除耐热钢以外,低合金钢还包括高强钢、低温钢以及耐蚀钢,本节主要对高强钢的焊接进行介绍。中碳调质钢,由于含碳量较高,因此强度较高,但焊接性较差。低合金钢焊接材料的选用原则。高强钢焊接时,一般应选择与母材强度相当的焊接材料,必须综合考虑焊缝金属的韧性、塑性及强度。热轧、正火钢焊接时,热影响区中被加热到1100℃以上的粗晶区是焊接接头的薄弱区。采用小的线能量有助于改善正火钢粗晶区的韧性。......
2023-06-24
(一)异种钢焊接结构常用的钢种
按照金相组织分类,主要有珠光体钢、马氏体-铁素体钢和奥氏体钢等三大类型。
(二)异种钢的焊接特点和焊接工艺
异种钢焊接的突出问题在于焊接接头的化学不均匀性及由此引起的组织和力学性能的不均匀性、界面组织的不稳定性及应力应变的复杂性等,协调和处理好这些问题是制定异种钢焊接工艺的依据,也是获得满意焊接接头的关键。
1.焊接方法的选择
大部分熔焊和压焊都可以用于异种钢的焊接。一般生产条件下焊条电弧焊使用最方便,因为焊条种类多,可以根据不同异种钢的组合灵活选择,适应性非常强。
2.焊接材料的选择
异种钢焊接时,必须按照异种钢母材的化学成分、性能、接头形式和使用要求正确选择焊接材料。对于金相组织比较接近的异种钢接头,焊接材料的选择要点是要求焊缝金属的力学性能及耐热性等其他性能不低于母材中性能要求较低一侧的指标。但有时反而按性能要求较高的母材来选用焊接材料,可能更有利于避免焊接缺欠的产生。而对于金相组织差别比较大的异种钢接头,如珠光体奥氏体异种钢接头,则必须考虑填充金属受到稀释后,焊接接头性能仍能得到保障来选择焊接材料。总之焊接材料选择可以归纳为四点:一是接头要能保证设计所需的性能;二是满足焊接性的要求;三是在接头不产生裂纹的前提下,当不能兼顾强度和塑性时,优先选用塑性好的填充金属;四是经济、易得、焊接工艺性能好。表4-4中列有异种钢焊接时焊接材料的推荐牌号,可供参考。
表4-4 不同类别、组别号相焊推荐选用的焊接材料表(类别、组别号见表2-6

注:焊条型号是引用GB/T 5117—1995、GB/T 5118—1995、GB/T 983—1995中的型号,新旧标准的型号对比可参考第二章第二节。
3.坡口角度
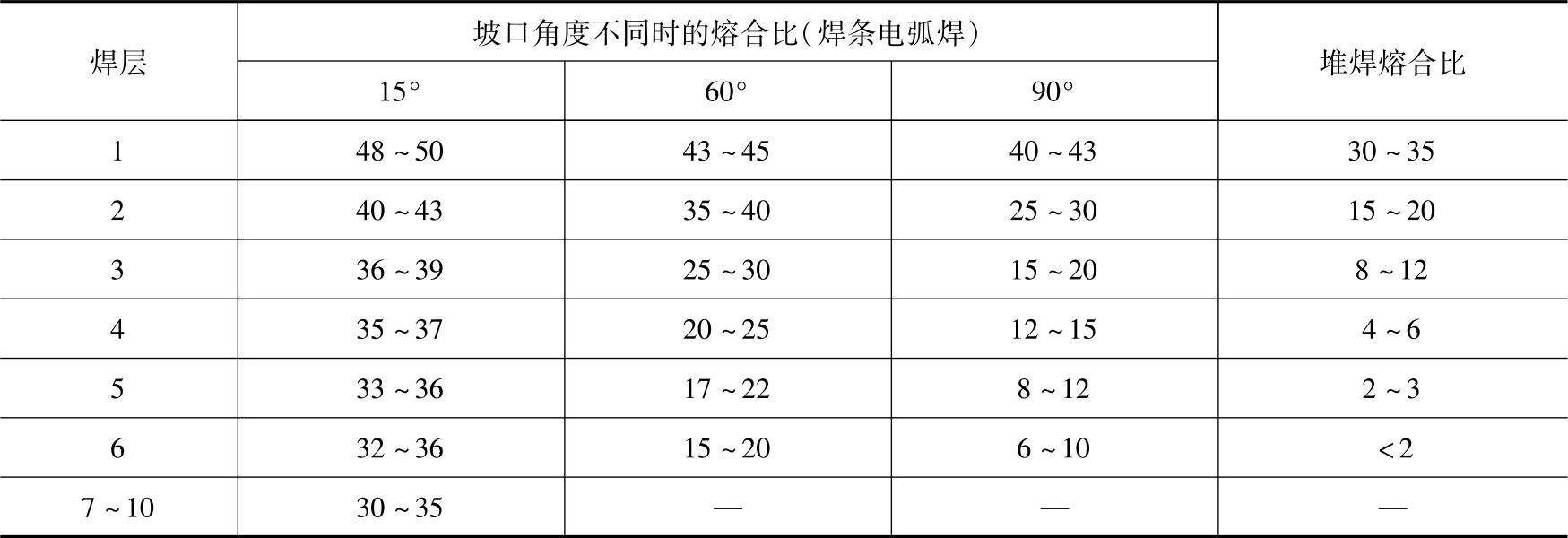
异种钢焊接时确定坡口角度的主要依据除母材厚度外,还有熔合比。一般坡口角度越大,熔合比越小,表4-5列出了焊接电弧焊和堆焊时熔合比与坡口角度、焊道层数之间的关系。从中可以看出,坡口角度不同,每一层的熔合比变化也不同,一般在第三层以前的熔合比变化较大。堆焊则相当于坡口角度为180°,其熔合比也最小,但每层之间熔合比的变化却比较大。异种钢多层焊时,确定坡口角度要考虑多种因素的综合影响,但原则上是希望熔合比越小越好,以尽量减小焊缝金属的化学成分和性能的波动。
表4-5 焊条电弧焊堆焊时熔合比的近似值(%
4.焊接参数
焊接参数对熔合比有直接影响。焊接热输入越大,母材熔入焊缝越多,则稀释率越大,熔合比也越大。焊接热输入取决于焊接电流、电弧电压和焊接速度等参数。当然,焊接方法不同,熔合比的大小及其变化范围也是不同的,表4-6列出常用焊接方法的熔合比及其可能达到的变化范围。
表4-6 不同焊接方法的熔合比范围

