目前常采用衍射法、曲率法、钻孔法和剥离法等测试方法对涂层的残余应力进行测量。根据残余应力测试方法对涂层质量有无机械损伤,将测试方法分为无损法和破坏法两类,现将主要的测试方法概述如下。由于X射线的穿透能力较低,仅能测试样品表面较薄一层的残余应力,测量深度仅为几十微米。目前已有采用微型钻孔测量涂层残余应力的方法问世。表5-15 几种主要涂层残余应力测试方法的比较......
2025-09-29
焊接残余应力可以从设计和工艺两方面控制。
(一)设计方面
应该在保证结构件有足够强度的前提下,尽量减少结构的刚性,采用全焊透的对接接头,有不等厚的要削薄圆滑过渡,减少焊接接头的数量、长度和尺寸,优先选用焊接性能好、韧性高的母材和焊材。焊接接头尽量对称于结构件截面的中心轴布置,避免密集和交叉布置。如GB150中规定筒节长度应不小于300mm,相邻筒节A类接头焊缝中间外圆弧长应大于板厚的3倍且不小于100mm;重要的T形结构采用根部焊透或深熔透结构;不在焊接接头上开孔;采用焊接接头系数(焊接接头系数指对接焊接的接头强度与母材强度的比值)为1的焊接接头,对接焊接接头要求100%射线检测;控制焊缝咬边深度和长度等;角焊缝凹形圆滑过渡;选择合理的焊接接头形式,将焊接接头布置在结构件最大应力区之外。
(二)工艺方面
1.焊前预热
焊前预热可使焊接接头的金属温差减少,减缓焊后冷却速度,从而降低焊接应力。
预热分整体预热法和局部预热法(包括加热减应区法)。局部预热法指焊接前,在结构件适当部位进行加热,如图5-8所示,使此部位伸长,在焊后冷却时,加热区和焊接接头的收缩方向相同,从而降低内应力。
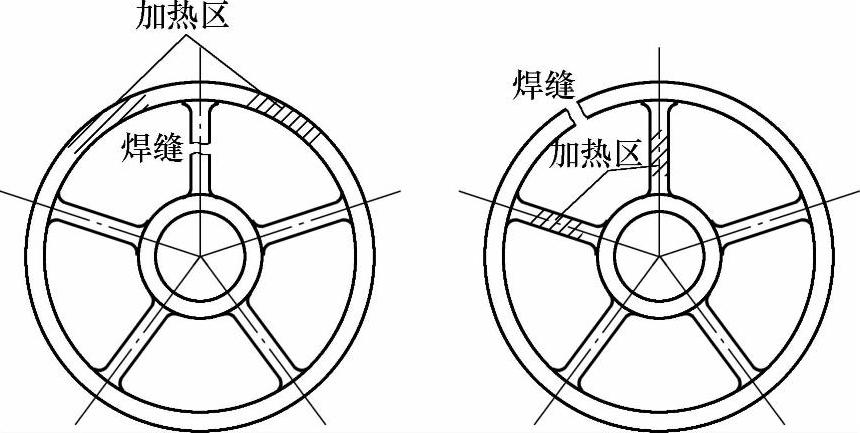
图5-8 断口焊前预热
2.选择合理的组焊顺序和方向
施焊前,应考虑焊缝尽可能自由收缩以减小结构的拘束度。厚板焊接时,可采用多层多道焊。焊接长焊缝或大型结构件时焊接顺序应从中间向两端或四周顺序进行焊接。如锅炉管板与管束、冷凝器和换热器的管板焊接宜采用放射交叉式的焊接顺序,如图5-9b所示。对于多焊接接头,焊缝收缩量不同时应先焊收缩量大的焊接接头,如图5-9c所示。在结构上同时存在对接接头和角接接头时,就先焊对接接头,如盖板对接的工字梁,因为盖板对接焊缝的横向收缩量大,必须先焊,然后再焊接主角焊缝,图5-10所示。