图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2023-06-15
焊接接头的孔穴包括残留气体形成的气孔和由于凝固时收缩造成的缩孔。气孔按形状分为球状气孔、条形气孔和虫形气孔;按数量可分为单个气孔(图6-4a)、均布气孔(图6-4b)、局部密集气孔(图6-4c)和链状气孔(图6-4d);缩孔可分为结晶缩孔和弧坑缩孔。
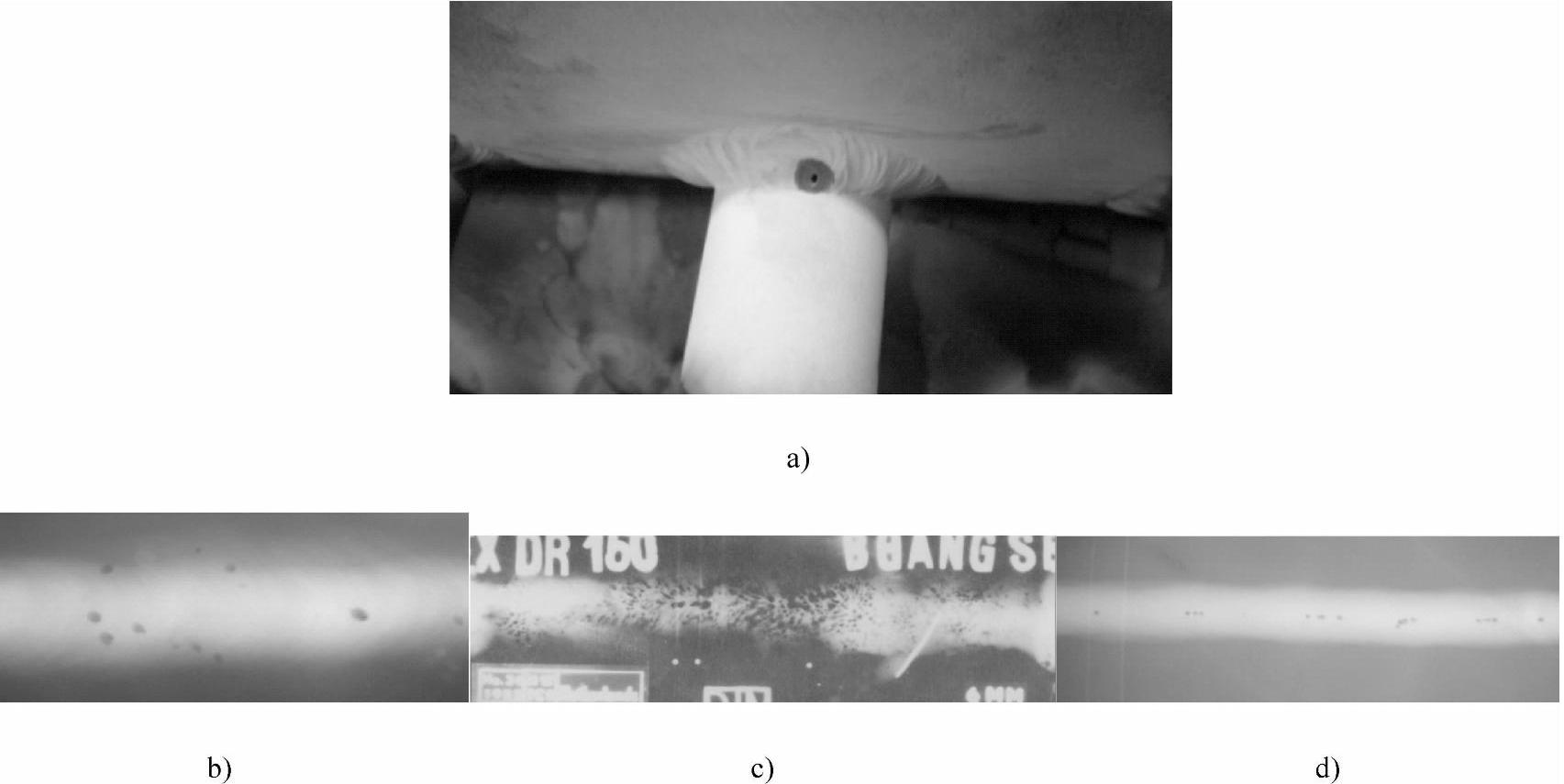
图6-4 气孔
气孔产生的原因主要是,常温固态金属中的气体溶解度只有高温液态金属中气体溶解度的几十分之一至几百分之一,熔池金属在凝固过程中,有大量的气体要从金属中逸出。当金属凝固速度大于气体逸出速度时,就形成了气孔。
缩孔产生的原因是,金属液凝固时补缩不足导致的孔洞状缺陷。
焊接中防止焊缝中产生气孔的常用方法:
1)仔细清除工件表面的污物,焊条电弧焊时在坡口两侧正反面各10mm、埋弧焊时各20mm范围内去除锈、油,并打磨至露出金属光泽,特别是在使用碱性焊条和埋弧焊时,更应做好清洁工作。
2)焊条和焊剂一定要严格按照规定的温度进行烘焙,烘干焊条时,每层焊条不能堆放太厚(一般1~3层),以免焊条烘干时受热不均和潮气不易排除。
3)不应使用过大的焊接电流。
4)采用直流电源施焊时,电源极性应为反接。
5)碱性焊条施焊时,应采用短弧焊。
6)引弧时应将焊条略作停顿,对引弧处进行预热,否则引弧处容易形成气孔。
7)采用焊条电弧焊打底、埋弧焊盖面的工艺时,打底焊条应为碱性焊条,用酸性焊条打底极易产生气孔。
8)气体保护焊时应调节气体流量至适当值,流量太小,保护不良,易使空气侵入形成气孔。
有关特种设备焊工考试实用培训教材的文章

