3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26
等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。根据不同的需要有时还配送丝系统、机械旋转系统、行走系统及装夹系统等。
(一)焊接电源
等离子弧焊的焊接电源由于电弧工作部分是水平或略上升的,为稳定焊接电流,都要求有陡降或垂降特性的(恒流)外特性的弧焊电源。电源最好具有电流递增及衰减等功能,以满足起弧及收弧的工艺要求。电源空载电压根据离子气的种类而定。氩作离子气时,空载电压为60~80V,用氩、氢混合作离子气时,空载电压需要110~120V,微束等离子弧焊接电源空载电压为100~130V。电源种类有直流、交流、脉冲。直流和脉冲正极性可以焊接碳钢、合金钢、镍及镍合金、钛及钛合金、不锈钢等材料。直流和脉冲反极性可以焊接铝镁及其合金或等离子弧堆焊交流主要焊接铝镁及其合金。
等离子弧焊焊接电源主要有磁放大器式、晶闸管式、场效应管逆变式、IGBT逆变式等弧焊整流电源。如ZXG系列、ZX系列、ZDG系列、WS系列、WSM系列、WSE系列和专用LH系列等。
(二)控制系统
等离子弧焊接工艺的主要控制由控制系统完成。控制系统与电源集成在一起,也可以单独做成一个控制箱。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。组成有引弧电路、程序控制电路、水和气体控制电路、送丝和行走,或转动控制与调节电路等。
1.引弧电路
利用高压或高频引弧,使钨极与喷嘴之间的电压达到2500V或更高、频率为100kHz的高频电压,使预先送入的氩气电离,在焊接电源空载电压的同时作用下,建立非转移弧。然后把工件接到焊接电源的一极上,喷出喷嘴孔外的非转移弧使钨极与工件之间的气隙电离,使工件与钨极间的转移弧引燃。转移弧形成后立即切断高频高压和非转移弧,利用建立的转移弧进行焊接。
2.焊接电流递增和递减(衰减)电路
在进行环缝小孔型焊接时,一般要求等离子弧焊的焊接电流在起焊阶段随等离子气体流量一起递增,在收弧阶段两者同步递减。起焊时,等离子弧在初始电流值下引燃,然后缓慢升到工作电流值。收弧时由工作电流值缓慢降到停弧电流值后熄弧。
3.气流控制电路
等离子焊接一般使用等离子气和保护气。保护气有保护罩与喷嘴间保护气、拖尾保护气和背面保护气三种,气流控制电路在适当时候控制电磁阀通断,实现等离子气的递增、递减和保护气的通断。气路由气瓶、减压器、电磁气阀、流量计、焊枪等构成。
4.冷却水控制电路
冷却水路为水泵—水冷导线—焊枪下枪体—喷嘴—焊枪上枪体—水冷导线—水流开关—水箱组成。水路中的水冷导线由塑料管或胶管内穿多芯软铜线组成,管内通水时,导线同时冷却。回流的水带走钨极和喷嘴的热量,使焊枪得到冷却。冷却水控制系统由冷却液存储罐、散热器泵、流量传感器和控制开关组成。为防焊枪烧坏,水泵电动机电源与焊接电源能同时通电,且水压不足或无水流时,电弧不会引燃,不能焊接。
5.送丝、行走或转动调速电路
