(一)手工焊考试项目表示方法①—②—③—④/⑤—⑥—⑦其中:①焊接方法代号,见表9-9。耐腐蚀堆焊代号加:。有色金属材料按相应标准规定的代号。异种钢号用X/X表示。以上某项在考试中如不出现时,应不填写。③焊接工艺要素代号,见表9-13,存在两种以上要素时,用“/”分开。(三)项目代号应用示例1.SMAW—FeⅡ—1G—12—F3J表示为:12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条焊条电弧焊焊接,试件全焊透。......
2023-06-15
(一)作业种类
按照《特种设备作业人员监督管理办法》的规定,特种设备焊接作业分为“承压焊”(指承压设备的焊接)和“结构焊”(指机电类设备的焊接),《特种设备作业人员证》焊工考试合格的项目填写方法如下:
1)如果结构焊焊工考试中有特殊要求(如机电类设备采用超出国内设计规范规定范围的材料,或者采用标准抗拉强度下限值大于610MPa的低合金钢、不按照《承压设备焊接工艺评定》进行焊接工艺评定、试件不按照JB/T4730《承压设备无损检测》进行无损检测等),焊工考试合格的项目必须分为“承压焊”或者“结构焊”;当《特种设备作业人员证》需同时包括“承压焊、结构焊”时,则其“作业种类”栏“特种设备焊接作业”后加“(承压焊、结构焊)”,并且在批准项目页中填写的合格项目代号前注明“承压焊”或者“结构焊”(分别用代号“Y”和“J”表示)。