5.预热及焊后热处理
异种钢预热时,预热的目的主要是降低焊接接头的淬火裂纹倾向。因此对于珠光体、贝氏体、马氏体类异种钢的焊接,预热是有好处的。但对于铁素体或奥氏体钢,且其焊缝金属也为铁素体或奥氏体的异种钢焊接接头,预热可能对其使用性能不利,选择预热要特别谨慎。
焊后热处理的目的是改善接头的组织和性能,消除部分残余应力,并促使氢的逸出等。但对于铁素体或奥氏体钢,且其焊缝金属也为铁素体或奥氏体的异种钢焊接接头,则可能有害无益。
重要结构都要先作工艺评定,有些还要做晶间腐蚀试验,合格后的焊接工艺方能采用。
有关特种设备焊工考试实用培训教材的文章

除耐热钢以外,低合金钢还包括高强钢、低温钢以及耐蚀钢,本节主要对高强钢的焊接进行介绍。中碳调质钢,由于含碳量较高,因此强度较高,但焊接性较差。低合金钢焊接材料的选用原则。高强钢焊接时,一般应选择与母材强度相当的焊接材料,必须综合考虑焊缝金属的韧性、塑性及强度。热轧、正火钢焊接时,热影响区中被加热到1100℃以上的粗晶区是焊接接头的薄弱区。采用小的线能量有助于改善正火钢粗晶区的韧性。......
2023-06-24

低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2023-06-15

(一)奥氏体不锈钢的焊接工艺要点1)几乎所有的熔焊方法都适用于奥氏体不锈钢的焊接。对于纯奥氏体与超级奥氏体不锈钢,由于热裂纹敏感性较大,应严格控制热输入,防止焊缝晶粒严重长大与焊接热裂纹的发生。(三)铁素体不锈钢的焊接工艺要点常用焊接方法都可以适用于普通铁素体不锈钢的焊接,当使用同材质焊接材料时,需采取下列措施:1)预热:一般在100~150℃左右,当含铬量提高时,预热温度也相应提高。......
2023-06-23

焊接工艺装备设计的原则是,必须满足工作职能的要求,应该按照适用、经济、美观的原则来设计焊接工艺装备。焊接工艺装备设计注意事项如下:1)设计焊接工艺装备时,应使整个设备具有较好的密闭性,特别是定位和安装基准面、传动机构等应有可靠的防护。2)焊接工艺装备的传动系统,应有反行程自锁性能,防止驱动力取消后,装备传动系统会因装备自重或焊件的自重而倒转,造成人身伤亡或设备的损坏。......
2023-06-15

4)采用烤枪、切割炬气体火焰或远红外线电加热局部预热,预热范围为坡口及周围200mm。8)采用气割火焰局部或远红外线陶瓷加热器预防白点退火,加热范围为补焊区及周围150~200mm,要进行测温,注意保温缓冷。9)铸钢件非加工面坡口深度超过25mm时,可以采用远红外线陶瓷加热器进行局部去应力,保温时间按每20mm补焊厚度30min计算,注意采用保温棉覆盖保温缓冷。10)焊缝质量检查。......
2023-06-28
有的异种金属之间差别还很大,所以,焊接异种金属通常要比焊接同种金属的难度要大。3)当两种金属的热导率和比热容相差越大时,越难进行焊接。因为热导率和比热容相差越大,会使焊缝的结晶条件变坏,焊缝晶粒粗化严重。所以,异种金属焊接时,焊缝和两种母材金属不容易达到同等强度。......
2023-06-15

(二)珠光体钢与奥氏体钢的焊接工艺1.焊接方法注意选择熔合比小、稀释率低的焊接方法。如果为了防止珠光体钢可能产生冷裂纹则需要预热,但预热温度比同种珠光体焊接要低一些。②直接施焊,主要是要保持珠光体钢坡口面熔深最小。......
2023-06-23
此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
相关推荐