相关焊工只有取得了相应的资质证书才能从事相应的铸钢件焊接或补焊操作。人员的管理与考核 许多事实表明,不少铸钢件焊接或补焊质量事故的起因不仅是因为焊工技术水平低下,还在于管理不善,即对于人与物的管理不善。评定合格的焊接工艺才能应用于铸钢件焊接或缺陷补焊生产中。工作状态良好的焊接设备,是顺利完成焊接工作、保证焊接质量的必要条件。......
2023-06-28
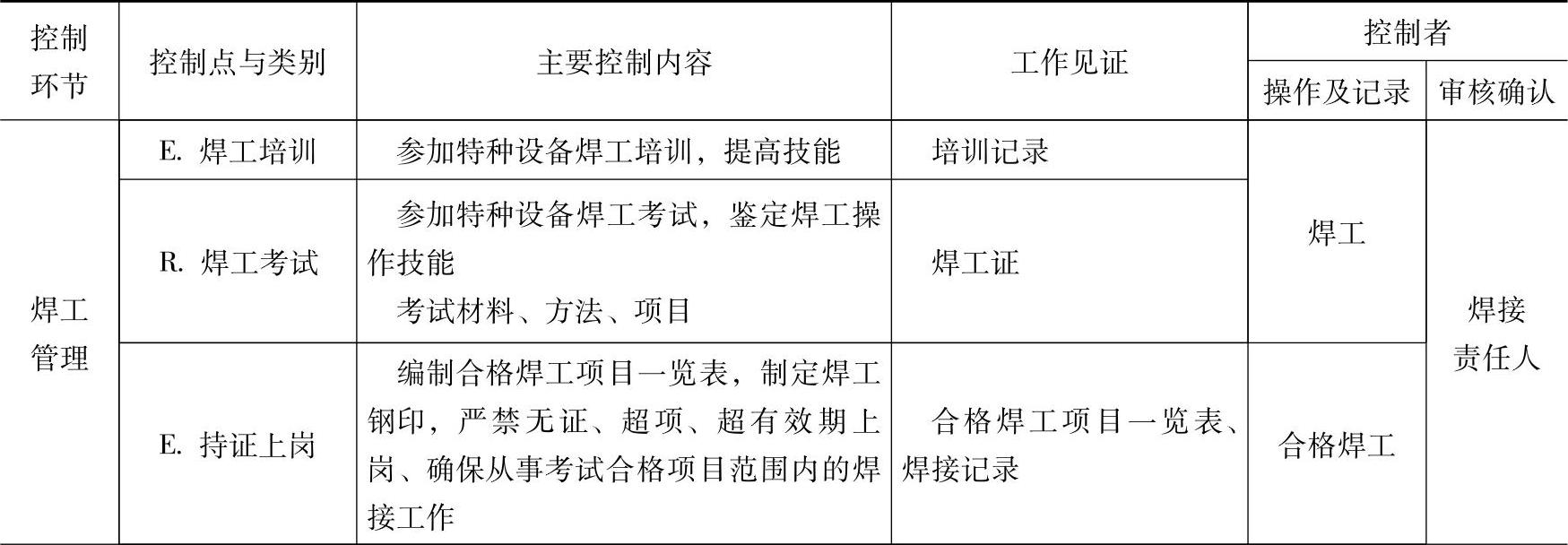
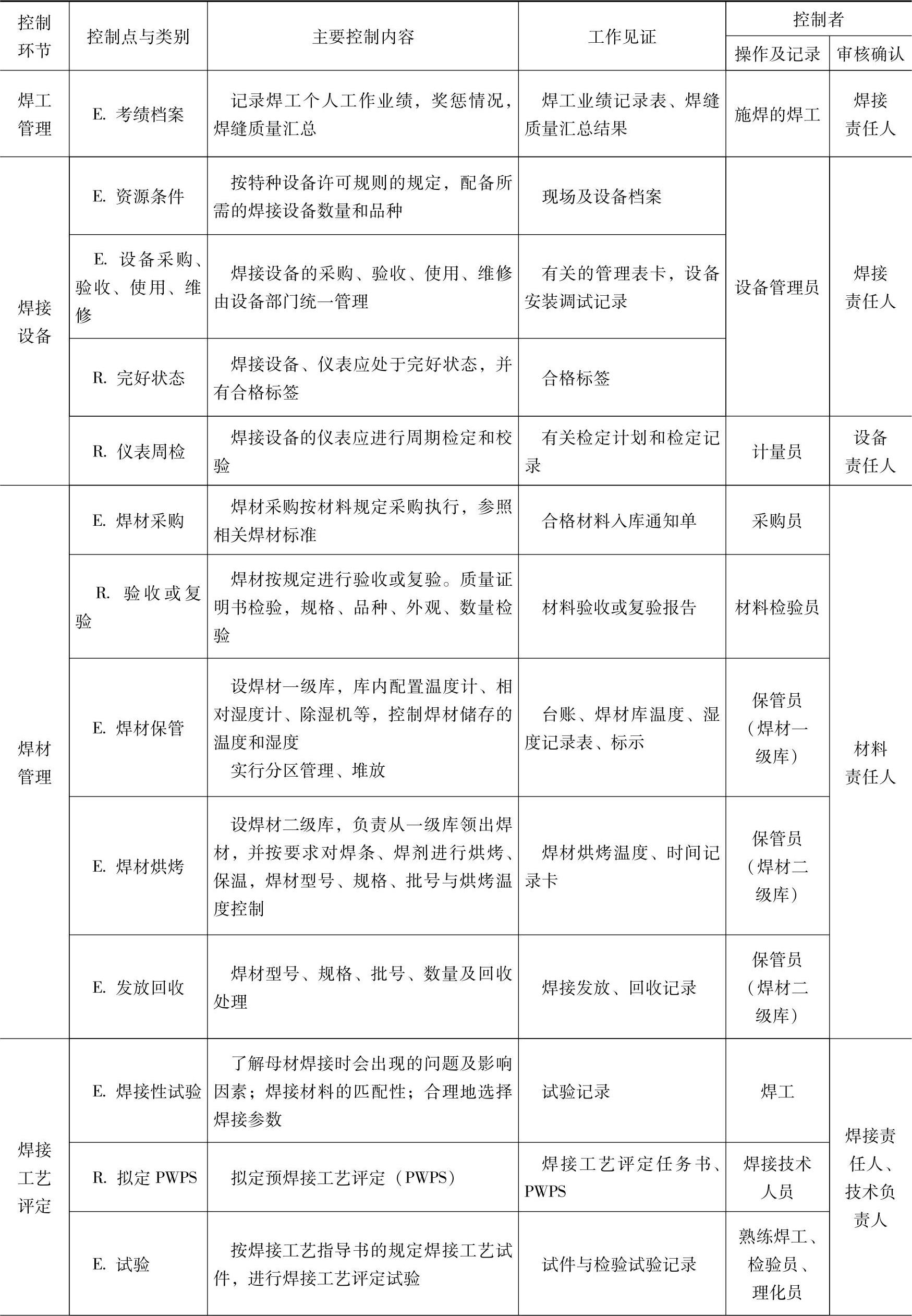
特种设备焊接质量控制系统的控制环节、控制点一览表见表7-2
表7-2 特种设备焊接质量控制系统控制环节、控制点一览表
(续)
(续)
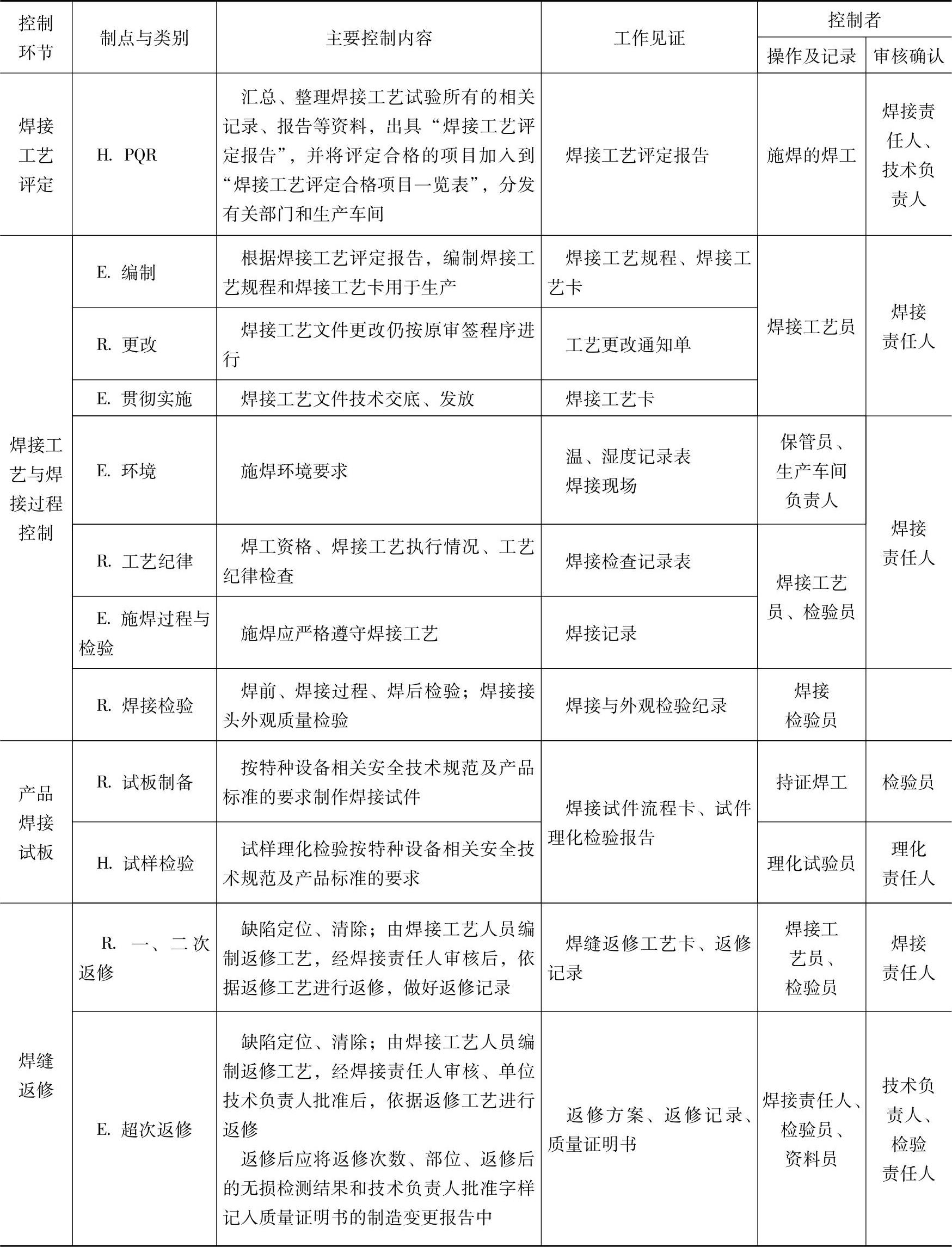
注:H—停止点;E—见证检查点;R—审阅点
控制点是为了使过程(工序)处于受控状态,对特种设备生产过程需要重点控制的质量特性、关键部位或薄弱环节、质量不稳定的工序等需要特别注意质量控制的重点,通过某种方式来进行控制的地方。质量控制点按控制程度的不同一般分为三类:停止点(H)、见证检查点(E)、审阅点(R)。
(1)停止点(H) 对特种设备生产质量有重大影响的检验项目,当进行到该点时,暂时停止生产,必要时应提前通知监督检验人员,在责任人员或监督检验人员在场的情况下,进行该项目的检验,检验结果得到责任人员或监督检验人员的确认签名后再继续生产。
(2)见证检验点(E) 对影响特种设备生产质量的一些关键检验项目,责任人员应到场因故未到由作业者在自检合格后可继续转入下道工序,待责任人员到场后对该项目的检验结果进行审核认可后补签字认可手续。
(3)审阅点(R) 责任人员用审核或审阅的方式,为确定某些工作符合要求,所采取的对文件、记录和报告的调查和检查的活动,通过签名和日期来证明。
有关特种设备焊工考试实用培训教材的文章