2)如果结构焊焊工考试中有特殊要求,《特种设备作业人员证》不同时包括“(承压焊)”时,则其“作业种类”栏“特种设备焊接作业”后加“(结构焊)”,在批准项目页中直接填写合格项目代号。
3)如果结构焊焊工考试中没有特殊要求,《特种设备作业人员证》中的“作业种类”栏“特种设备焊接作业”后加“(承压焊、结构焊)”,在批准项目页中直接填写合格项目代号,不必注明“承压焊”或者“结构焊”。
(二)金属材料焊工操作技能考试项目代号
焊工考试项目(位置)的代号应按每个焊工、每种焊接方法分别表示。
1.手工焊焊工操作技能考试项目表示方法
焊工用手进行操作和控制焊接参数而完成的焊接称为手工焊。
考试项目代号表示为:①—②—③—④/⑤—⑥—⑦,其中:
①表示焊接方法,见表9-16,耐蚀堆焊代号加“(N及试件母材厚度)”。
②表示金属材料类别代号,见表2-4,异种材料用“X/X”表示。
③表示试件位置代号,见表9-17、图9-3~图9-7,带衬垫代号加“(K)”。
④表示试件焊缝金属厚度(对于板材角焊缝试件为试件母材厚度)。
⑤表示试件外径,单位为mm。
⑥表示填充金属类别代号,见表9-18。
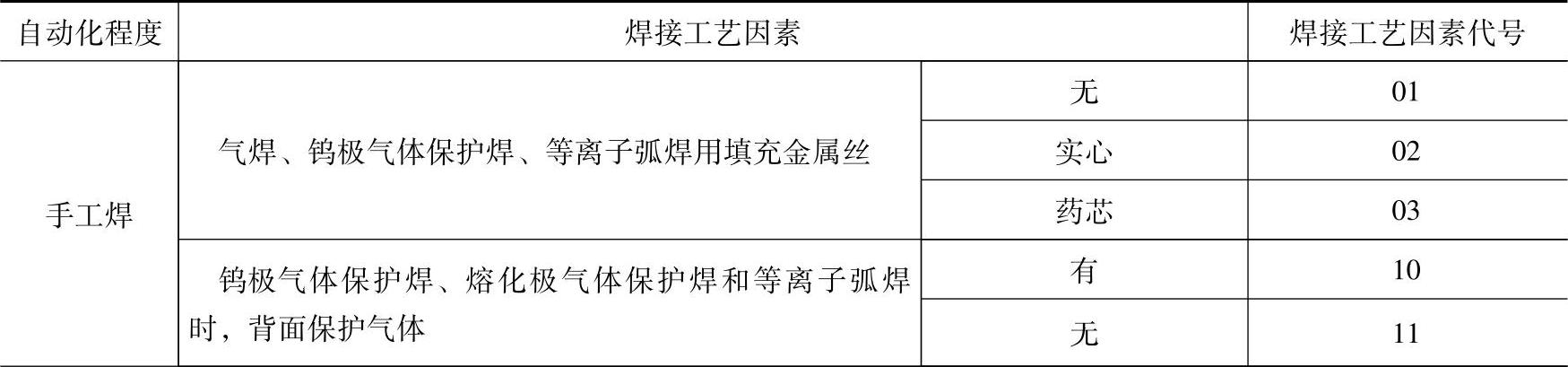
