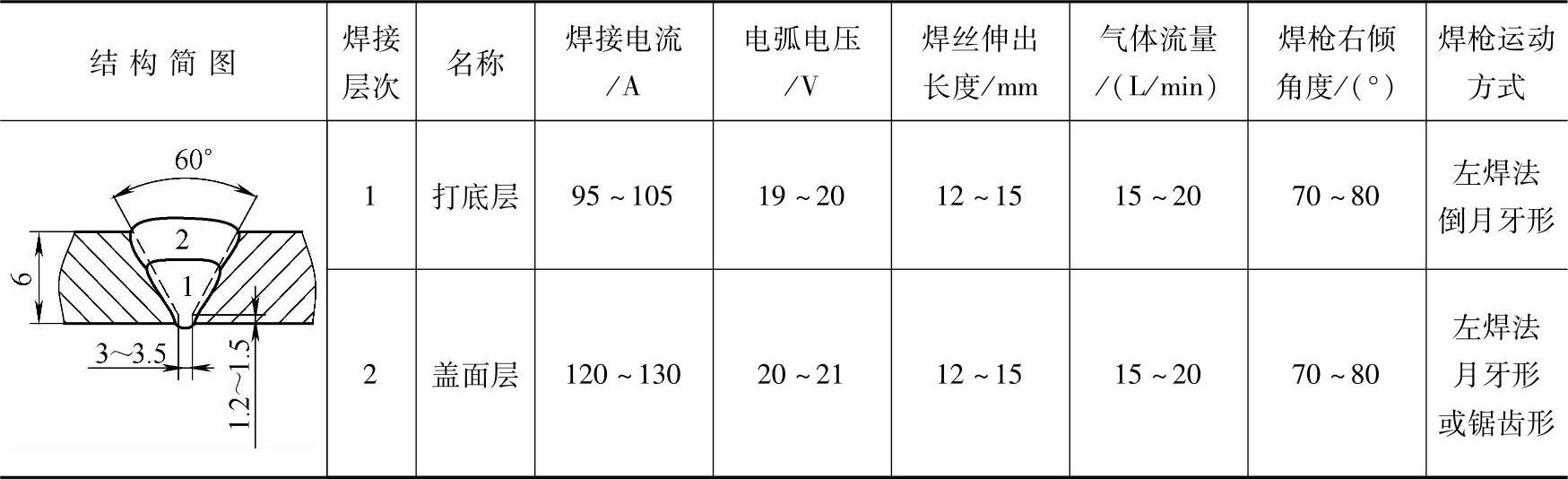
(2)具体施焊技术
1)打底层的焊接。间隙小端为始焊端,在离始焊端左侧15mm定位焊处引弧,待电弧引燃后迅速右移至始焊端,如图10-16所示,以倒月牙形向左沿两侧坡口作横向小摆动,当焊枪摆动到定位焊缝边缘时,在击穿试件根底熔孔后稍停,使接头充分熔合后,以稍快焊速改倒月牙形摆动向左施焊,焊枪在坡口两侧稍停,中间稍快,施焊中每完成一个倒月牙形动作,如图10-17所示,坡口每侧钝边各熔化0.5~1mm,先后熔池重叠1/2,如熔孔变小,焊丝应指向熔池前部熔孔变大焊丝应指向熔池中心,整个过程熔孔、熔池大小始终如一完成整条焊缝的打底焊工作在打底焊过程中要人为制造一个停弧再焊接头。
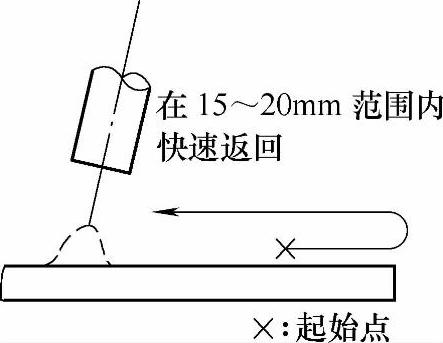
图10-16 CO2焊始焊端引弧动作图解示意
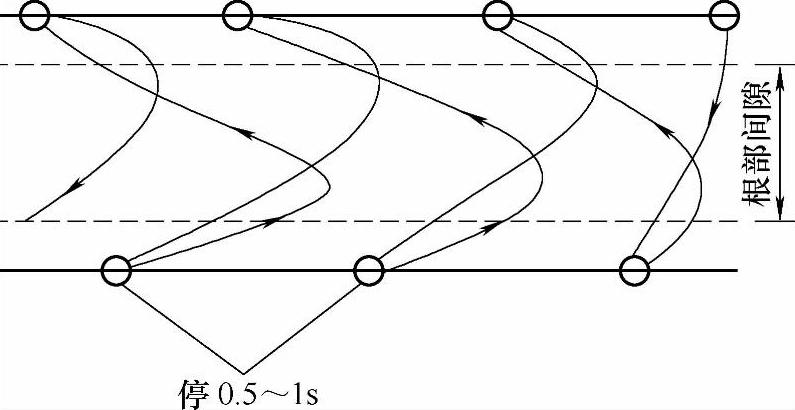
图10-17 CO2焊板状试件打底焊焊枪摆动图解示意
接头时应在弧坑后10mm处引弧以锯齿形向前运动,当焊丝运至弧坑底部边缘时稍停,使接头充分熔合后再继续施焊,如图10-18所示。
收弧时及时向弧坑处补充2~3滴铁液,使熔池逐步缩小并将熔池中心引出坡口间隙应力集中处,于坡口任一侧收弧,待熔池凝固颜色变暗后再移开焊枪,如图10-19所示。
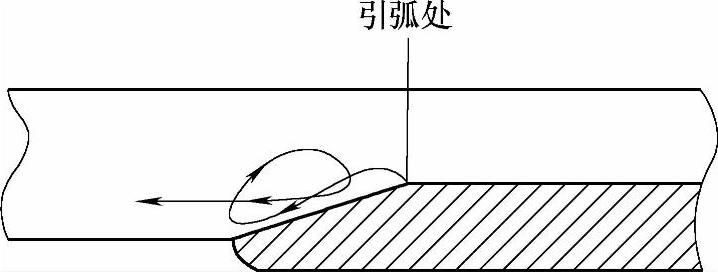
图10-18 CO2焊板状试件打底焊停弧再焊接头焊枪摆动图解示意
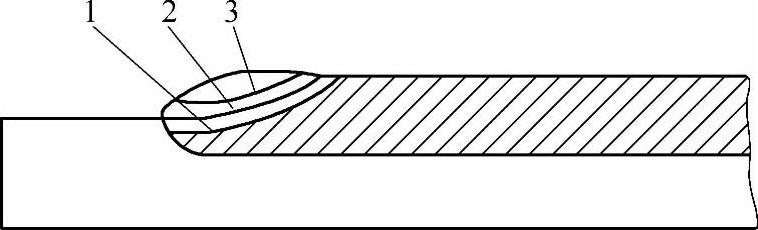
图10-19 CO2焊熄弧前填满弧坑焊枪摆动图解示意
1、2、3—补充铁液的位置
2)盖面层的焊接。盖面层焊前,应仔细清理和打磨打底层焊缝与坡口两侧母材夹角处,及焊点重叠处的焊缝,确保焊层平整内凹,高低一致,比板表面低约1.5mm左右,并保证两侧坡口轮廓线为原始状态,以利盖面层的焊接。
盖面层焊枪倾角与打底层相同,电流稍大,采用月牙形或锯齿形摆动,两边慢中间快,施焊时摆动均匀,在坡口两侧边缘1.5mm处稍作停留有稳弧动作,停留时间一致,保证两侧熔合良好,熄弧时填满弧坑。
(三)焊缝清理
焊完试件后,切断电源,关闭气源;用凿子将飞溅清理干净,严禁动用机动工具进行清理保持焊缝原始状态,交考评人员检查。同时,清理场地。
有关特种设备焊工考试实用培训教材的文章