装配焊接复杂多样的结构,应根据结构件的不同特点,分成几个简单部件,分别装配焊接后再总装焊接。结构上对称的焊缝,应对称施焊,使其变形能相互抵消一部分。焊缝布置不对称的结构,如焊缝分布在中性轴一侧,则可先焊靠近中性轴的焊缝,然后焊接远离中性轴的焊缝。一般应遵循先焊对接焊缝,再焊角接焊缝;先焊短焊缝再焊长焊缝;先焊纵焊缝,再焊环焊缝;先焊间隙小的焊缝,再焊间隙大的焊缝;先焊变形小的焊缝,再焊变形大的焊缝等原则
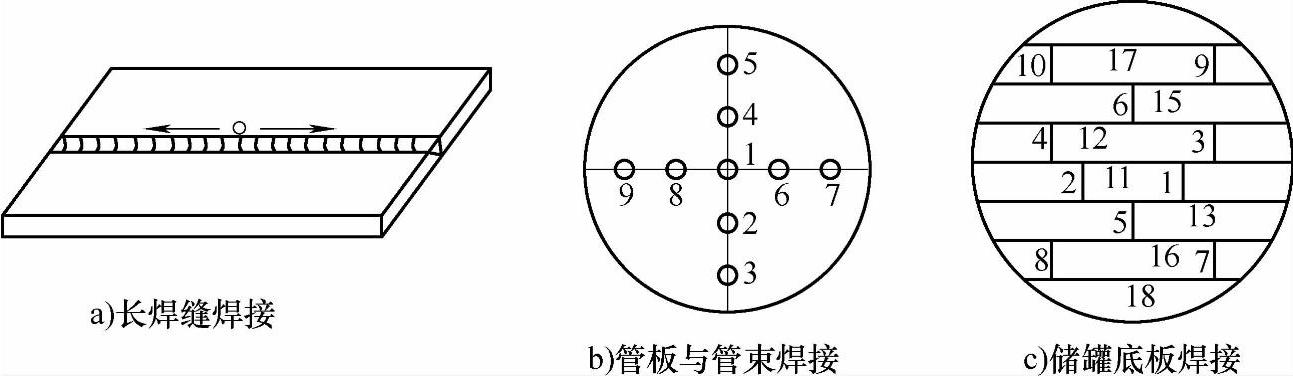
图5-9 采取合理的焊接顺序和方向(https://www.chuimin.cn)
3.选择合理的焊接参数
在保证焊接质量的前提下,尽量选用较小的焊接电流和较快的焊接速度,减小焊接热输入以减少工件的受热范围。对于厚板多道焊焊缝,选择小的焊接参数进行多层多道焊,并控制道间和层间温度,能有效减小焊接残余应力。
4.预制反变形法
预制反变形法指通过预先留出焊缝能够自由收缩的余量,使焊缝能够在一定程度上收缩,从而降低焊接残余应力。在焊接封闭环焊缝或其他刚性较大、自由度较小的焊缝时,可采取反变形措施,可以有效地控制焊接残余应力,如图5-11所示。
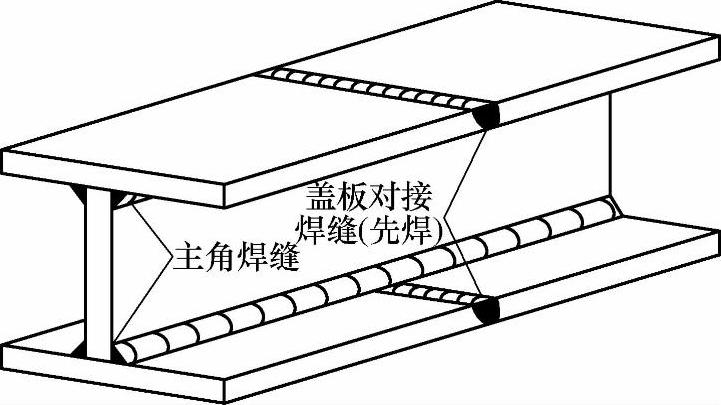
图5-10 工字梁盖板对接焊缝和主角焊缝的焊接顺序
5.锤击焊缝
每焊完一道焊缝,在焊缝冷却的同时用圆头小锤均匀地锤击焊缝使之延展,可以减小焊接残余应力。锤子重量为0.5kg左右,锤端带有R10mm左右的圆角,锤击时焊缝的温度应在300℃以上或100~150℃左右的范围内,不宜在200~300℃(蓝脆温度)温度区间进行。多层焊时,第一层和最后一层不宜锤击以免影响质量,其余每层都要锤击锤击时力度应保持均匀、适度。第一层不宜锤击是为了防止引起根部裂纹,最后一层不宜锤击是为了防止冷加工效应可能引起缺口冲击韧度的降低及影响表面质量。
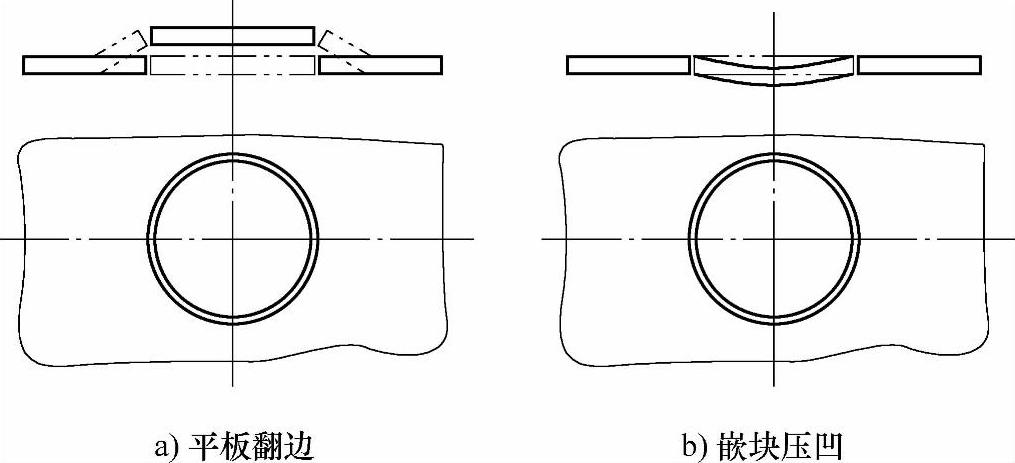
图5-11 反变形法
6.减小氢的存在
为了减小氢致应力集中,尽可能选择低氢型碱性焊接材料,焊接材料应严格按要求烘焙后使用,并且对焊接区域及其附近采取预热、打磨等措施,去除水分、油污、铁锈等有害物质。有必要时焊后对接头进行消氢处理,方法是加热到300~350℃,保温2h,这样有利于扩散氢的逸出。
相关文章