⑦表示焊接工艺因素代号,见表9-19。
如果操作技能考试项目中不出现某项时,则不填。
2.焊机操作工操作技能考试项目的表示方法
操作机动焊、自动焊设备的焊工称为焊机操作工。
考试项目代号表示为:①—②—③,其中:
①表示焊接方法,见表9-16,耐蚀堆焊代号加“(N及试件母材厚度)”。
②表示试件位置代号,见表9-17、图9-3~图9-7,带衬垫代号加“(K)”。
③表示焊接工艺因素代号,见表9-19,存在两种以上要素时,用“/”分开
考试项目中不出现某项时,则不填。
表9-16 焊接方法及代号
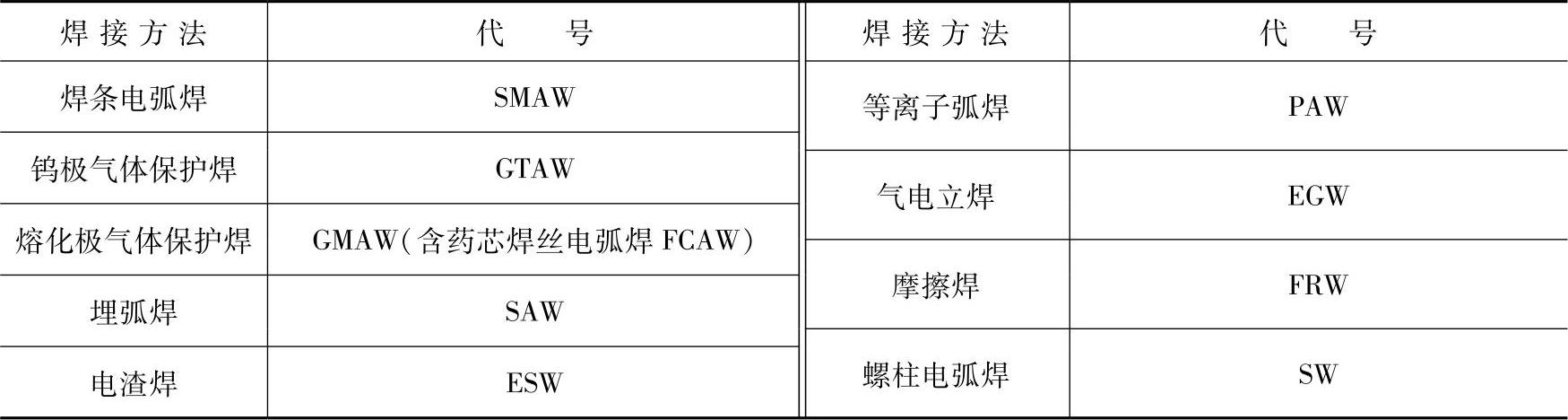
表9-17 试件类别、位置及代号一览表
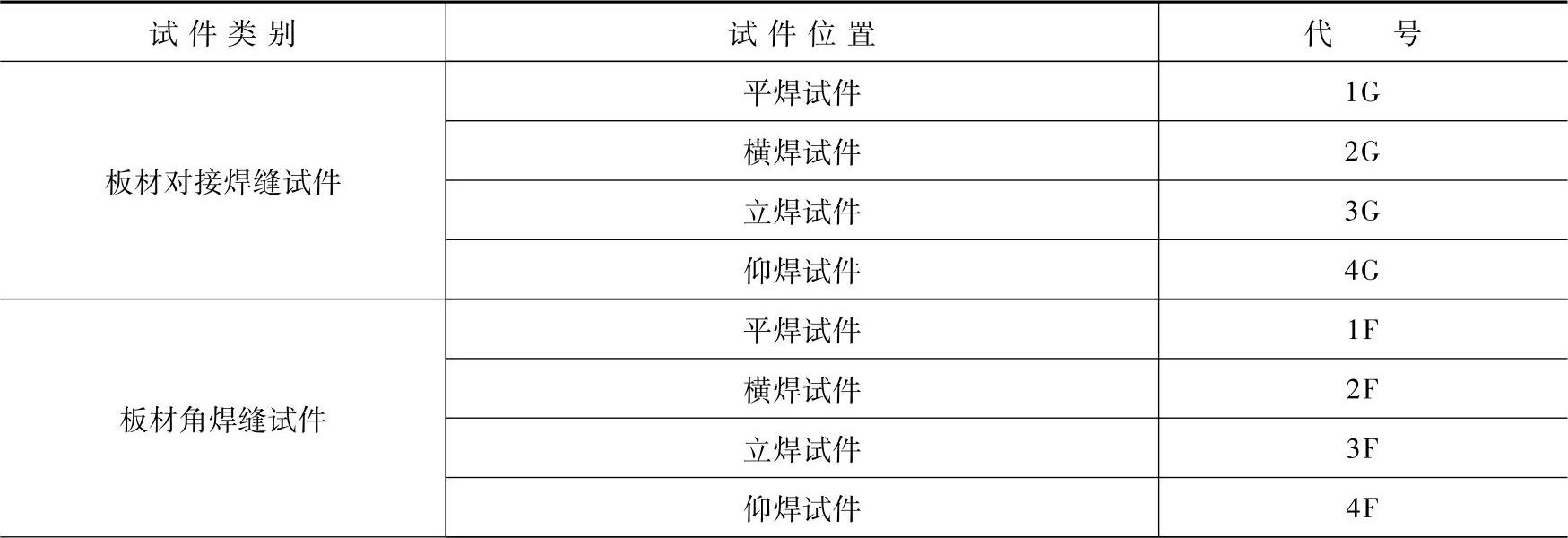
(续)


图9-3 板材对接焊缝试件(无坡口时为堆焊试件)位置代号
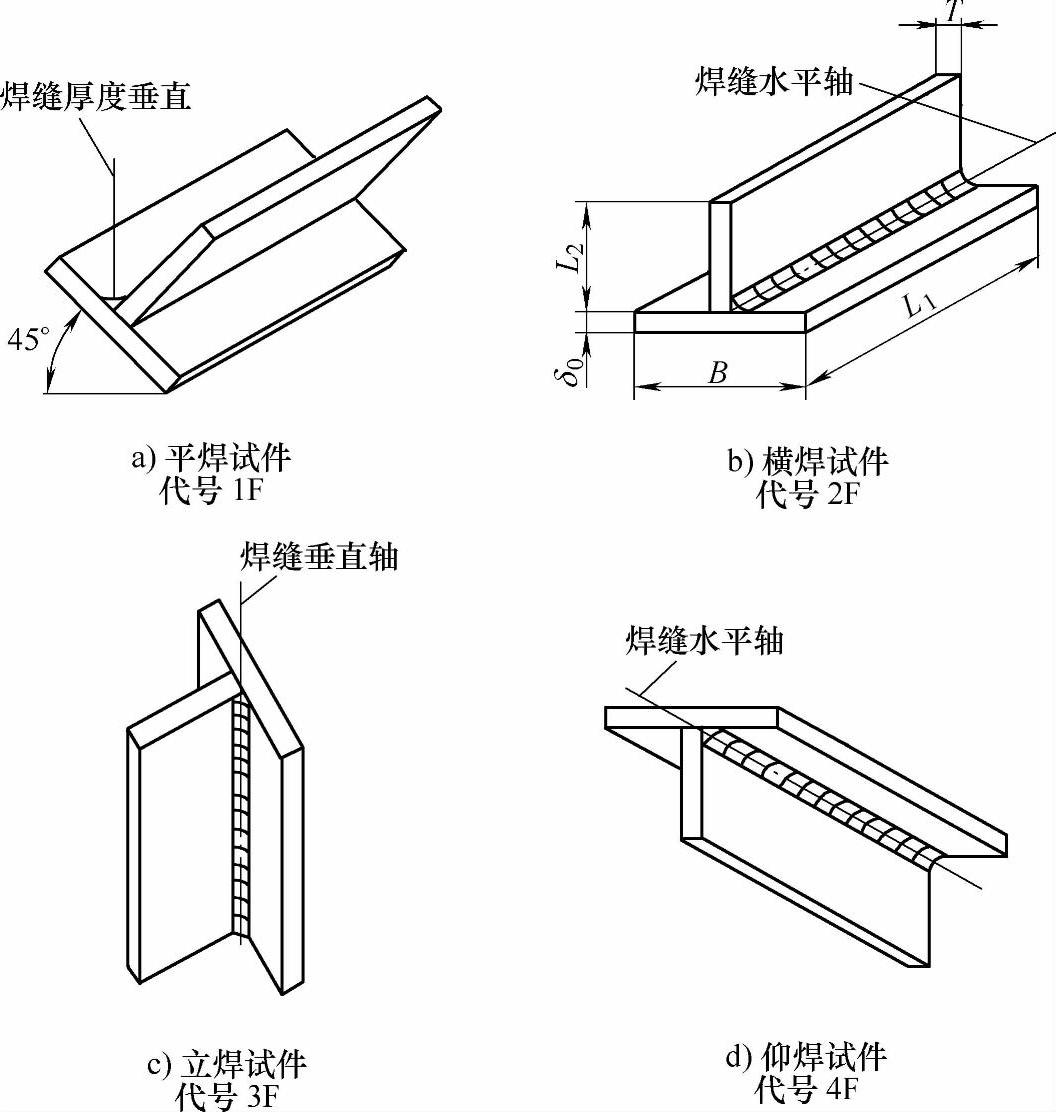
图9-4 板材角焊缝试件位置代号
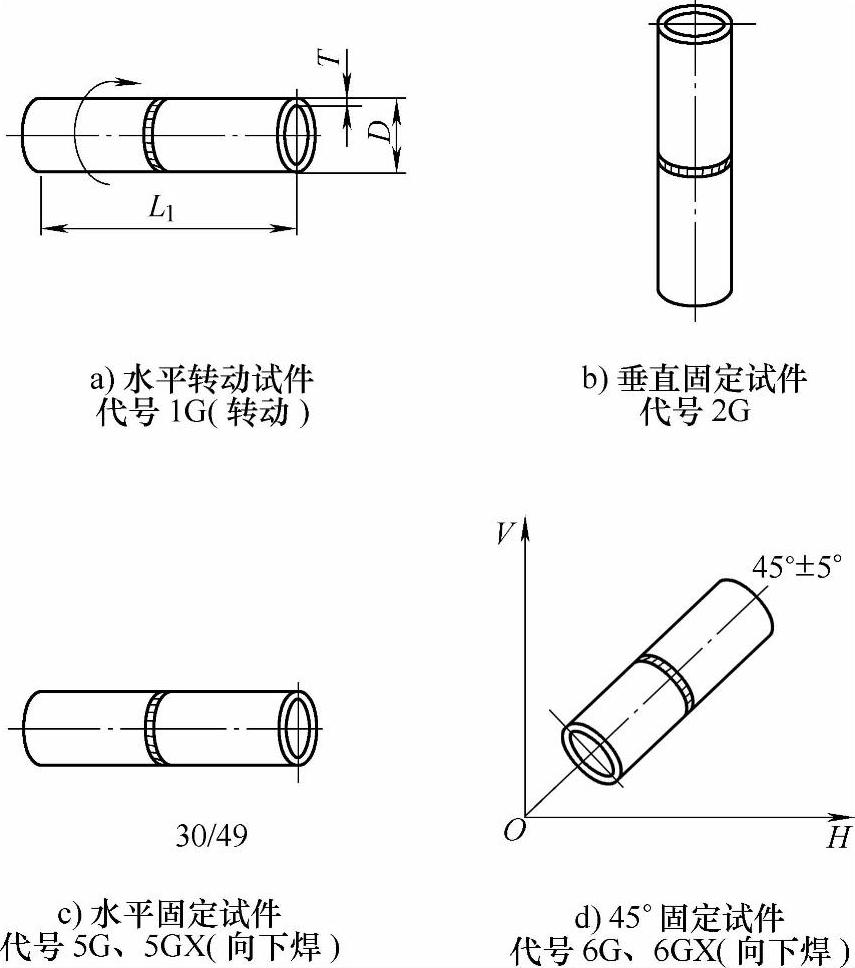
图9-5 管材对接焊缝试件(无坡口时为堆焊试件)位置代号

图9-6 管材角焊缝试件位置代号

图9-7 管-板角接头试件位置代号

图9-7 管-板角接头试件位置代号(续
