4)采用烤枪、切割炬气体火焰或远红外线电加热局部预热,预热范围为坡口及周围200mm。8)采用气割火焰局部或远红外线陶瓷加热器预防白点退火,加热范围为补焊区及周围150~200mm,要进行测温,注意保温缓冷。9)铸钢件非加工面坡口深度超过25mm时,可以采用远红外线陶瓷加热器进行局部去应力,保温时间按每20mm补焊厚度30min计算,注意采用保温棉覆盖保温缓冷。10)焊缝质量检查。......
2023-06-28
1)由于低碳钢的塑性、冲击韧性都较好,含碳、锰、硅量又少,故焊接性能优良,一般情况下焊接时不需要预热及控制层间温度和后热,整个焊接过程不需采用特殊的工艺措施,焊后也不必进行热处理。
2)在冬天或类似的气温条件下焊接低碳钢时,焊接接头冷却速度较快,从而裂纹倾向增大特别是焊接大厚度或大刚度结构件更是如此。其中,多层焊接的第一道焊缝开裂倾向要比其他焊道大。为避免裂纹,可以采取以下措施:①焊前预热,焊接过程中保持层间温度;②采用低氢或超低氢焊接材料;③定位焊时加大电流,减慢焊速,适当增大定位焊焊缝截面和长度,必要时施加预热;④整条焊缝连续焊完,尽量避免中断;⑤不在坡口以外的母材上打弧,熄弧时,弧坑要填满⑥卷板、矫正和装配时,尽可能不在低温下进行;⑦尽可能改善严寒情况下的劳动生产条件。
以上措施可单独采用或综合采用,预热温度的高低见表4-2。
表4-2 常用钢材推荐的最低预热温度(类别、组别号见表2-6
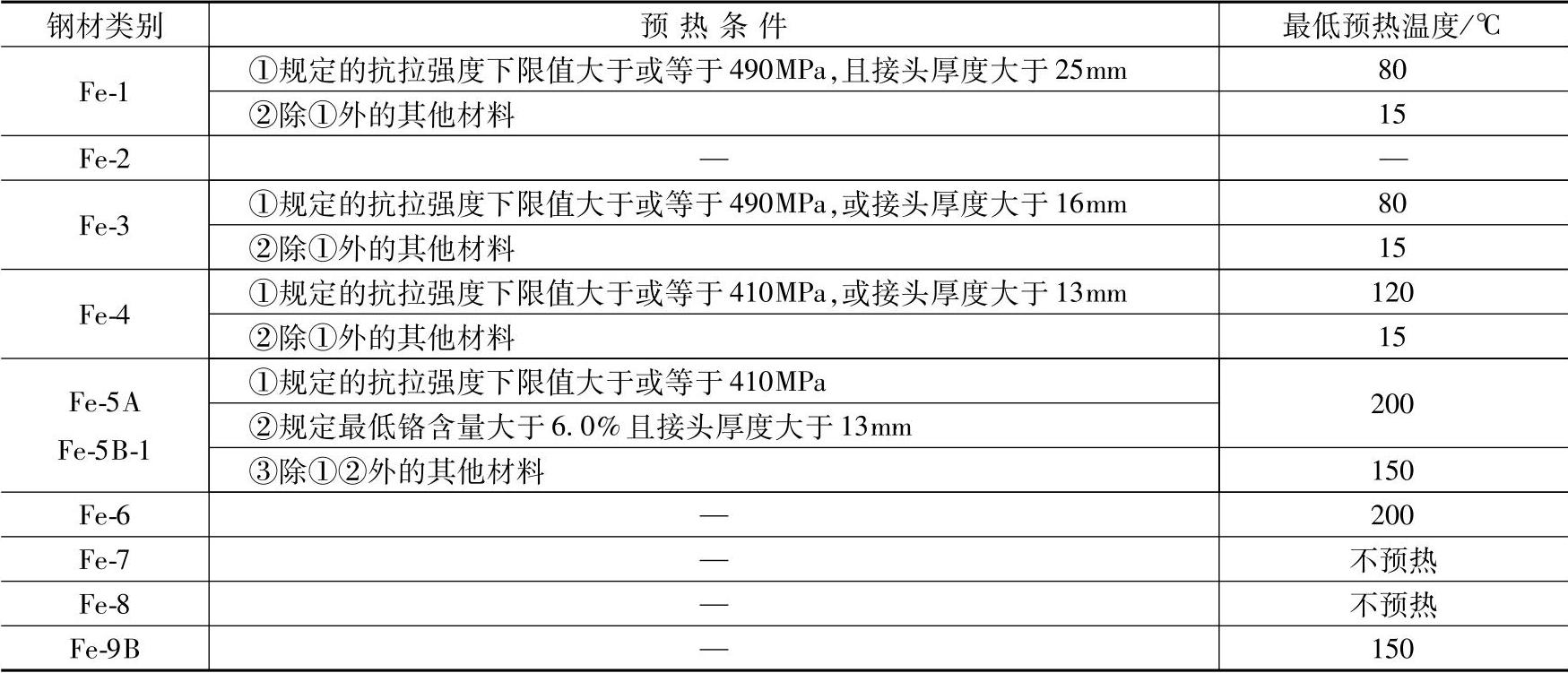
注:钢材类别见本书第2章表2-6
3)低碳钢埋弧焊时,为保证其接头的冲击韧性和冷弯性能,应适当控制热输入量,不宜采用大范围焊接,尽量使每道焊缝的厚度较薄。
4)氩弧焊打底焊时,背面不必进行氩气保护,即可获得满意的焊接接头质量。
有关特种设备焊工考试实用培训教材的文章

