当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15
焊接过程是金属进行局部加热和冷却的过程,即焊接热循环过程。焊接热循环指焊接过程中,在焊接热源的作用下,工件上某点温度随时间变化的过程,其特征是加热速度很快,在最高温度下停留时间很短,随后各点按照不同的冷却速度进行冷却,因此工件上温度的分布具有不均匀性,如图5-1所示。低碳钢熔池的平均温度达到1700℃以上,熔池周围温度迅速递减。在此过程中造成金属内部不均匀的膨胀和收缩,结果产生了焊接应力和焊接变形。对于普通金属结构而言焊后产生焊接残余应力和焊接残余变形的基本原因则是焊后焊缝区的金属发生了纵向和横向收缩。
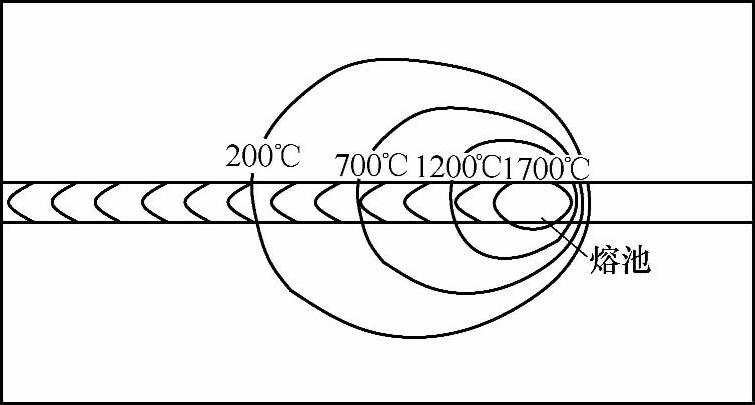
图5-1 熔池四周温度
假设在焊接过程中工件整体均匀受热,则加热膨胀和冷却收缩将不受拘束而处于自由状态那么焊后工件不会产生焊接残余应力和焊接残余变形,见表5-1。但实际上工件是局部不均匀地加热和冷却。用一根金属棒进行不均匀加热和冷却实验,可以模拟金属材料的焊接过程,见表5-2、表5-3。
表5-1 金属棒自由膨胀和收缩