表9-18 填充金属类别、示例与适用范围
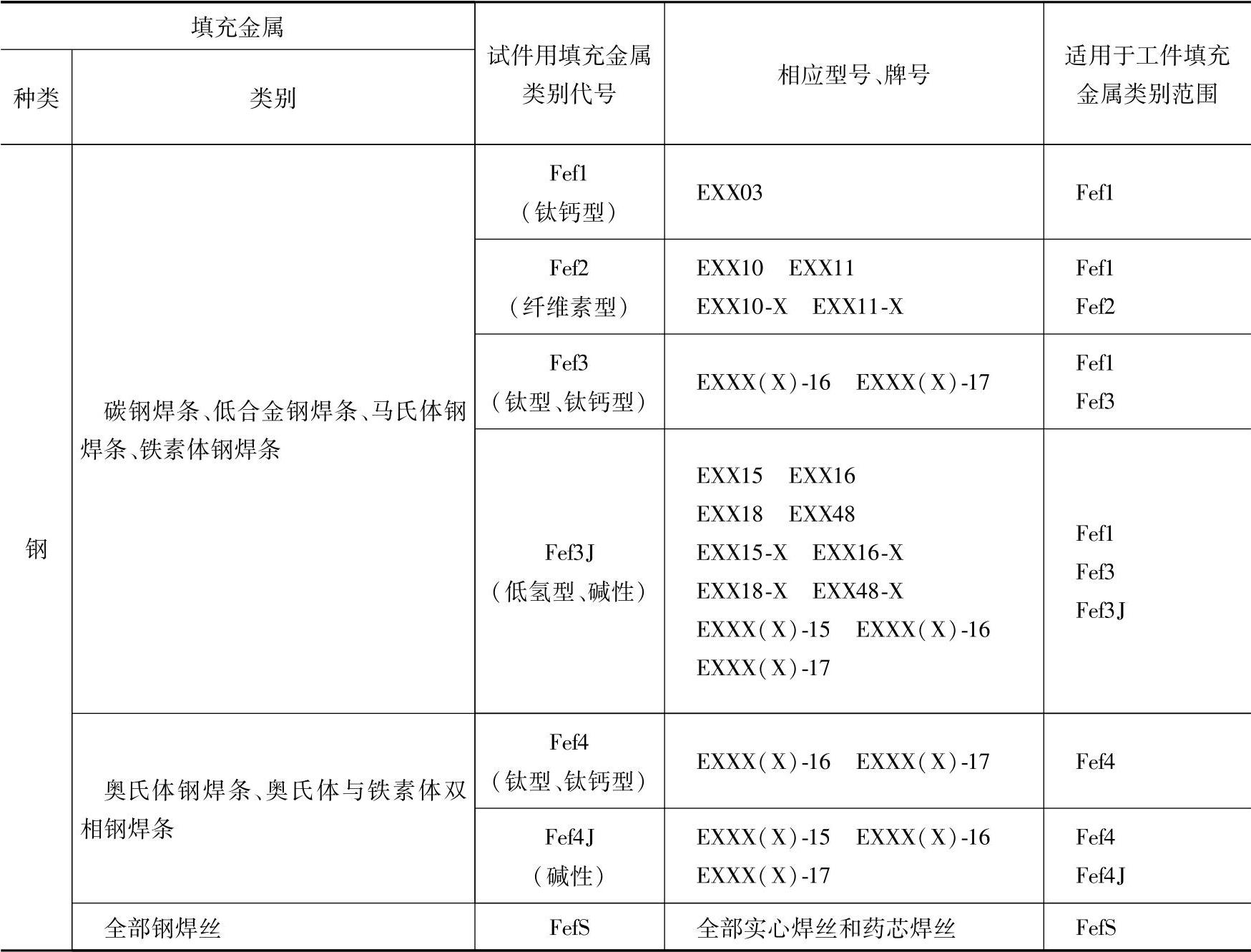
注:有色金属部分略,详见《细则》
表9-19 焊接工艺因素与代号
(续)

(三)焊工考试项目代号举例
1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条进行焊条电弧焊试件全焊透,项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J。
2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实心焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。然后采用J427焊条焊填满坡口,项目代号为GTAW-FeⅠ-5G-3/60-FefS-02/11 13和SMAW-FeⅠ-5G(K)-5/60-Fef3J。
3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射过渡施焊,试件全焊透,项目代号为FCAW-FeⅡ-3G-10-FefS-11/15。
