回湿水的来源是沟纹、孔隙或网眼,以及过压区中点后的毛毯中的侧流。脱水主要由压区压力下纤维网络层的机械受压和压区中点后从毛毯到纸页的回湿可能性所决定。在压区停留时间是脱水的制约因素。普通平压榨的机理是水平反向脱水,其优点是压缩均一和回湿少,但脱水效率低,由于纸页可能被压溃,负荷不能加得太大。垂直脱水存在压缩不均一的可能性和低车速时的高回湿性。......
2025-09-29
焊接变形分为焊接过程瞬间热变形和焊后残余变形,焊后残余变形以构件分,有面内变形和面外变形,面内变形包括焊缝纵向收缩变形、横向收缩变形、回转变形;面外变形包括角变形弯曲变形、波浪失稳变形、扭曲变形,如图5-13所示。
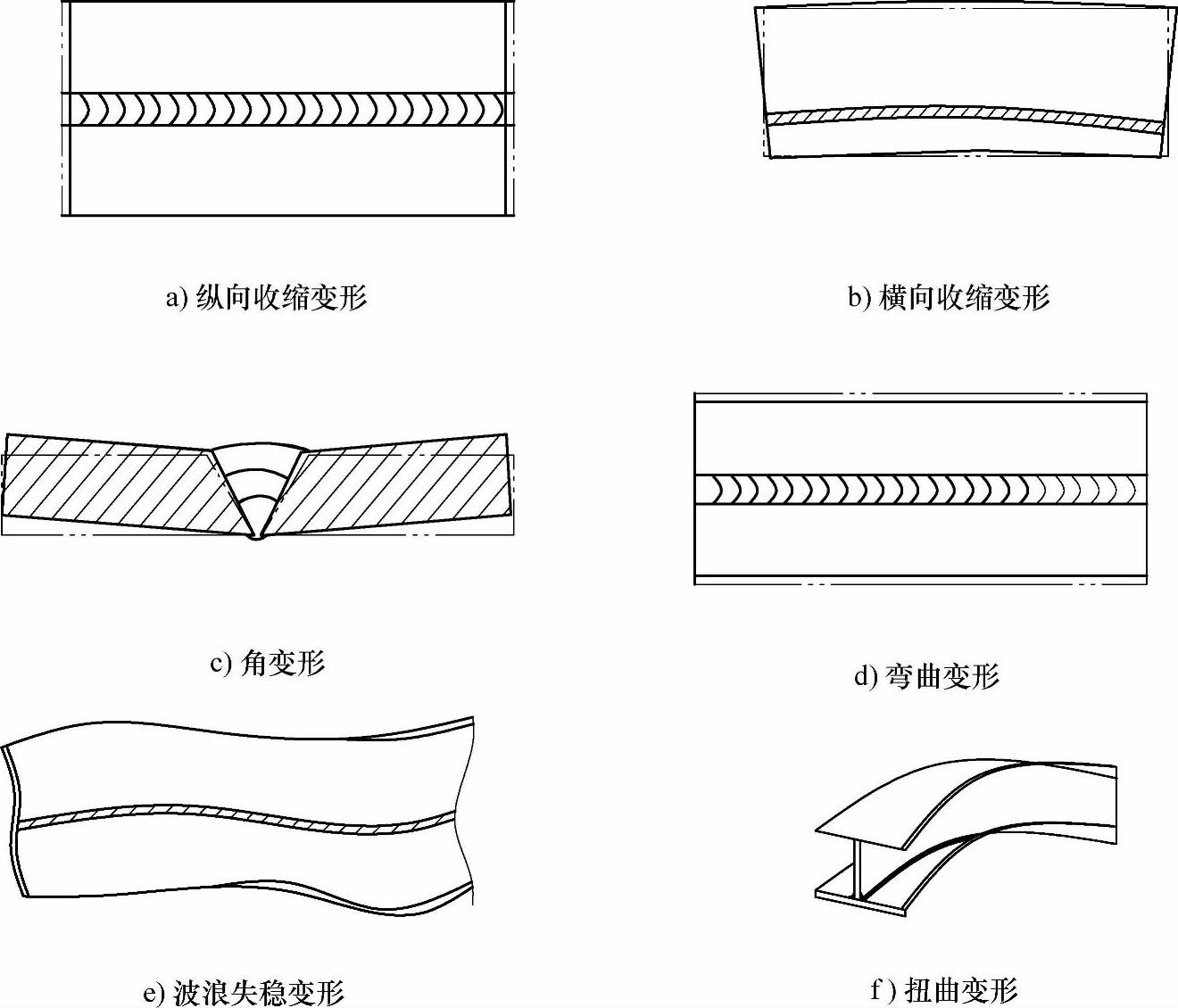
图5-13 焊接变形的种类
(一)纵向收缩变形
工件沿焊缝长度方向的收缩叫纵向收缩变形。对接焊缝纵向收缩量大约为焊缝长度的1/1000。但也会随焊缝熔敷金属截面积的增加而有所增大,工件材料的线胀系数越大,焊接后焊缝的纵向收缩量也越大,如铝和不锈钢的线胀系数大,则焊接后焊缝的纵向收缩量也大。当多层焊时,第一层的收缩量最大,第二层的收缩量是第一层收缩量的25%左右,第三层的收缩量约是第一层收缩量的6%~12%,以后几层更小。
(二)横向收缩变形
工件沿焊缝宽度方向的收缩叫横向收缩变形。焊缝的横向收缩变形随焊缝金属量、焊接热输入的增加而增加。所以对厚板来说,坡口角度越大,横向收缩量也越大。横向收缩量的估算经验公式:

式中 ΔL——横向收缩量(mm);
SH——焊缝横截面积(mm2);
δ——板厚(mm)。(https://www.chuimin.cn)
影响横向收缩量的因素有很多,如不同材料、不同工艺、不同结构、重复返修等。一般横向收缩量比纵向收缩量大得多。
(三)角变形
焊接时,由于焊缝区沿厚度方向产生的横向收缩的不均匀引起的弯曲变形叫角变形,如图5-13c所示。这种变形是由于坡口不对称,厚度方向上的热输入不同,金属填充量不同,使横向收缩变形在厚度方向上分布不均造成的。在对接、搭接、堆焊、T形接头的焊接时往往会产生角变形。
(四)弯曲变形
工件中性轴上下不对称的收缩所引起的变形称为弯曲变形。弯曲变形可由焊缝的纵向收缩和横向收缩共同作用引起或单一作用引起。弯曲变形的大小用挠度f的数值来衡量,挠度f是焊后工件的中心轴偏离工件原中心轴的最大距离,挠度越大,弯曲变形越大。弯曲变形常见于焊接梁、管道、柱子等工件。
(五)波浪失稳变形
刚性较小的工件,在焊缝的纵向收缩和横向收缩的共同作用下,远离焊缝区域产生压应力当压应力超过临界值就会使工件失稳,造成波浪失稳变形。薄板焊接时容易产生波浪变形。
(六)扭曲变形
扭曲变形是由于装配不良、施焊顺序或方向不合理而使焊缝的纵向、横向收缩没有规律所引起的变形。
相关文章

回湿水的来源是沟纹、孔隙或网眼,以及过压区中点后的毛毯中的侧流。脱水主要由压区压力下纤维网络层的机械受压和压区中点后从毛毯到纸页的回湿可能性所决定。在压区停留时间是脱水的制约因素。普通平压榨的机理是水平反向脱水,其优点是压缩均一和回湿少,但脱水效率低,由于纸页可能被压溃,负荷不能加得太大。垂直脱水存在压缩不均一的可能性和低车速时的高回湿性。......
2025-09-29

不同用途的弹药, 其威力要求也是不同的。弹药的威力大, 可以相应地减少弹药消耗量, 缩短完成战斗任务的时间。为了适应现代战争的需要, 用什么标准来衡量弹药威力的大小, 是一个值得进一步研究的问题。总的来说, 具体威力标准的提出与目标类型、弹药毁伤机理和战术使用等因素相关。表1-2弹药的威力指标影响弹药威力大小的因素有很多, 对具体弹药应当进行具体的分析。对此, 将在以后各章中分别予以说明。......
2025-09-29

另外,焊缝表面经过机械加工,将使应力集中程度大大减小,此时的对接接头疲劳强度也相应地提高。只有采用实际生产中很少应用的、非常高的焊接热输入焊接,才能使热影响区对应力集中的敏感性下降,其疲劳强度可比母材高得多。在实际的焊接结构中,如果热影响区的尺寸变化不大,就不会降低焊接接头的疲劳强度。......
2025-09-29

图2.24活性药型罩锥角对活性射流头部速度的影响活性药型罩锥角不同时,活性射流速度分布及温度分布数值模拟结果如图2.25和图2.26所示。此外,从图2.25和图2.26中还可看出,活性药型罩锥角对活性射流成形形貌也有较大影响。其主要原因在于,活性药型罩锥角的增加可降低活性射流速度梯度,从而提高活性射流的凝聚性以及连续性。......
2025-09-29

颗粒性结合淀粉合成酶与直链淀粉的合成有关,而可溶性淀粉合成酶则与支链淀粉的合成有关。这些参与支链淀粉合成的酶存在相互作用,所以支链淀粉合成的机理较为复杂。至今已有不少研究者在不同突变体材料的基础上,提出了许多支链淀粉的合成模式。分析分支酶、可溶性淀粉合成酶、脱分支酶的活性对支链淀粉结构的影响,有助于对淀粉生物合成机理的了解。......
2025-09-29

分析研究影响年径流量的因素,对年径流量的分析与计算具有重要的意义。这些因素主要从两方面影响年径流量,一方面通过流域蓄水变量ΔW影响年径流量的变化;另一方面,通过对气候因素的影响间接地对年径流量发生作用。所以,高程的增加对降水和蒸发的影响,一般情况下将使年径流量随高程的增加而增大。这些人类活动在改变年径流量的同时也改变了径流的年内分配。......
2025-09-29

影响数据质量的因素有很多,既有技术方面的因素,又有管理方面的因素。无论由哪个方面的因素造成的,其结果均表现为数据没有达到预期的质量指标[8]。图10-1数据的生命周期数据收集是指根据用户需求或者实际应用出发,收集相关数据。在数据收集阶段,引起数据质量问题发生的因素主要包括数据来源和数据录入。严格来说,数据备份阶段并不存在质量问题,它只是为数据使用提供一个安全和可靠的存储环境。......
2025-09-29

首先,从企业内部来看,在资源方面,无论是人力资源、资金资源还是技术资源都是转型的核心因素,而从制度层面,公司的流程、结构和文化又都会对转型的效果造成直接的影响。而沈阳机床则是因为决策层看到了未来国内低端机床将被逐渐淘汰的大趋势,在其销售量成为全国首位的关键一年做出的主动转型决定。......
2025-09-29
相关推荐