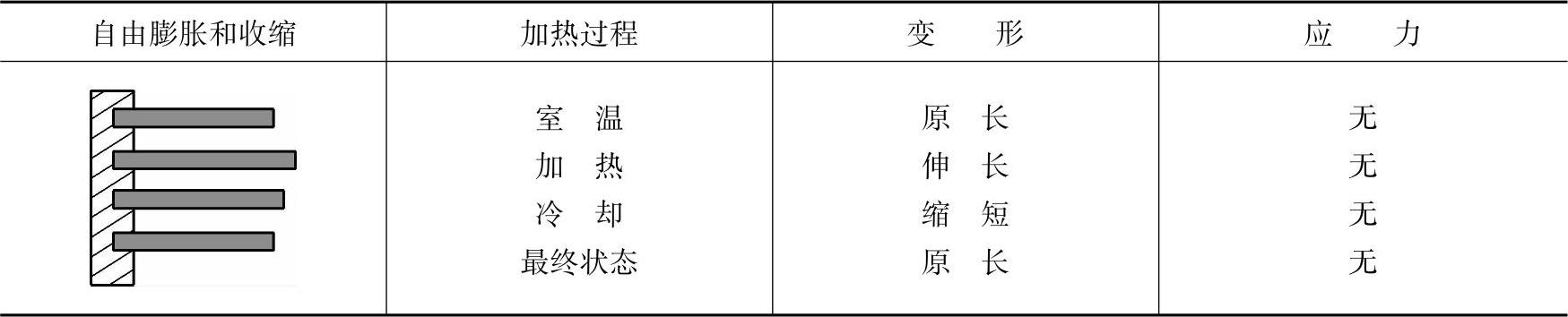
表5-2 金属棒膨胀受阻和自由收缩
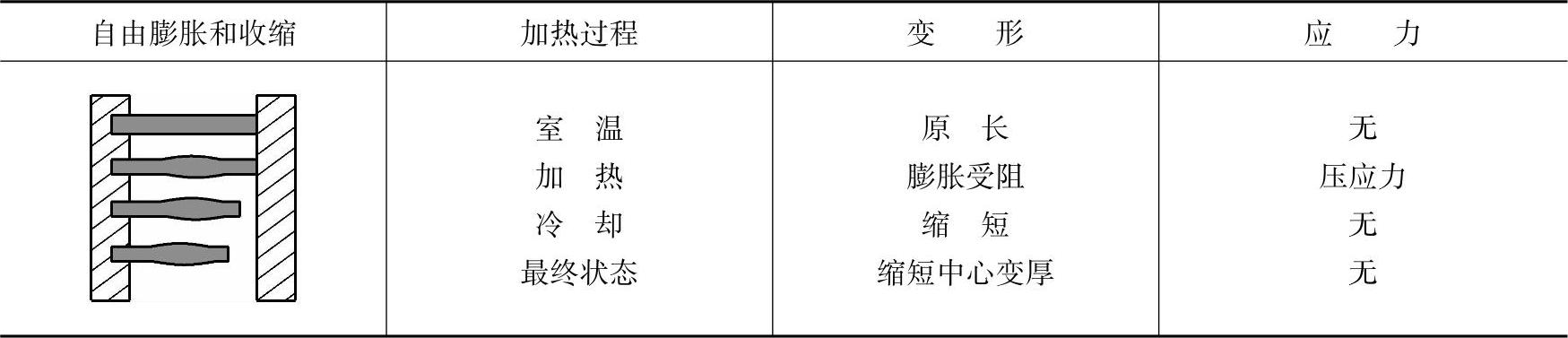
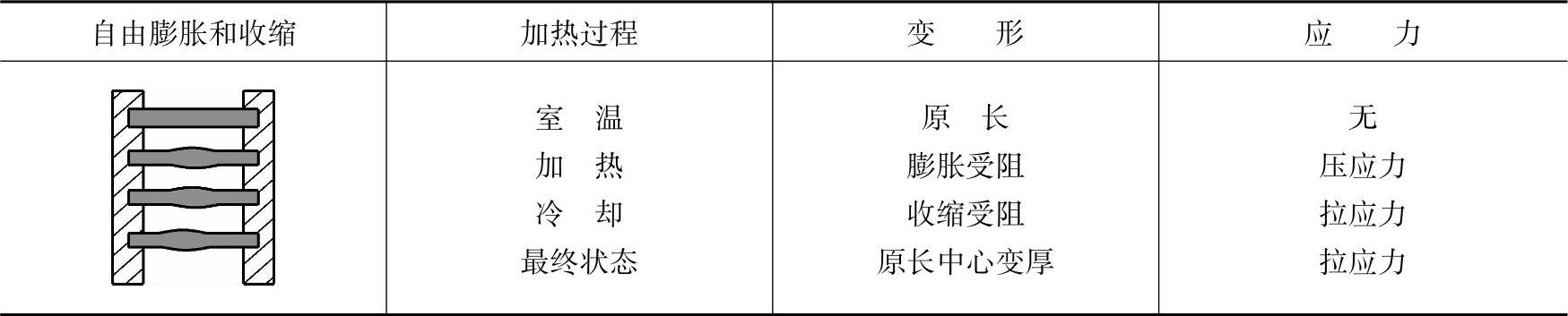
表5-3 金属棒膨胀和收缩都受拘束
从表5-2可知,金属棒加热时,膨胀受到阻碍,产生了压应力,在压应力的作用下,产生一定热压缩塑性变形。冷却时,金属棒可以自由收缩,冷却到室温后金属棒长度有所缩短,应力消失。
由表5-3可知,金属棒在加热和冷却过程中都受到拘束,其长度几乎不能伸长也不能缩短加热时,棒内产生压缩塑性变形;冷却时的收缩使棒内产生拉应力和拉伸变形。当冷却到室温后,金属棒长度几乎不变,但金属棒内产生了较大的拉伸应力。
在焊接过程中,电弧热源对工件进行了局部加热,整个工件温度处于不均匀状态,焊缝及其附近金属加热到高温时,由于受到周围温度较低部分金属的阻碍,不能自由膨胀而产生了压应力,如果压应力足够大就会产生塑性变形。当焊缝及其附近金属冷却发生收缩时,同样会由于周围较低温度的焊缝金属的拘束,不能自由收缩,在产生一定的拉伸变形的同时,产生了焊接拉应力。