4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为Q345,采用自动熔化极气体保护焊,使用实心焊丝,脉冲弧施焊,在自动跟踪条件下进行多道焊,试件全焊透,项目代号为GMAW-5G-06/09/20。
5)壁厚为10mm、外径为86mm的Q345钢制管材垂直固定试件,使用A312焊条沿圆周方向焊条电弧堆焊,项目代号为SMAW(N10)-FeⅡ-2G-86-Fef4。
6)管-板角接头无衬垫水平固定试件,管材壁厚为3mm,外径为25mm,材质为20钢,板材厚度为8mm,材质为Q345R,手工钨极氩弧焊打底不加填充焊丝,采用直流电源反接,背面无气体保护,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,目视观察、控制。项目代号为GTAW-FeⅠ/FeⅡ-5FG-2/25-01 11/13和GTAW-5FG(K)-05/07/09/19。
7)S290钢管外径为320mm,壁厚为12mm,水平固定位置,使用EXX10焊条向下焊打底背面没有衬垫,焊缝金属厚度为4mm,然后采用药芯焊丝机动向上焊,无自动跟踪系统,遥控施焊过程,进行多道多层焊填满坡口,项目代号为SMAW-FeⅡ-5GX-4/320-Fef2和FCAW-5G(K)-07/09/20。
