当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15
焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。
(一)机械矫正
机械矫正就是利用外力使工件产生新的塑性变形,其方向与焊接残余变形的方向相反,以抵消已经发生的焊接残余变形。采用机械矫正时,往往还通过锤击法来延展焊缝及其周边压缩塑性变形区域的金属,以达到消除焊接变形的目的。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。常用的矫正设备有压力机、滚床、千斤顶等,如图5-14所示。
(二)火焰矫正
火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。矫正时常用气焊焊炬或专用割炬,设备灵活机动,操作方便。火焰矫
正的效果关键在于正确选择加热位置、加热温度和加热形状,与冷却速度关系不大

图5-14 机械矫正实例
1.加热位置
正确选择火焰加热的位置是关键,错误的加热位置不但起不了矫正作用,反而会加重变形火焰加热应选在使它产生的变形方向与焊接残余变形方向相反的位置,如图5-15所示,以达到抵消焊接残余变形的目的。

图5-15 火焰矫正加热位置
2.加热形状
火焰加热形状有点状加热、线状加热、面状(常为三角形)加热,如图5-16所示

图5-16 火焰矫正加热形状
(1)点状加热 点状加热特别适用于薄板结构件波浪变形的矫正,一般采用多点加热,如图5-17a所示。加热点成梅花状均匀分布,加热点直径一般不小于20mm,间隔距离在50~80mm间,如图5-17b所示。对于变形量大或板厚的工件,可以适当加大加热点直径并缩小加热点间距,加热的同时还可以对加热区锤击,锤击时应垫上衬板,以防工件表面出现印痕。
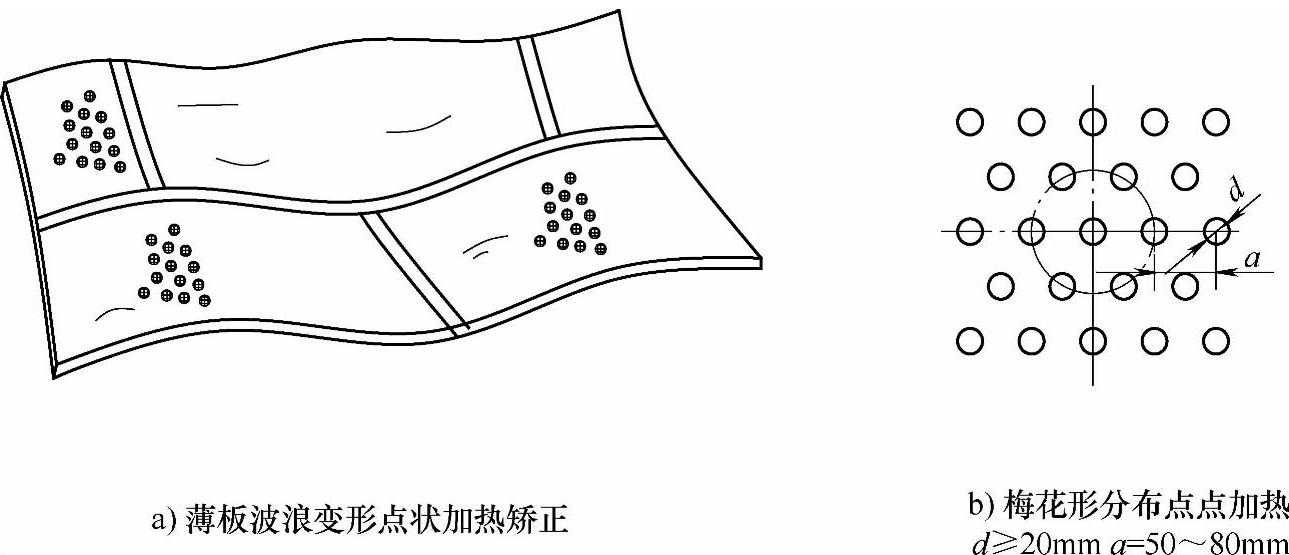
图5-17 多点梅花状加热分布
(2)线状加热 线状加热一般用于矫正变形量大、刚度较大的结构件。例如平板对接焊缝角变形的矫正如图5-15b所示,底板与筋板角焊缝产生角变形的矫正如图5-15c所示,箱形杆件的弯曲和扭曲变形的矫正如图5-18所示。加热时,火焰沿直线移动或带有横向摆动,形成一定宽度的加热带。
(3)面状加热 面状加热也叫三角形加热,对于矫正框架结构或梁等的弯曲变形有较明显效果。如T形梁(图5-19)或工字梁(图5-20)的矫正,加热区呈三角形,变形量大的一侧加热面积大,使其产生的收缩量大,达到整体变形得到矫正。
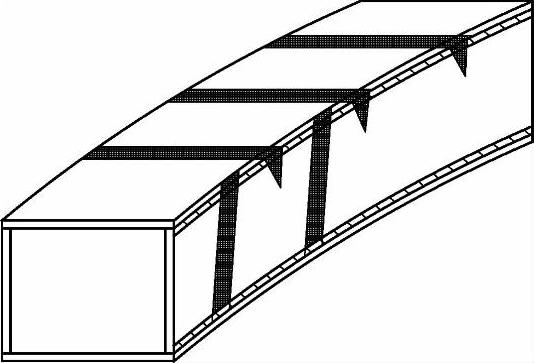
图5-18 线状加热矫正