相关焊工只有取得了相应的资质证书才能从事相应的铸钢件焊接或补焊操作。人员的管理与考核 许多事实表明,不少铸钢件焊接或补焊质量事故的起因不仅是因为焊工技术水平低下,还在于管理不善,即对于人与物的管理不善。评定合格的焊接工艺才能应用于铸钢件焊接或缺陷补焊生产中。工作状态良好的焊接设备,是顺利完成焊接工作、保证焊接质量的必要条件。......
2023-06-28

也是特种设备生产环节质量保证体系的最低安全要求。《基本要求》规定了特种设备生产单位建立质量保证体系的基本原则,并要求得到有效实施。本章将对特种设备生产的焊接质量控制程序作一个简要的介绍。以便于特种设备焊接责任人员、管理人员、焊工初步了解《基本要求》中焊接要素的控制内容。......
2023-06-23

特种设备焊工在焊接操作技能考核时,需要对每个焊接试件进行焊缝的外观检查,合格后再进行无损检测、弯曲试验和金相检验(宏观)等项目。(一)外观检查TSG Z6002—2010《特种设备焊接操作人员考核细则》明确规定了焊缝的外观检查内容和评定指标。......
2023-06-23

国家有关标准规定了以钢材焊接为主要制造手段的企业,为保证焊接产品质量而在技术装备、人员素质和技术管理等方面统一的基本要求。检查人员 企业应配有与制造产品相适应的检查人员,其中有无损检测人员及焊接质量检验人员、力学性能检验人员和化学分析人员等。焊接技术人员对工艺质量承担技术责任。2)焊工应当对违反工艺规程及操作不当的质量事故承担责任。检查人员应对由漏检或误检造成的质量事故承担责任。......
2023-06-15

第六章食品检验及食品质量监测食品的质量要素包括其感官、组成成分及卫生(安全)指标。食品生产经营企业的自律是食品安全的根本,食品质量的监督检验则是维护食品市场秩序所必需的。1.食品检验机构的选择在实施食品抽样检验前,县级以上工商行政管理机关应对检验机构......
2023-12-01
另外,焊接时选择合理的焊接顺序,减少焊接应力,控制焊接变形。焊接时严格按照WPSFF-044-1规定的规范进行焊接。焊接时层间温度不大于工艺规定的170℃,用红外线测温仪测量层间温度。......
2023-07-02

焊接检验是指通过调查、检查、测量、试验和检测等途径获得的产品一种或多种特性的数据与设计图样及有关标准、规范、合同或第三方的规定相比较,以确定其符合性活动。可以说,焊接检验是企业实施焊接质量管理的基础和基本手段。铸钢件焊接或补焊质量检验的依据是质量标准,焊接质量标准须根据产品使用性能来制定。各种焊接检验方法的有效运用与相互协调,以及焊接检验文件的整理与保存可以保证企业铸钢产品质量体系的有效运行。......
2023-06-28

相关推荐