8)板厚为16mm的06Cr19Ni10钢板,采用埋弧焊(机动)平焊,背面加焊剂垫,焊机无自动跟踪系统,焊丝为H08Cr21Ni10Ti,焊剂为HJ260,单面施焊2层,填满坡口,项目代号为SAW-1G(K)-07/09/19。
9)厚度12mm的1060铝板对接焊缝平焊试件,采用半自动熔化极气体保护焊、焊丝用ER4043焊丝,采用直流反接,熔滴弧施焊,单面多道焊全焊透,背面有保护气体,项目代号为GMAW-A1Ⅰ-1G-12-AlfS3-10/15。
10)板厚为10mm的Q345R钢板角焊缝试件,立焊。采用半自动CO2气体保护焊,背面无保护气体,填充金属为药芯焊丝,喷射弧过渡,完成试件的焊接,项目代号为FCAW-FeⅡ-3F-10-FefS-11/15。
有关特种设备焊工考试实用培训教材的文章

(一)手工焊考试项目表示方法①—②—③—④/⑤—⑥—⑦其中:①焊接方法代号,见表9-9。耐腐蚀堆焊代号加:。有色金属材料按相应标准规定的代号。异种钢号用X/X表示。以上某项在考试中如不出现时,应不填写。③焊接工艺要素代号,见表9-13,存在两种以上要素时,用“/”分开。(三)项目代号应用示例1.SMAW—FeⅡ—1G—12—F3J表示为:12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条焊条电弧焊焊接,试件全焊透。......
