焊接残余应力可以从设计和工艺两方面控制。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。......
2023-06-23
焊接残余应力存在于焊接结构中,会导致焊接结构的承载能力下降。如使焊接结构的抗疲劳、抗脆断、抗应力腐蚀能力的降低,尺寸稳定性下降,增大受压杆件、梁的失稳性等。一般焊接残余应力的影响只有在一定的条件下才表现出来,如低温、疲劳载荷、存在焊接缺陷、尺寸精度要求较高等工况。事实证明,许多结构未进行消除焊接残余应力处理,也能安全运行。焊接结构是否应消除焊接残余应力,要根据结构的用途、所选用材料的性能等方面综合考虑。焊接残余应力形成的根源是近缝区在焊接过程中产生的压缩塑性变形。因此消除残余应力的实质就是使焊接区产生适量的塑性伸长。按其性质,消除焊接残余应力的方法可分为热处理法和机械法。热处理法有整体和局部消除应力热处理,机械法分为过载拉伸、振动等。
(一)焊后热处理消除焊接残余应力
焊后热处理也叫高温回火处理,是目前最常用的焊后热处理方法。就是将工件整体或局部加热到一定温度,保温一定时间,其间,工件金属不会发生相变,但屈服强度降低,在残余应力的作用下产生一定的塑性变形,达到消除焊接残余应力的目的,然后缓慢冷却。部分钢材的消除应力热处理温度及保温时间见表5-4。工件进出炉的温度应在400℃以下,当加热到400℃以上,升温速度不得超过5500/δPWHT℃/h,且不得超过220℃/h,一般情况不低于55℃/h。再缓慢降温在400℃以上,降温速度不得超过7000/δPWHT℃/h,且不得超过280℃/h,一般情况不低于55℃h。到400℃以下,可以出炉空冷,也可以随炉冷却。经过整体焊后热处理,工件上残余应力将有85%左右被消除。
表5-4 部分钢材的消除应力热处理及保温时间
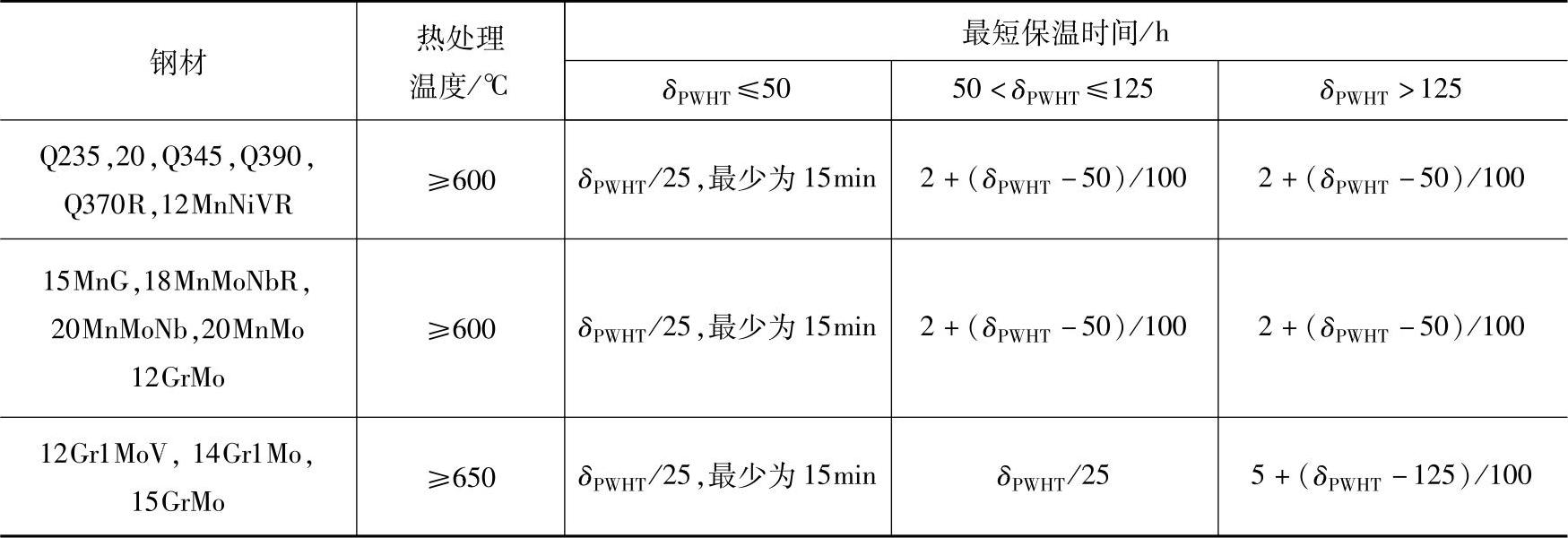
注:δPWHT表示焊后热处理厚度
当某些焊接结构件尺寸过大或不允许整体应力热处理时,如大型号厚壁容器、球罐等,可以选择分两次热处理或局部消除焊接残余应力热处理。分两次热处理时,重叠加热部分就在1500mm以上。局部消除焊接残余应力热处理可以降低焊接结构件残余应力的峰值,使应力分布趋于平缓,改善焊接接头的力学性能。局部热处理只适用于比较简单的工件,加热前应在外壁包裹绝热层,以降低温差和冷却速度,热处理加热宽度应大于焊缝每侧板厚的两倍。加热方法可选用电阻丝、远红外线、火焰、工频感应等。目前较常用的是远红外线加热方式。
(二)过载拉伸消除焊接残余应力
焊后对工件进行整体拉伸,能使焊接接头在拉力作用下产生一定塑性变形,与压缩残余变形相互抵消,以达到减小残余应力的目的。但整体拉伸程度要严格控制,以防止破坏工件的材料力学性能。锅炉压力容器耐压试验的压力一般大于工作压力,在进行耐压试验的同时也对工件进行了一次整体过载拉伸消除焊接残余应力。
(三)机械振动消除焊接残余应力
机械振动消除残余应力是用激振器使结构产生一个或多个共振或亚共振,使焊接残余应力得以释放,从而降低焊接残余应力或使应力重新分布。机械振动消除焊接残余应力的优点是设备简单、时间短、费用低、节能,目前在工件、铸件、锻件中应用较多,能有效提高工件的尺寸稳定,消除残余应力25%~60%。但振动处理过程中,可能会产生裂纹或引起裂纹扩展,因此在脆断、疲劳、应力腐蚀危险的情况下不宜采用。
机械振动消除焊接残余应力,激振器的安装位置及工件的支撑很关键,一般激振器应安装在工件振动的波峰处,支撑物可用具有弹性的橡胶等,支撑位置应在工件振动的波节处,如图5-12所示,以便最大限度地释放能量。波峰和波谷的位置可采用沙子或凭手感确定。