这些电路控制相应的电动机,实现自动送丝、小车行走、焊速快慢调节。
6.程序控制电路
程序控制电路把上述电路有机地结合在一起,构成程序控制系统。能按照时间顺序完成从送气引弧(开始焊接)到收弧停气(结束焊接)的全部过程序动作。
(三)焊枪
等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。按其操作方式分为手工焊枪和自动焊枪。焊枪应能固定钨极与喷嘴间的相对位置,并要求钨极与喷嘴孔径同心,能够水冷钨极与喷嘴,20A以下的焊枪可以不水冷钨极,但必须冷却喷嘴。喷嘴要与钨极绝缘,以便在钨极与喷嘴间产生非转移弧。采用单独的气路分别导入离子气与保护气。
1.焊枪结构
如图3-101所示,上下枪体之间由绝缘柱7和绝缘套8隔开,进出水口也是水冷电缆接口电极夹在电极夹头10中,通过螺母12锁紧,电极夹从上冷却套插入,并借带绝缘套压紧螺母12 锁紧。离子气和保护气分两路进入下枪体。图3-101b微束等离子弧焊枪的电极夹头上还有一个压紧弹簧按钮17,按下按钮17可实现接触短路回抽引弧。
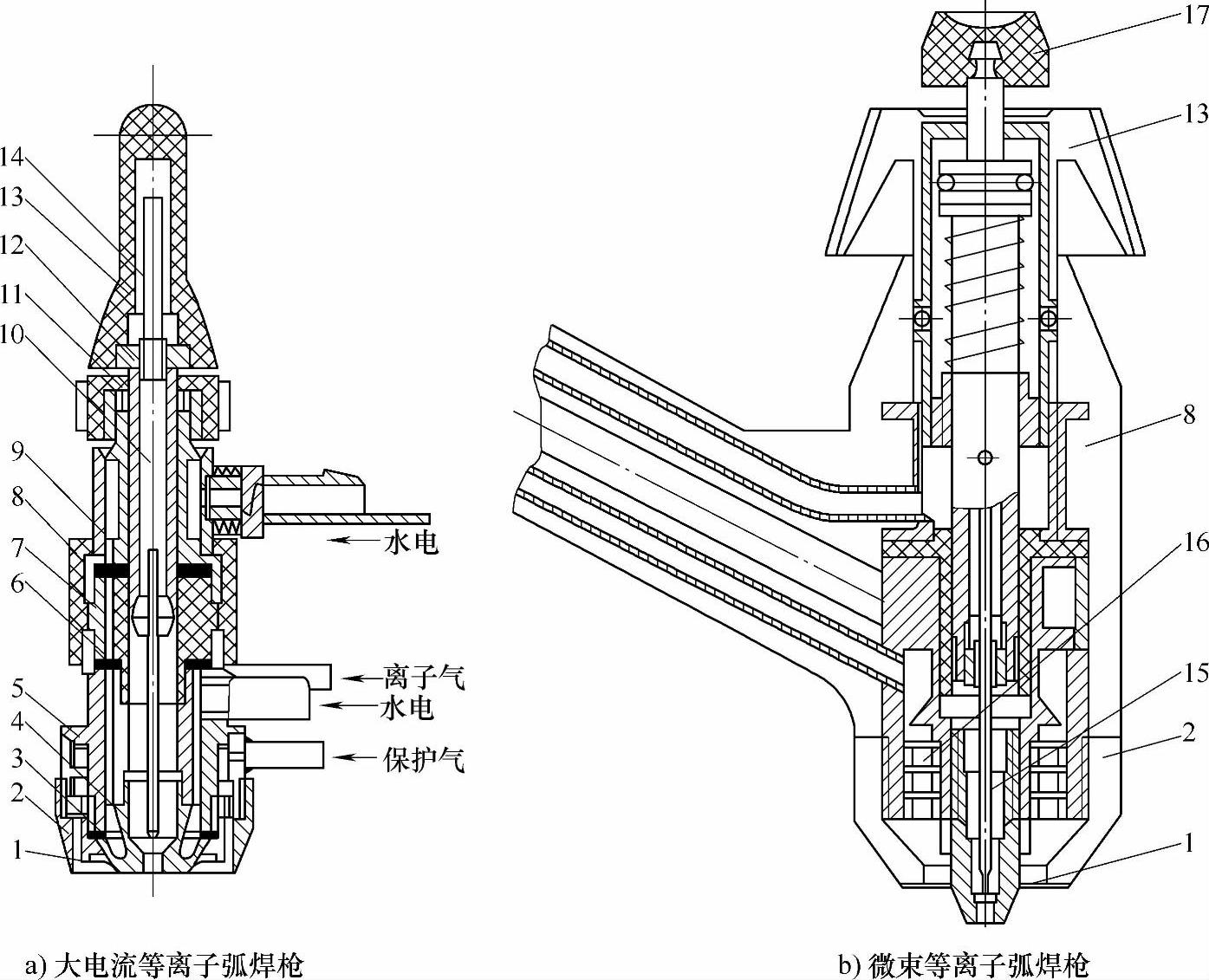
图3-101 等离子弧焊枪
1—喷嘴 2—保护套外环 3、4、6—密封圈 5—下枪体 7—绝缘柱 8—绝缘套 9—上枪体 10—电极夹头 11—套管 12—螺母 13—胶木套 14—钨极 15—瓷对中块 16—透气网 17—压紧弹簧按钮
2.压缩喷嘴
压缩喷嘴是等离子弧焊枪中产生等离子弧的关键零件之一,它对电弧直径起压缩作用,是一个铜质水冷喷嘴。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。
如图3-102所示的喷嘴基本结构是等离子弧焊中应用最广泛的类型。扩散型压缩较弱,但稳定性较好,易产生双弧;直孔型适中;圆柱三孔型适用较大离子气的场合,因它将等离子弧产生的圆形温度场改变为椭圆形,当椭圆形温度场的长轴平行于焊接方向时,可以提高焊接速度和减小焊缝热影响区宽度。
喷嘴材料通常为纯铜,导热性好,有效降低喷嘴温度。对于大功率喷嘴必须采用直接水冷方式,为提高冷却效果,喷嘴壁厚应不大于2~2.5mm。
喷嘴孔径将决定等离子弧的直径和能量密度,喷嘴孔径的大小是由电流及离子气流量来决定的。
3.电极
等离子弧电极多采用钍钨或铈钨材料。电极需要进行冷却,当电流过大时,一般选用镶嵌式水冷结构,如图3-103所示。制造时应注意电极位于喷嘴的中心。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。同心度可根据电极和喷嘴间的调频火花在电极四周的分布情况来检查,一般焊接时要求高频火花布满圆周75%~80%以上。
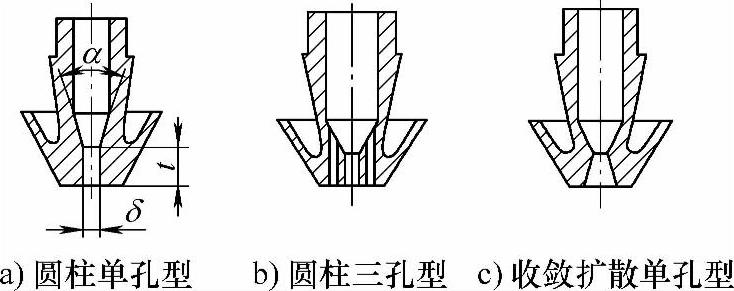
图3-102 喷嘴结构
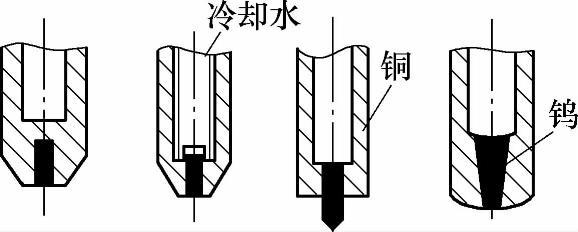
图3-103 镶嵌式水冷结构
有关特种设备焊工考试实用培训教材的文章

