图13-1所示为焊前清理要求示意图。焊接材料标识应该完好,标识不清楚不能使用,避免错用。图13-4 焊接仪表的检定标记4.焊接人员资质的确认焊工资质的确认 焊工应通过国家标准所规定的考核,取得相应资质才可进行规定项目的焊接。......
2023-07-02
(一)复合钢板的焊接特点
1.奥氏体系复合钢板的焊接特点
奥氏体系复合钢板是指覆层为奥氏体钢、基层为珠光体钢的复合钢板。这类钢的焊接特点①基层与覆层母材及焊材均存在较大差异,因此稀释作用强烈,增大了结晶裂纹倾向。②熔合区可能出现马氏体组织,导致硬度和脆性增加。③基层与覆层的含Cr量差别较大,促使碳向覆层迁移,加剧熔合区的脆化和另一侧热影响区的软化。
2.铁素体-马氏体系复合钢板的焊接特点
铁素体-马氏体系复合钢板是指覆层为铁素体-马氏体钢、基层为珠光体钢的复合钢板。其焊接特点与奥氏体系复合钢板相类似,还有就是这类复合钢板产生冷裂纹的潜伏期与填充材料种类及焊接工艺密切相关,因此焊接检验不能焊后立即进行。
(二)复合钢板的焊接工艺要点
为保证复合钢板的焊接质量,首先要恰当地分别选择覆层和基层的焊接材料,为更有效地防止稀释和碳迁移问题,在基层与覆层之间加焊隔离层,因此还要选好隔离层焊接材料。选择焊接材料的基本原则是,覆层用焊接材料应保证熔敷金属的主要合金元素含量不低于覆层母材标准规定的下限值;对于有防止晶间腐蚀要求的焊接接头,应保证熔敷金属中含有一定量的铌、钛等稳定化元素或超低碳。对于基层应按基层钢材合金含量选用焊接材料,保证焊接接头的抗拉强度不低于基层母材标准规定的抗拉强度下限值。隔离层焊接材料宜选用25Cr-13Ni型或25Cr-20Ni型,以保证能补充基层对覆层造成的稀释;覆层如果是含钼钢则应选用25Cr-13Ni-Mo型。
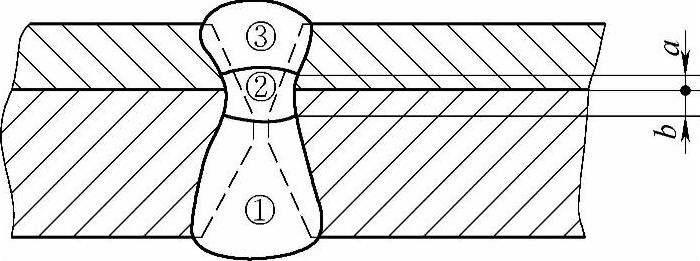
图4-2 复合钢板的焊接顺序
复合钢板的焊接顺序一般为:先焊基层①焊缝,再焊隔离层②焊缝,最后焊覆层③焊缝,如图4-2所示。为防止覆层金属混入第一道基层焊缝,可预先将接头附近的覆层金属加工掉一部分。隔离层焊接宜用小热输入、反极性、直线运条和多层多道焊。隔离层在基层的厚度b宜为1.5~2.5mm,在覆层的厚度a宜为0.5~0.5倍覆层厚度,且不大于1.8mm。焊前需要预热的焊接接头,宜按基层母材金属的要求进行。
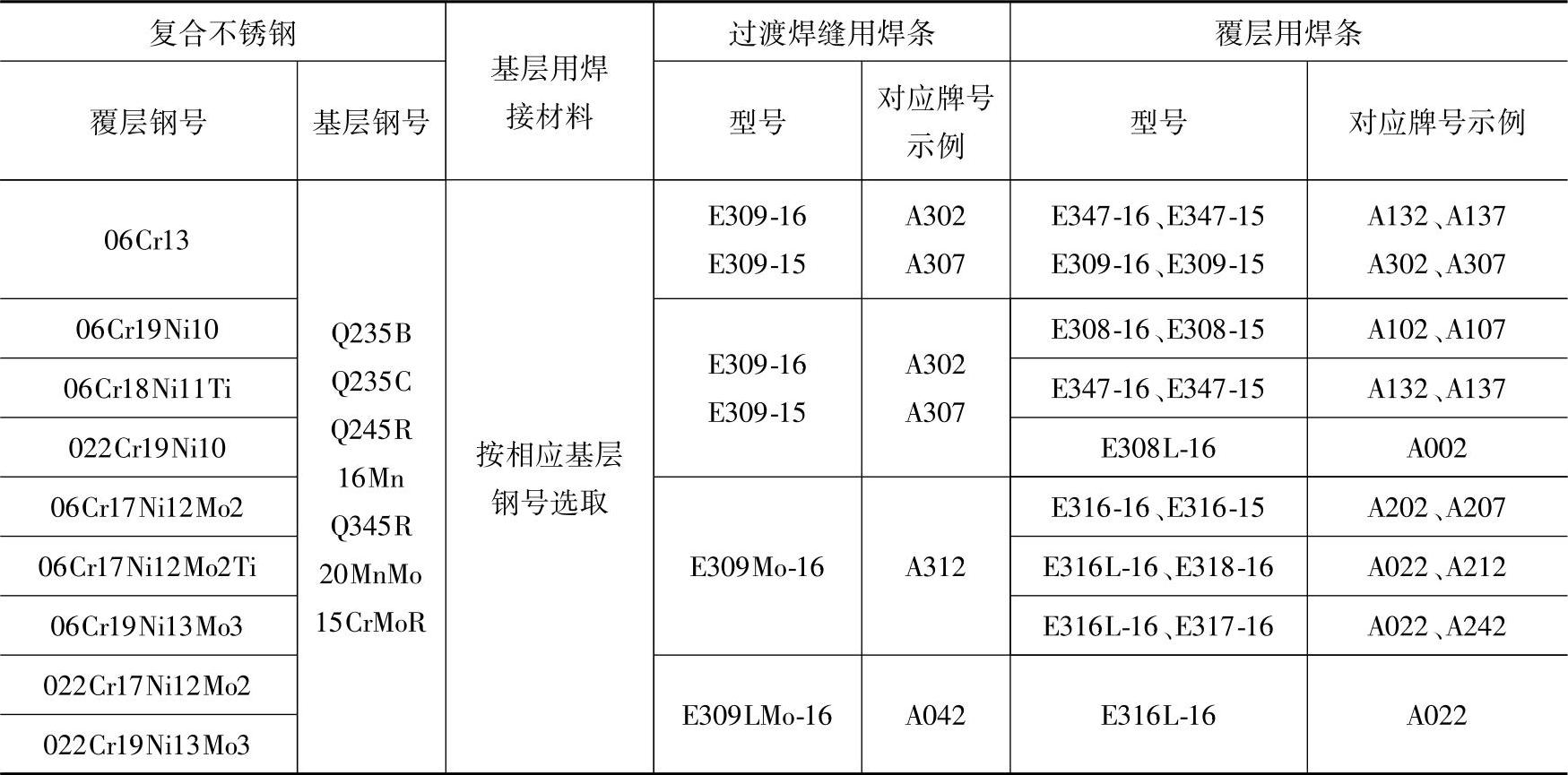
(三)常用复合不锈钢推荐选用的焊接材料(见表4-7)
表4-7 常用复合不锈钢推荐选用的焊接材料
有关特种设备焊工考试实用培训教材的文章