4)采用烤枪、切割炬气体火焰或远红外线电加热局部预热,预热范围为坡口及周围200mm。8)采用气割火焰局部或远红外线陶瓷加热器预防白点退火,加热范围为补焊区及周围150~200mm,要进行测温,注意保温缓冷。9)铸钢件非加工面坡口深度超过25mm时,可以采用远红外线陶瓷加热器进行局部去应力,保温时间按每20mm补焊厚度30min计算,注意采用保温棉覆盖保温缓冷。10)焊缝质量检查。......
2023-06-28

(一)奥氏体不锈钢的焊接工艺要点1)几乎所有的熔焊方法都适用于奥氏体不锈钢的焊接。对于纯奥氏体与超级奥氏体不锈钢,由于热裂纹敏感性较大,应严格控制热输入,防止焊缝晶粒严重长大与焊接热裂纹的发生。(三)铁素体不锈钢的焊接工艺要点常用焊接方法都可以适用于普通铁素体不锈钢的焊接,当使用同材质焊接材料时,需采取下列措施:1)预热:一般在100~150℃左右,当含铬量提高时,预热温度也相应提高。......
2023-06-23

3)采用焊接变位器设备,可以使焊件处于最有利的位置进行焊接,如使焊件处于水平位置上焊接或处于船形位置上焊接。7)采用焊接变位器进行焊接作业,可以扩大焊机的焊接范围。利用焊接变位器的不同变位,焊机可在焊件上实现平焊、立焊、横焊、仰焊等。8)利用焊接变位器设备,可提高焊接生产率和焊机的利用率。9)焊接工艺装备在焊接生产过程的使用,可以对焊接过程实现机械化和自动化。......
2023-06-15

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
图6.3板材对接接头焊接位置图6.4板材T形接头焊接位置图6.5管材对接接头焊接位置图6.6管材焊接位置表6.1酸性焊条与碱性焊条的比较为保证焊接质量,焊条在使用前必须烘干;碱性焊条烘干温度一般控制在350~400℃,保温1~2h;酸性焊条烘干温度不能太高,一般控制在75~150℃,保温1~2h。......
2023-06-27

焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22
历史上每产生一种新热源,都伴有新的焊接工艺出现。近年来,双光束激光焊接正成为激光焊领域中的热门技术。这种激光-钨极氩弧焊主要应用于薄板的焊接,尤其适合焊接高热导率的金属。适合中厚板及铝合金、镁合金等难焊金属的焊接。这种焊接法适用于薄板对接、镀锌板搭接、钛合金、铝合金等高反射率和高热导率材料的焊接及切割、表面合金化等。时至今日,焊接热源的开发与研究仍未终止。......
2023-06-15
特种设备用碳钢材料,主要限于低碳钢,含碳量小于0.3%,该类钢常见的钢板牌号主要有Q235系列、Q245R,钢管牌号有10、20,管线用钢有L175、L215等。低碳钢的含碳量低,合金元素如锰、硅含量少,不会因焊接而产生严重硬化组织。但在少数情况下,低碳钢的焊接性也会不好,焊接时出现困难。总之,低碳钢是最容易焊接的钢种,目前焊条电弧焊、埋弧焊、电渣焊、二氧化碳气保焊钨极氩弧焊、气焊等都是焊接低碳钢的成熟方法。......
2023-06-23
相关推荐