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

(一)等离子弧焊的分类、特点在焊接领域中,用等离子弧作热源的工艺方法主要有等离子弧堆焊、等离子弧焊接、等离子弧切割、等离子弧喷涂等。等离子弧焊与钨极氩弧焊很相似,但它的热源是经机械压缩、热收缩、磁收缩的压缩电弧。熔透型等离子弧焊用压缩程度较弱的等离子弧,只熔化工件而不产生小孔效应,与钨极氩弧焊类似,主要用于薄板单面焊背面成形及厚板的多层焊。......
2023-06-23

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

等离子弧切割是一种典型的热切割方法,它的工作原理如图1-7-13所示,既可以采用氧化切割方式,也可以采用熔化切割模式,或者两种模式共存。等离子弧切割方法的主要特点有以下方面:①应用面广,适用于切割多种材料,特别适用于不锈钢、有色金属和难熔金属的切割。②等离子弧的热量集中,被切割材料的热输入低,切割件的热变形小。⑥切口质量好,使用精细等离子弧或水射流等离子弧切割可以获得很高的切割质量。......
2023-06-26

等离子弧焊与钨极氩弧焊方法的最大区别在于它使用电弧能量高度集中的等离子弧。图1-7-4 等离子弧焊原理图按照所用焊接电流的大小和喷嘴孔径大小,等离子弧焊工艺可以分为以下三种不同的焊接模式。微束等离子弧焊焊接电流在0.1~15A,其特点是电弧易于控制,电弧在小电流下像一个针尖一样,非常稳定,所以又称为针弧,适于焊接精密的薄件制品。熔入法等离子弧焊 焊接电流为15~100A,用于对焊接质量有高要求的常规部件的焊接。......
2023-06-26
等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26
从物理上讲,等离子弧与普通自由燃烧电弧的本质相同,弧柱均由等离子体组成。等离子弧具有以下特点。等离子弧温度可高达24000~50000K,能量密度可达105~106W/cm2。而在等离子弧中,情况则有变化,弧柱的高速等离子体通过接触传导和辐射带给工件的热量明显增加,甚至可能成为主要的热量来源,而阳极热则降为次要地位。......
2023-06-26
相关推荐