LED彩虹管的常型号有圆二线、扁二线、扁三线、扁四线、扁五线,颜色变化有单色、三色、七色,如图7-6所示。LED彩虹管的安装比较简单,若需闪动、流水等效果,应使用LED彩虹管控制器,如图7-7所示。图7-7 LED彩虹管控制器圆二线彩虹管插头有两根线,其中一根是公共线。表7-4 圆形LED彩虹管安装连接表7-5 扁形彩虹管的连接方法进行LED彩虹管安装应注意以下问题:① 安装前,应实地测量,以便计算长度。......
2023-06-15

干滚切工艺因不需要使用切削液,除了明显地减小了生产成本与有利于环境保护外,还能获得很好的表面粗糙度,齿轮加工精度可以很容易达到ISO7级精度。......
2023-06-25

6个月后再复查也全部正常。坚持锻炼6年后,现在体重80千克,脂肪肝转为轻度,肝功能恢复正常,血脂正常,高血压趋于平稳。20多年一直坚持运动,以足球、羽毛球、有氧运动为主。王先生,33岁,游戏活动策划。目标体重68千克,相信自己通过坚持运动能够达到目标。体重减轻,身体灵活。颜先生,29岁,急诊科医生。20岁后体育活动减少,体重及体脂率逐渐增加。目前业余时间在积极训练铁人三项。谢先生,42岁,销售。......
2023-11-23

在分析自动控制系统时,首先应明确下面一些问题。例1-1 涡轮喷气发动机转速控制系统,如图1-8所示。负反馈闭合回路,是按偏差控制的自动控制系统在结构联系和信号传递上的重要标志。图1-10位置随动控制系统首先应明确以下问题。......
2023-06-28

图9-6 PROFINET通信协议模型根据设备连接到总线的方式来区分以下设备类型:1)PROFINET设备;2)PROFIBUS设备。......
2023-08-29

为了保证正常的啮合传动,齿轮与齿条间应有一定的啮合间隙,因此,在装配溜板箱与齿条时就应保证这一要求。在上述两装配尺寸链中,由于组成环较多,封闭环的公差又比较小,所以总装时进给箱、溜板箱和后支架的装配不应采用完全互换法。偏移量的大小取决于各组成环的累积误差,但装配时实际允许的偏移量,则取决于螺钉过孔和螺钉间的径向间隙。......
2023-06-29
由于开关信号只有两种逻辑状态信号“1”和“0”,但是其电平一般与计算机的数字电平不相同,与计算机连接的接口只需考虑逻辑电平的变换以及过程噪声隔离等设计问题,其接口结构如图5-37所示,它主要有输入缓冲器、输入隔离与电平转换电路和地址译码电路等组成。图5-42 开关信号输出逻辑电路图......
2023-06-28
相关推荐