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2023-06-15

氮气孔 产生原因是CO2气流保护层遭到破坏,使大量的空气侵入焊接区所致。防止措施是经常检查,及时发现并更换焊枪。氢气孔 产生原因焊缝表面的有杂质,CO2气体含有水分。防止措施是对焊件和焊丝表面作适当处理,对CO2气体进行提纯和干燥处理。表51 CO2气体保护焊焊接时产生气孔的原因及其防止措施......
2023-06-28

防止气孔的根本措施是减少气体来源和改善熔池排除气体的条件。类似的情况还有电弧电压过高造成电弧外露可能产生气孔。电弧磁偏吹 电弧偏吹产生气孔的情况常见于采用直流、高焊接速度焊接薄板,气孔常出现于焊缝末端。焊接时经常发生电弧磁偏吹现象,特别是在用直流电焊接时更为严重。为了减少磁偏吹的影响,应使接地线的位置尽可能远离焊缝终端;保持接地线与工件接触良好,或者采用交流弧焊电源以减弱磁偏吹的影响。......
2023-06-25

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2023-06-15

低周疲劳的循环应力往往是很高的,这种疲劳往往接近或超过材料的屈服强度,材料在每次应力循环中,都会产生一定量的塑性变形。由于构件在热膨胀及冷收缩时受到约束,因而在局部或不均匀区产生较大的局部变形,同时伴有较大的应力集中,容易引起热疲劳裂纹和损坏,降低钢的疲劳强度。......
2023-06-15
前面所举的铝及铝合金阳极氧化膜封闭工艺都是在加热的条件下进行的。为克服上述种种缺陷,近年来研究并开发出各种常温封闭工艺,并且有了很大的发展,目前,已经成为铝及铝合金阳极氧化膜封闭的主要处理手段。......
2023-06-22

环:事故发生时间为夜间23:35,陕西省规定0点到5点不允许大客车通行。本次事故牵扯有关单位17家。三是有发言权者(专家)心态问题。特别是要对目前正在使用的国家规范、标准提出修改意见,建设让祖国人民享用更加安全的道路,进而造福全人类。......
2023-11-23

日常办公礼仪是体现一个人文明修养程度及单位整体形象的标志。加强日常办公室礼仪,有利于增进团结,加深理解和沟通,化解矛盾,提高效率。当来访者故意找茬或蓄意骚扰、寻衅时,应保持高度的冷静与沉着,本着“有理、有利、有节”的原则,将事端制止于萌芽状态中,并将他们劝出办公场所,以免正常的工作秩序遭到干扰和破坏。必要时,应迅速与公安机关取得联系。......
2023-08-11
相关推荐