平直焊缝的背面刨槽或圆筒体环缝的焊根刨槽可以采用半自动或自动碳弧气刨,以减轻劳动强度,提高刨削质量和生产效率。在半自动碳弧气刨中,只有碳棒自动地送给,其余工作仍需工人操作和控制;自动碳弧气刨除碳棒能自动进给外,气刨枪借助小车可沿预定轨道以一定的速度自动地移动,完成刨削工作。5)碳棒消耗量比手工碳弧气刨少。......
2023-06-26
碳弧气刨设备包括电源、压缩空气源、碳弧气刨枪、碳棒、电缆气软管。
1.碳弧气刨电源
碳弧气刨一般采用直流电源,反接法。要求电源具有陡降外特性和较好动特性,有较大的容量。如选用晶闸管整流焊机作为碳弧气刨电源时,应特别注意,不能过载,以保证设备的安全运行。常用型号有AX1—500、ZXG—500等。
2.压缩空气源
碳弧气刨要求有压力稳定的压缩空气源,压力一般为0.5~0.6MPa,压缩空气干燥。一般选用压力为0.8MPa小型空气压缩机,即可满足使用要求。
3.碳弧气刨枪
碳弧气刨枪的电极夹头应导电良好、夹持牢固、外壳绝缘及绝热性能良好,更换碳棒方便压缩空气喷射集中、准确。碳弧气刨枪有侧面送风式和圆周送风式两种类型。侧面送风气刨枪的气体喷射口在碳棒下侧且可在180°范围变化,操作者可按工作需要转换角度。圆周送风气刨枪气体喷射口在碳棒周围。
4.电缆、软管
碳弧气刨枪体都需要连接电源的电缆和连接气源的软管。
1)连接电源的电缆可以参照表3-12焊接电缆截面积与焊接电流、电缆长度的关系选用,软管可以选择氧气管。电缆和软管分别与碳弧气刨枪体连接。
2)电气合一软管
为了防止电缆发热,便于操作,可以采用电气合一的软管,以便压缩空气可以冷却导线。电气合一软管如图3-104所示。
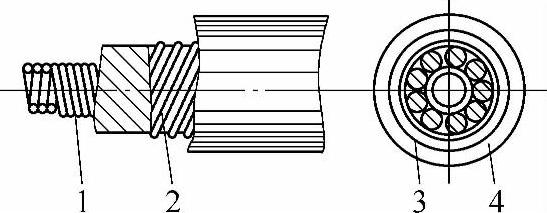
图3-104 电气合一软管
1—弹簧管 2—外附加钢丝 3—夹线胶管 4—多股导线
5.碳棒
碳棒是碳弧气刨操作中的主要消耗材料,其作用是导电和引燃电弧。一般选用实心碳棒外面镀铜,增加导电性能。同时还要求耐高温,有一定的强度不易折断,使用时散发烟雾和粉尘少。外形分圆形和矩形两种,圆形碳棒一般用于焊缝清根或焊缝返修,扁形碳棒一般用于刨槽、开坡口、切割铸铁、切割合金钢和有色金属。
有关特种设备焊工考试实用培训教材的文章

平直焊缝的背面刨槽或圆筒体环缝的焊根刨槽可以采用半自动或自动碳弧气刨,以减轻劳动强度,提高刨削质量和生产效率。在半自动碳弧气刨中,只有碳棒自动地送给,其余工作仍需工人操作和控制;自动碳弧气刨除碳棒能自动进给外,气刨枪借助小车可沿预定轨道以一定的速度自动地移动,完成刨削工作。5)碳棒消耗量比手工碳弧气刨少。......
2023-06-26

由于碳弧气刨一般使用的电流比较大,并且连续工作时间比较长,因此应选用功率较大的焊机。碳弧气刨枪是在焊条电弧焊焊钳的基础上,增加了压缩空气的进气管和喷嘴而制成。碳弧气刨枪按压缩空气的喷射方式分为侧面送气和圆周送气式两种类型。......
2023-06-26

1)手工碳弧气刨时,灵活性很大,可操作性较好,可进行全位置操作;在狭窄工位或可达性差的部位,碳弧气刨仍可使用。用自动碳弧气刨时,具有较高的精度,可减轻劳动强度。4)碳弧气刨也有明显的缺点,如产生烟雾、粉尘污染和弧光辐射,此外,操作不当容易引起槽道增碳。......
2023-06-26

碳弧气刨产生的烟雾和粉尘严重污染环境,影响工人的身体健康,特别是在密闭的容器内操作,情况更为恶劣,采用一般的通风措施都不能解决问题。为了控制碳弧气刨引起的烟雾和粉尘污染,根据水喷雾可以消烟灭尘的道理,有些工厂应用了碳弧水气刨。将碳弧气刨枪稍做改造即可作为碳弧水气刨枪。......
2023-06-26

碳弧气刨工艺参数的选择主要结合以下几个方面来考虑并匹配。若速度太快,易造成碳棒与金属短路、电弧熄灭,使碳棒粘在刨槽顶端,形成“夹碳”缺陷。手工碳弧气刨时,外伸长度过大,压缩空气喷嘴离电弧远,造成风力不足,难以将熔渣顺利吹除,且碳棒易发红折断。表1-8-12 碳弧气刨的工艺参数......
2023-06-26
等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

碳弧气刨的工艺参数包括电源极性、电流、碳棒直径与板厚、碳棒伸出长度、碳棒倾角、压缩空气压力、电弧长度、刨削速度等。即工件接负极,碳弧气刨枪接正极。刨削电流在碳弧气刨操作中是一个很重要的工艺参数,对刨槽的尺寸影响很大。......
2023-06-23
在多丝埋弧焊的应用中,最常见的是三丝埋弧焊,如美国Lincoln公司的三丝埋弧焊装备,特别适合厚大钢板工件的焊接。三丝高速埋弧焊电源可采用多种组合,如AC+AC+AC或DC+AC+AC等组合,但通常采用DC+AC+AC组合的情况比较普遍。有技术文献报道,有技术人员利用埋弧焊实现了厚度为3mm和4mm钢板的高速埋弧焊。......
2023-06-25
相关推荐