图5-19 三角形加热矫正

图5-20 焊接工字梁弯曲变形矫正
实际使用过程中,面状加热和线状加热是同时使用,如工字梁弯曲变形的矫正,腹板上一般采用面状加热,翼板处一般采用线状加热,组合使用效果更明显。
3.加热区温度
火焰加热时,加热温度一般应控制在600~800℃。因加热区的温度不便测定,一般采用肉眼观察其颜色来判断加热温度,金属加热温度及其相应加热颜色见第二章表2-3。
高强度钢容器、低温容器、刚性拘束较大的厚壁容器,所以有应力腐蚀倾向、尺寸精度要求高、密封性能要求好、形状复杂的结构,焊后应做去应力处理。
有关特种设备焊工考试实用培训教材的文章

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15

厚板焊接问题主要为焊接变形难以控制和校正、焊接残余应力难以消除、焊接热循环难以控制、容易产生焊接热裂纹及层状撕裂等。因此,在实际生产中常需要有效地减少焊接残余应力与焊接变形,或者按照具体焊件的相关要求对其加以控制。......
2023-07-01

当厚度大于30mm时,对于容器类板结构,环境温度在0℃以下时要预热;对空腹或实腹结构,环境温度在-10℃左右焊接时应有挡风设备。因而施焊过程中控制焊接变形是一项最主要的任务。2)因焊接引起扭曲、波浪及弯曲变形,这类变形使产品性能下降,必须矫正和消除。5)采用合理焊接顺序和方向,如对称焊接、不增大焊缝断面与提高焊接速度等措施。表9-24 焊缝收缩量表9-25 结构一般尺寸公差表9-26 长度一般公差......
2023-07-02
同时在拼装时不应采用较大的外力强制组对,避免构件焊后产生过大的拘束应力而发生变形。变形校正的方法当钢构件发生弯曲或扭曲变形超过设计规定的范围时,必须进行矫正。条形钢结构变形主要采用火焰矫正。......
2023-08-22
焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。(一)根据焊接残余应力的产生原因分类根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。......
2023-06-23

焊接残余应力存在于焊接结构中,会导致焊接结构的承载能力下降。事实证明,许多结构未进行消除焊接残余应力处理,也能安全运行。焊接残余应力形成的根源是近缝区在焊接过程中产生的压缩塑性变形。因此消除残余应力的实质就是使焊接区产生适量的塑性伸长。按其性质,消除焊接残余应力的方法可分为热处理法和机械法。(一)焊后热处理消除焊接残余应力焊后热处理也叫高温回火处理,是目前最常用的焊后热处理方法。......
2023-06-23

焊接残余应力可以从设计和工艺两方面控制。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。......
2023-06-23

对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。......
2023-06-23
相关推荐