2023-06-15

公差带代号是指中径和顶径公差带代号,由公差等级和基本偏差代号组成,中径公差带在前;若中径和顶径公差带相同,只标一个公差带代号。对于左旋螺纹,标注“LH”代号,右旋螺纹省略旋向代号。尺寸、螺纹公差带、旋合长度和旋向代号间各用短横线“-”分开。因此由式(6-5)、式可计算螺距误差和牙型半角误差的中径补偿值为由式可计算螺母的作用中径为所以该螺母合格,满足互换性要求。其公差带图如图6-23所示。图6-23任务实施图......
2023-06-15

焊工考试内容包括基本知识和焊接操作技能两部分。(一)焊工基本知识考试应包括以下内容1)特种设备的分类、特点和焊接要求。14)法规、安全技术规范有关焊接作业人员考核和管理规定。(二)焊接考试方法代号焊接考试方法代号见表9-9。表9-13 焊接工艺要素及代号(七)焊工考试试件形式焊工考试试件形式如图9-4所示。......
2023-06-15

例如:某照明灯的项目代号为“=S3+301-E3:2”,表示3号车间变电所301室3号照明灯的第2个端子。图1-33为某10kV线路过电流保护项目的项目代号、前缀及其分解图。图1-33 项目代号结构、前缀及其分解图1.高层代号对所给代号的项目而言,设备或系统中任何较高层次的代号都可称为高层代号。图1-34 位置代号说明示例图3.种类代号种类代号是用来识别项目种类的代号。端子代号是构成项目代号的一部分。......
2023-06-15
完整的项目代号包括4个相关信息的代号段。表1.14完整项目代号的组成2.高层代号的构成一个完整的系统或成套设备中任何较高层次项目的代号,称为高层代号。如需增加,为了避免混淆,位于复合项目种类代号中间的前缀符号不可省略。图1.20设备的位置代号图1.21网格定位系统示意图5.端子代号的构成端子代号是完整的项目代号的一部分。......
2023-11-24

国家标准GB/T 3141—1994规定了润滑剂的黏度等级,见表4-2-3。例如,润滑脂代号L-XBEGB 00,表示最低工作温度-20℃,最高工作温度160℃,环境条件经受水洗,高负荷,稠度等级为00级。......
2023-06-22

(二)报名与资格审查根据《细则》,申请特种设备焊工考试的人员应当符合下列条件:1)年龄在18周岁以上。《细则》规定焊工考试机构应当在收到报名资料15个工作日内完成审查。(三)考试的基本规定《细则》规定,焊工考试机构在考试30日前公布焊工基本知识考试和焊接操作技能考试项目、时间和地点,并且通知申请人和考试机构所在地的质监部门。焊接操作技能考试不合格的,允许在3个月内补考一次。......
2023-06-23

( )7.钨极氩弧焊时,焊接电流是根据焊丝直径来选择的。A.实际焊接电流 B.最大的焊接电流C.额定焊接电流 D.短路电流24.手工钨极氩弧焊时,钨极直径太小,焊接电流太大时,容易产生( )焊接缺陷。A.拉伸 B.弯曲 C.压缩 D.扭曲42.钨极氩弧焊焊机有提前送氩气的功能,其时间范围不小于( )s。A.焊工的技术水平 B.焊接试件C.所拟定的焊接工艺 D.焊接设备50.硬钎焊过程中,钎料的液相线温度高于( )℃。......
2023-06-15
相关推荐