图5-2 平板对接
例如试板不受拘束,则高温时能自由膨胀,冷却后不受任何拘束自由收缩,由于熔敷金属的填充量较多,因而自由收缩量较大,会产生角变形,但没有焊接应力。如果对V形坡口平板对焊进行刚性固定,则加热膨胀在试板内会产生压应力和压缩变形,冷却收缩在试板内产生拉应力和拉伸塑性变形冷却到室温后,若解除拘束,则试板变形很小几乎看不出来,但其内部会产生较大的拉应力,如图5-2 所示。
由以上分析可知,焊接过程中,对工件进行局部不均匀加热是产生焊接残余应力和焊接残余变形的主要原因。焊接接头的收缩造成了焊接结构的各种变形。另外在焊接过程中,焊接接头晶粒组织发生转变引起体积的变化,也会在金属内部产生焊接应力,同时也可能引起焊接变形。焊接残余应力和焊接残余变形同时存在,又相互制约。如果外力使焊接残余变形减小,则残余应力会增大;如果使残余应力减小,则残余变形会增大,应力和变形同时完全消除是不可能的。
有关特种设备焊工考试实用培训教材的文章

当焊缝冷却后收缩,由于受到接头周围金属的限制,而不能自由收缩时受到拉伸,产生拉应力,即焊接残余应力。控制焊接残余应力的主要方法如下:1.机械拉伸法焊后对焊接构件进行加载,使焊接接头中的不协调应变区进行拉伸到屈服,从而减少由焊接引起的拉伸残余应力,使内应力有所降低。......
2023-06-15

焊接应力与变形直接影响焊接结构的制造质量及使用性能,如焊件的尺寸精度、刚度、稳定性以及耐蚀性等。焊接应力与变形过大时,不仅会使产品制造难度加大,而且会导致产品报废,造成巨大的经济损失。在实际焊接结构中,应尽量减少焊接变形。预防焊接变形主要从结构设计及焊接工艺措施方面进行。......
2023-06-24

焊接应力与变形问题可以分为两类,一是焊接过程中的瞬态应力应变分析;二是焊接后的残余应力与应变。对后者进行分析计算的较多,主要是为了预测和降低残余应力、控制变形以及防止缺陷的产生。图12-44是较为熟知的平板对接焊试件焊后上表面纵横方向残余应力的分布图。图12-47对封闭环形法兰对接焊的补焊残余应力仿真预测。结果表明,沿着修复焊缝方向上的周向残余应力大小和范围在补焊后具有明显增加,补焊长度越短,残余应力越大。......
2023-07-02

虽然Blech结构在铝条的电迁移的实验研究中经常被人们使用,但关于背应力起源的问题仍亟待解决。如图8.7所示,如果将一个短条约束在刚性壁上,那么我们可以很容易地想象出电迁移在阳极所产生的压应力。负号表明该应力状态为压应力。焊点中电迁移造成的背应力没有铝中的背应力大,就是因为焊料的同源温度较高。显然,在电迁移开始时,条带的背应力是非线性的,如图8.8中曲线所示。......
2023-06-20

但刚性固定法减少变形同时增大应力,必须注意防止裂纹产生。必要时柱的垂偏可采用反向预置偏斜法控制,采用焊后矫正变形法。Q235钢可以在650℃以下浇水冷却,Q345及Q460钢不允许浇水冷却,只能空冷。......
2023-07-02
图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2023-06-15

焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2023-06-23

在渗透变形试验的前期,渗透系数随水力梯度的增加变化幅度不大,基本保持不变。表5.6给出了渗透变形试验规程和本书建议的方法得到的临界水力梯度对比。由表5.6可知,含黏粗粒土试样即使在应力较低的情况下,其渗透变形的临界水力梯度也较“零附加应力”状态下的试件临界水力梯度高出许多。......
2023-06-28
相关推荐