表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。表13-6 二级、三级焊缝外观质量标准 注:表内t为连接处较薄的板厚。表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差 表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差 注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。......
2023-07-02
(一)对接焊缝和管-板角接头
1)手工焊焊工采用管材对接焊缝试件,经焊接操作技能考试合格后,适用于管材对接焊缝工件外径范围见表9-25,适用于焊缝金属厚度范围见表9-24。
表9-25 手工焊管材对接焊缝试件适用于对接焊缝工件外径范围(单位:mm

① 管材向下焊试件
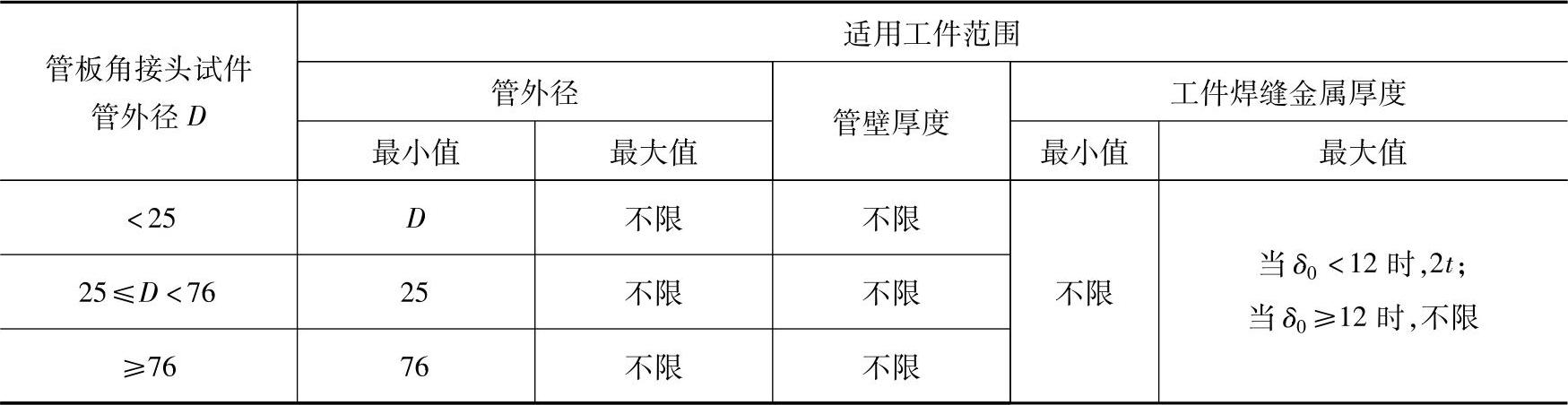
2)手工焊焊工采用管-板角接头试件,经焊接操作技能考试合格后,适用于管-板角接头工件尺寸范围见表9-26;当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件板材厚度δ0相等;当δ0≥12时,t应不小于12mm,且焊缝不得少于3层。
3)焊机操作工采用管材对接焊缝试件和管-板角接头试件考试时,管外径由考试机构自定经焊接操作技能考试合格后,适用于管材对接焊缝工件外径和管-板角接头工件管外径不限。
表9-26 手工焊管板角接头试件适用于管板角接头工件尺寸范围(单位:mm
(二)角焊缝
1)手工焊焊工和焊机操作工采用对接焊缝试件和管-板角接头试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,适用于角焊缝工件,且母材厚度和管径不限。
2)手工焊焊工和焊机操作工采用管材角焊缝试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,手工焊焊工适用于管材角焊缝工件尺寸范围见表9-27,焊机操作工不限。
3)手工焊焊工和焊机操作工采用板材角焊缝试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,手工焊焊工适用于角焊缝工件范围见表9-28,焊机操作工不限。
表9-27 手工焊焊工管材角焊缝试件适用于管材角焊缝工件尺寸范围(单位:mm

表9-28 手工焊焊工板材角焊缝试件适用于角焊缝焊件范围(单位:mm

有关特种设备焊工考试实用培训教材的文章

表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。表13-6 二级、三级焊缝外观质量标准 注:表内t为连接处较薄的板厚。表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差 表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差 注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。......
2023-07-02
在判断焊缝边缘时必须考虑这种情况。下边分别分析曲线和折线形状的焊缝在自动跟踪中检测到的偏差曲线和实际跟踪焊接的效果照片。图5-3-49 MAG焊过程图像处理结果a)起弧阶段 b)焊接中间 c)转折阶段 d)起弧焊缝 e)中间焊缝 f)转折焊缝图5-3-50 CCD采集的图像上的曲率在焊接过程中的比较a)起弧阶段 b)焊接过程中 c)焊接结束图5-3-51 偏差量检测曲线图5-3-51所示为跟踪时的偏差量检测曲线。......
2023-06-26

对切割和焊接,要求激光器输出基模或低阶模。TEM00称为基模,其他如TEM10、TEM20等称为高阶模。K值的范围为0.1~1;M2值的范围为1~10。当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。对于给定的激光功率等条件,存在维持深熔焊接的最小焊接速度。......
2023-07-02

主要焊接参数及条件包括焊条直径、焊接电流、电弧电压和焊接速度等,间接参数则有焊接热输入,有时甚至焊条牌号、电源种类和极性、焊接层数等也被包括在内。焊条电弧焊过程中需要调节的参数只有焊接电流,而焊接速度和电弧电压都是由焊工操作控制的。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16~25V。......
2023-07-02

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2023-06-15

用非铸铁型焊接材料补焊铸铁,其焊缝金属与母材金属不同,称为异质焊缝。异质焊缝分为钢基焊缝、铜基焊缝和镍基焊缝三种。如Z100是氧化性药皮铸铁焊条,用该焊条焊接灰铸铁,仍容易出现热裂纹、冷裂纹以及焊后加工难度大等问题。......
2023-06-15
2)控制焊缝的化学成分,进一步提高焊缝石墨化元素含量,使焊缝具有较强的石墨化能力,焊后加工性能良好。Z208焊条是低碳钢芯强石墨化型药皮的铸铁焊条,通过铸铁焊后保温缓慢冷却,使焊缝缺陷得以消除。表3-7 灰铸铁同质焊缝焊条电弧焊冷焊的焊接参数3)用较大的焊接电流、长电弧连续焊接,焊条不作横向摆动。......
2023-06-15

相关推荐