装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29
焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。
(一)根据焊接残余应力的产生原因分类
根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。
1.温度应力
温度应力也称为热应力,它是在焊接过程中,由于焊接热源在工件上的局部加热,使工件受热不均匀,造成温度分布的不均匀、各处变形不一致且相互制约而产生的应力。它主要与工件金属的热物理性质、工件内的温度分布及材料高温时的力学性能有关。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。
2.组织应力
焊接过程中由于焊接热循环的作用引起局部金属组织发生转变,随着金属组织发生变化而出现比体积变化,这种比体积的变化受到阻碍时便产生了应力。这种由于组织转变而引起的内应力叫组织应力。如奥氏体分解为珠光体进而引起比体积的增大,从而引起体积的变化,并且受到周边金属的约束,同时组织的转变也是不均匀的,因此便产生了组织应力。
3.拘束应力
焊接过程往往是在结构自身拘束或外部拘束条件下进行的,它与结构形式、刚度、自重、焊接接头的位置、焊接顺序以及夹持工装卡具的位置及松紧程度等因素有关。这种拘束条件下的焊接,由于受到自身拘束或外部拘束的限制,不能自由变形便产生了拘束应力。
4.氢致应力
在焊接过程中,由于焊接材料或操作技能等因素的影响,焊缝局部会产生显微缺陷,如气孔、夹渣等,扩散氢向显微缺陷处聚集,导致局部氢的压力增大,便产生氢致应力。氢致应力是导致焊接冷裂纹的重要因素之一。
(二)根据焊接残余应力的作用形式分类
根据焊接残余应力的作用形式可分为拉应力、压应力、切应力。焊接过程中,焊缝区及周边一定范围内的金属受热膨胀,但受到离焊接热源更远处的低温金属的拘束,使受热膨胀金属受压应力作用,而周围低温部位的金属受拉应力作用,如图5-3的Ⅰ所示。冷却时焊缝及周边一定范围内的金属收缩,但又受到离焊接热源更远处金属的制约,则产生拉应力,而离焊接热源更远处的金属受到压应力,如图5-3的Ⅱ所示。当焊缝两侧金属受到的拉应力或压应力不同时,焊缝区则产生了切应力。
(三)根据焊接残余应力对焊缝的作用方向分类
根据焊接残余应力对焊缝的作用方向可分为纵向应力和横向应力。纵向应力是平行于焊缝方向的应力,横向应力是垂直于焊缝方向的应力。
(四)根据焊接残余应力在结构中的作用方向分类
根据焊接残余应力在结构中的作用方向可分为单向应力、双向应力和体积应力。(https://www.chuimin.cn)
1.单向应力
在工件中只沿一个方向存在的应力叫单向应力,也称线应力。薄板焊接和圆棒对接时,长而窄的对接焊缝及表面堆焊结构中,如图5-4所示。

图5-3 焊接加热和冷却时的应力
注:“+”为拉应力,“-”为压应力
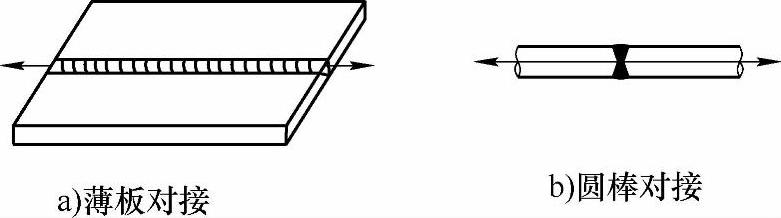
图5-4 焊接单向应力
2.双向应力
在一个平面内沿着不同方向存在焊接残余应力,即纵向和横向都存在应力叫双向应力,也叫平面应力。如较厚板对接或宽板对接焊、表面堆焊及薄板十字焊接接头的结构,如图5-5所示。
3.体积应力
在工件中沿空间三个方向上作用的应力叫体积应力,也叫三向应力。如厚大工件、表面堆焊、立体交叉焊的结构中,如图5-6所示。
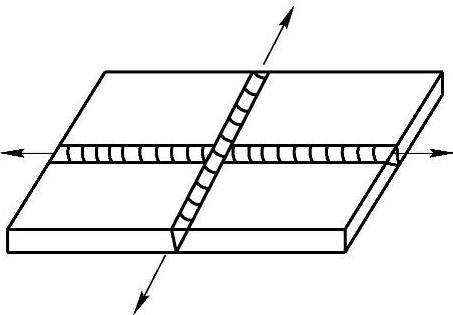
图5-5 焊接双向应力
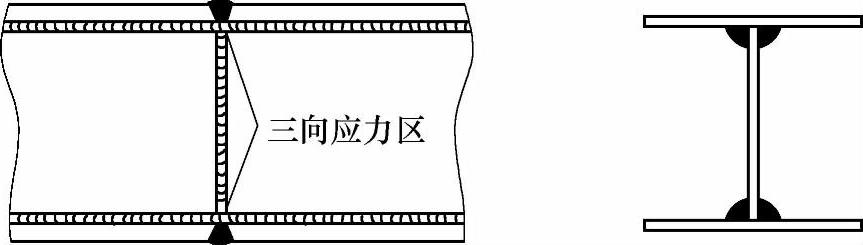
图5-6 焊接体积应力
相关文章

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2025-09-29

目前常采用衍射法、曲率法、钻孔法和剥离法等测试方法对涂层的残余应力进行测量。根据残余应力测试方法对涂层质量有无机械损伤,将测试方法分为无损法和破坏法两类,现将主要的测试方法概述如下。由于X射线的穿透能力较低,仅能测试样品表面较薄一层的残余应力,测量深度仅为几十微米。目前已有采用微型钻孔测量涂层残余应力的方法问世。表5-15 几种主要涂层残余应力测试方法的比较......
2025-09-29

残余应力是热喷涂过程中普遍存在的一种现象,与喷涂工艺、基体及粉末性能、样品形状和喷涂参数等因素密切相关。涂层残余应力产生的原因很多,主要原因可归纳为两大类。涂层残余应力影响因素较多,当基体温度以及工艺参数发生改变时都会引起残余应力的改变。一般来说,涂层厚度越大残余应力越大。......
2025-09-29

对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。......
2025-09-29
从而,在焊缝与母材的过渡处引发应力集中,使焊件遭到意外的破坏。与其他焊接接头相比,对接接头的应力集中较小,焊后还可以很容易地进行降低或消除应力集中。由搭接接头正面角焊缝的应力分布得知,在角焊缝的根部A点和焊趾B点应力集中较大,其数值与很多因素有关。联合角焊缝的工作应力分布 既有正面角焊缝,又有侧面角焊缝的搭接接头称为联合角焊缝搭接接头。......
2025-09-29
焊接工艺规程分为通用焊接工艺规程和专用焊接工艺规程两种。4)在钢结构制造过程中,需要通过确定一定的焊接顺序,达到控制构件焊接变形的目的。通过编制专用焊接工艺规程,详细规定母材金属、焊接材料、焊接方法、焊接操作技术、焊接顺序和焊后热处理等要求,从而保证该工程的技术要求。......
2025-09-29


相关推荐