在进行实际的焊接过程熔透控制试验之前,还必须做大量的稳态试验,目的是测定TIG焊机的给定电压,焊接电流在某个确定的焊接速度下和焊接熔池宽度之间的关系,得出它们之间的关系曲线,为系统提供控制量初始值,即给定电压初始值。图5-3-37和图5-3-38分别给出了突变形工件和渐变形工件在TIG焊过程中给定焊接电流未加控制的效果照片,另外还绘出了焊接过程中熔宽的变化曲线。......
2023-06-26
(一)未熔合
未熔合是指熔焊时焊道与母材之间或焊道与焊道之间未能完全熔化结合的缺陷。按其所在部位,未熔合,可分为坡口未熔合、层间未熔合及根部未熔合,如图6-6所示。
未熔合是一种面积型缺陷,坡口未熔合和根部未熔合对承载截面积的减小都非常明显,应力集中也比较严重,其危害性仅次于裂纹。

图6-6 未熔合
在焊接中防止产生未熔合的措施如下:
1)焊接坡口表面要加强清理,因为坡口或焊道有氧化皮、焊渣等杂质,会导致一部分热量损失在熔化杂质上,剩余热量不足以熔化坡口或焊道金属。
2)调整合理的焊接参数,如加大焊接电流、电弧电压,减小焊接速度。
3)焊条或焊丝的摆动角度应避免偏离正常位置,否则熔化金属流动而覆盖到电弧作用较弱的未熔化部分,容易产生未熔合。
4)电弧在坡口面应适当停留,保证熔合好。
(二)未焊透
当焊缝的熔透深度小于板厚时形成未焊透。单面焊时,焊缝熔透达不到钢板底部;双面焊时,两面焊缝熔深之和小于钢板厚度。
未焊透的危害之一是减少了焊缝的有效截面积,使接头强度下降。其次,未焊透引起的应力集中所造成的危害,比强度下降的危害大得多。未焊透如图6-7所示。
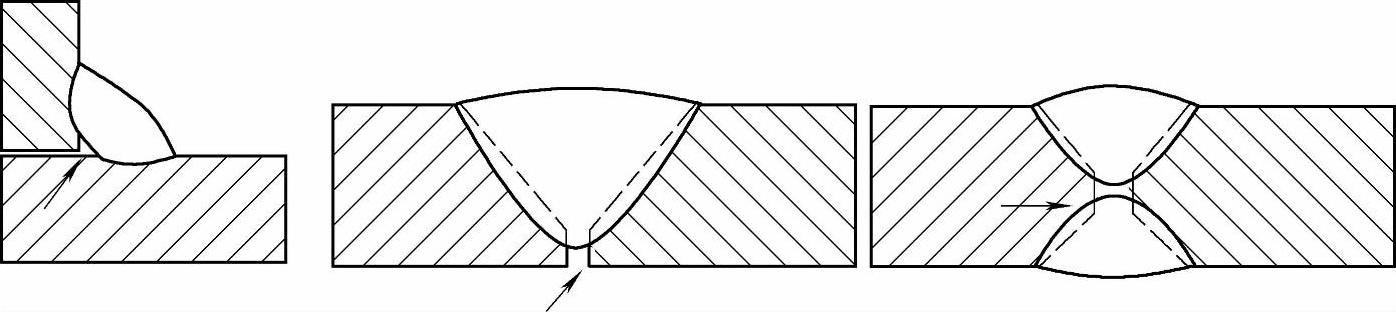
图6-7 未焊透
在焊接中防止产生未焊透的措施如下:
1)适当加大装配间隙,减小钝边长度,加大坡口角度。
2)调整焊接参数,如增大焊接电流,降低焊接速度和电弧电压。
3)打底焊时,采用小直径焊条。
4)双面焊时,要加强焊根清理。
5)要注意焊条角度问题,防止焊条偏离焊道中心,包括磁偏吹和焊条偏心度
有关特种设备焊工考试实用培训教材的文章

在进行实际的焊接过程熔透控制试验之前,还必须做大量的稳态试验,目的是测定TIG焊机的给定电压,焊接电流在某个确定的焊接速度下和焊接熔池宽度之间的关系,得出它们之间的关系曲线,为系统提供控制量初始值,即给定电压初始值。图5-3-37和图5-3-38分别给出了突变形工件和渐变形工件在TIG焊过程中给定焊接电流未加控制的效果照片,另外还绘出了焊接过程中熔宽的变化曲线。......
2023-06-26

通过对MAG焊过程进行工艺试验,来寻找其焊接参数和熔池形状之间的关系,为MAG焊过程的熔透控制奠定良好的基础。MAG焊过程中典型熔池形状变化周期见表5-3-4。如果在MAG焊熔透控制中仍然采用和TIG熔透控制一样的方法:仅仅从熔池正面采集图像,控制焊接电流,这是比较困难的。对于熔化极气体保护焊的熔透控制,用区分不同工艺采取相应的控制策略。总之,对于熔化极焊接的熔透控制尚需进行很多探索性的研究。......
2023-06-26

阎崇年给读者的答案与崛起同样,要在森林文化中寻求,那就是森林文化与文化统合没有随着时代演进而不断求新,却固守着八旗制度,与农耕文化的某些内容始终处理不当,又无视资本主义新文化的冲击,终致衰亡,留给后世严肃的思考问题——中华文化与世界范围的主流文化关系的难题。这是一部前人所未有的森林文化民族发展简史、森林帝国兴亡史。......
2023-07-02
在TIG焊熔透控制系统中,控制器采用的是模糊PID控制方法,这种控制系统在焊接过程中具有自校正控制的功能。熔透控制是在起弧稳定后开始的,为了保证控制的准确性,取前10个周期的熔宽平均值作为整个控制过程的熔宽参考值。根据这些控制规则,再按照模糊控制推理合成规则进行运算,采用最大隶属度方法进行模糊判决,经过多次的试验和修改,得到最终的模糊控制表。......
2023-06-26

本案中,各方当事人没有选择处理合同争议所适用的法律,故应当适用最能体现合同特征的当事人经常居所地以及与合同有最密切联系的中国法律。未正确选择联系最密切的法域,是指法官在审理案件时应当根据最密切联系原则来确定准据法,法官也运用了最密切联系原则,但是最终选择了错误的联系地。......
2023-08-17
木乃伊之谜说到埃及之谜,人们除了想到金字塔之外还会想到木乃伊。当然除了相信永生外,出于宗教信仰的原因,人们也会进行木乃伊的制作。在最出色的木乃伊中,有的是并没有经过精心处理却意外保留下来的。因此关于这些早期木乃伊的情况人们知之甚少。这种木乃伊叫“沙地木乃伊”。为此,要为亡者举行一系列名目繁多的复杂仪式,使他的各个器官重新发挥作用,使木乃伊能够复活,继续在来世生活。......
2024-06-20

中医学治未病的哲学思想与目前作为医学发展大趋势的大预防医学不谋而合。这段话从正反两方面强调防治未病的重要性,现已成为养生保健的金玉良言。治疗未病关键在于诊断未病。在以生命科学为中心的健康大趋势中,防病于未然,治病于始发阶段,这正是治未病的核心。......
2024-01-08

相关推荐