图5-12 激振器的安装和工件支撑位置
有关特种设备焊工考试实用培训教材的文章

焊接残余应力可以从设计和工艺两方面控制。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。......
2023-06-23

焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。(一)根据焊接残余应力的产生原因分类根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。......
2023-06-23
当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15
任何焊接结构件中都不可避免焊接应力的存在,并且直接影响焊接结构的制造质量和安全使用性能。当[σmax]接近于屈服强度时,焊接残余应力的影响逐渐消失。(二)对刚度的影响焊接残余应力与外载引起的应力相叠加,可能使工件局部提前屈服产生塑性变形,工件的刚度会因此而降低。残余应力对稳定性的影响取决于杆件的几何形状和内应力分布。所以焊接残余应力的存在对工件的加工精度有不同程度的影响。......
2023-06-23

焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2023-06-23

残余应力是热喷涂过程中普遍存在的一种现象,与喷涂工艺、基体及粉末性能、样品形状和喷涂参数等因素密切相关。涂层残余应力产生的原因很多,主要原因可归纳为两大类。涂层残余应力影响因素较多,当基体温度以及工艺参数发生改变时都会引起残余应力的改变。一般来说,涂层厚度越大残余应力越大。......
2023-06-18
目前常采用衍射法、曲率法、钻孔法和剥离法等测试方法对涂层的残余应力进行测量。根据残余应力测试方法对涂层质量有无机械损伤,将测试方法分为无损法和破坏法两类,现将主要的测试方法概述如下。由于X射线的穿透能力较低,仅能测试样品表面较薄一层的残余应力,测量深度仅为几十微米。目前已有采用微型钻孔测量涂层残余应力的方法问世。表5-15 几种主要涂层残余应力测试方法的比较......
2023-06-18

消除后进生不良心理的教育工作要注意一下态度和方法的运用:(一)多一份“爱心”,多一点“关爱”教育后进生,有“爱心”是首要。总而言之,教师的热爱和关心是消除后进生心理戒备,达到最有效转变的途径。教师应深入细致地了解掌握每一个“后进生”形成的原因,分析研究各自不同的心理特点,然后有针对性地研究出与其特点相应的教育方法,对症下药、循循善诱,重点做好心理疏导,唤醒其心灵深处的自尊意识,激发内在的进取动力。......
2023-10-18
相关推荐