目前常采用衍射法、曲率法、钻孔法和剥离法等测试方法对涂层的残余应力进行测量。根据残余应力测试方法对涂层质量有无机械损伤,将测试方法分为无损法和破坏法两类,现将主要的测试方法概述如下。由于X射线的穿透能力较低,仅能测试样品表面较薄一层的残余应力,测量深度仅为几十微米。目前已有采用微型钻孔测量涂层残余应力的方法问世。表5-15 几种主要涂层残余应力测试方法的比较......
2025-09-29

残余应力是热喷涂过程中普遍存在的一种现象,与喷涂工艺、基体及粉末性能、样品形状和喷涂参数等因素密切相关。涂层残余应力产生的原因很多,主要原因可归纳为两大类。涂层残余应力影响因素较多,当基体温度以及工艺参数发生改变时都会引起残余应力的改变。一般来说,涂层厚度越大残余应力越大。......
2025-09-29

从而,在焊缝与母材的过渡处引发应力集中,使焊件遭到意外的破坏。与其他焊接接头相比,对接接头的应力集中较小,焊后还可以很容易地进行降低或消除应力集中。由搭接接头正面角焊缝的应力分布得知,在角焊缝的根部A点和焊趾B点应力集中较大,其数值与很多因素有关。联合角焊缝的工作应力分布 既有正面角焊缝,又有侧面角焊缝的搭接接头称为联合角焊缝搭接接头。......
2025-09-29
提高焊接结构疲劳强度的措施,主要有如下措施:1.降低应力集中1)采用合理的构件结构形式,减少应力集中,以提高疲劳强度。6)在焊接接头采用机械加工方法,来消除焊缝及其附近表面的各种沟槽,降低构件中的应力集中程度,可提高接头疲劳强度。......
2025-09-29

对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。......
2025-09-29

1)提高焊接生产率是推动焊接技术发展的重要驱动力,首先是如何提高焊接熔敷率。与传统的热源焊接相比,明显地增大了焊缝熔深,在一定的程度上降低了生产成本,提高了效率。当钢板厚度为50~300mm时,间隙设计为13mm左右,则焊缝的熔敷金属量成数倍、数十倍地降低,从而大大提高了生产率。该系统最大的特征是,除了在每根焊丝与焊件之间建立常规的焊接电弧外,还在两根焊丝之间产生间接的第三电弧,被称为“双丝三电弧”。......
2025-09-29
装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29

焊接接头的基本形式主要有对接接头、搭接接头、T形接头、角接接头和端接接头五种,其基本形式如图12-5所示。目前,合格的焊缝金属力学性能往往高于母材金属的性能。在焊接结构生产中,特别是在重要的焊接结构中,对接接头是最常见的一种接头形式。但是,搭接接头的应力分布是不均匀的,而且疲劳强度也低。这种接头应尽量避免采用单面角焊缝,根部未焊透使其承载能力非常低。这种接头不是主要受力焊缝,只起到焊接结构的连接作用。......
2025-09-29
相关推荐