图13-1所示为焊前清理要求示意图。焊接材料标识应该完好,标识不清楚不能使用,避免错用。图13-4 焊接仪表的检定标记4.焊接人员资质的确认焊工资质的确认 焊工应通过国家标准所规定的考核,取得相应资质才可进行规定项目的焊接。......
2023-07-02

3)冲击试验用来测定焊接接头和焊缝金属在受冲击载荷时抗折断的能力。焊接结束后将焊接试板、焊接试样进行试件加工,从而进行理化试验,用以验证焊接产品的符合性。图13-12所示为覆膜金相的现场检验。......
2023-07-02
(一)奥氏体不锈钢的焊接特点与其他不锈钢相比,奥氏体不锈钢的焊接性相对较好。造成奥氏体不锈钢应力腐蚀开裂的主要原因是焊接残余应力,而焊接接头的组织变化或应力集中的存在,以及局部腐蚀介质浓缩也是影响应力腐蚀开裂的原因。(三)铁素体不锈钢的焊接特点在焊接高温作用下,加热温度达到1000℃以上的热影响区特别是近缝区的晶粒会急剧长大焊后即使快速冷却,也无法避免因晶粒粗大而引起的韧性急剧下降及较高的晶间腐蚀倾向。......
2023-06-23

当焊缝金属的强度超过母材金属,缩颈和破坏会发生在母材金属区。焊接接头的拉伸试验还可发现断口处有无气孔、裂纹、夹渣或其他焊接缺陷。焊接接头弯曲及压扁试验按照GB/T 2653《焊接接头弯曲试验方法》的规定进行。......
2023-06-23

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28
焊接更容易制造水密性与气密性要求高的结构,已广泛用于压力容器、舰船、储罐等结构的制造。焊接结构的服役性能和安全性,是当今焊接结构设计与制造关注的首要问题,特别像核电站、大型客机、石油化工企业等,一旦发生事故,往往造成生命财产的巨大损失。因此焊接结构在使用过程中,不应产生弹性失效、塑性失稳及断裂等突发的致命破坏。图1-3为影响焊接结构制造性能的主要因素。焊接结构在制造过程中,消耗了大量材料及能源。......
2023-07-02

表7-20 3.5Ni低温钢板对接平焊的焊接参数2)焊接过程采用短弧焊接,弧长以5~8mm为主,注意控制焊接速度,为了获得良好的气体保护和焊缝成形,焊条与焊缝成90°夹角。......
2023-06-15

相关推荐