埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25
(一)埋弧焊设备的分类
(1)按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。专用埋弧焊设备如埋弧自动角焊机、T形梁焊机、埋弧堆焊机。
(2)按电源类型 埋弧焊设备分为交流和直流两种。
(3)按行走机构形式 埋弧焊设备分为焊车式、悬挂式、车床式、悬臂式以及龙门式等如图3-41所示。
(4)按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。前者适用细丝高电流密度焊接,后者适用粗丝低电流密度焊接。
(5)按焊丝数量和截面形状 埋弧焊设备分单丝、双丝、多丝和带状。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。
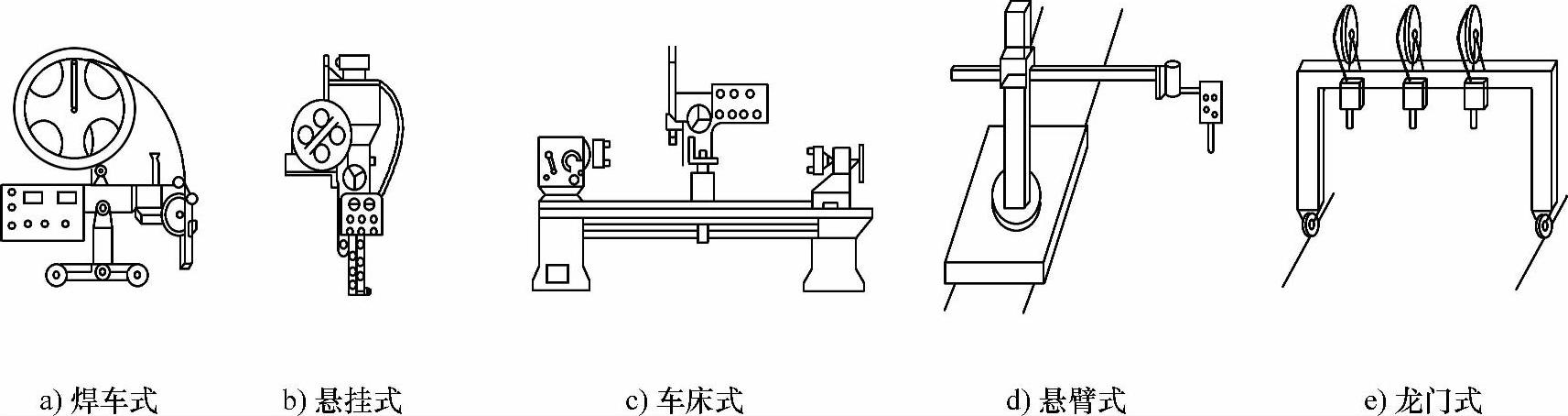
图3-41 常见埋弧焊设备的形式
(二)埋弧焊设备的组成
埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。MZ-1000埋弧焊机如图3-42所示。
焊接电源是向焊接电弧提供电能,提供合适的电气特性,参与焊接参数的调节。机械系统的作用是送丝,移动焊接电弧、铺撒焊剂等。控制系统的作用是实现引弧、送丝、移动电弧、停止移动电弧、熄弧等程序自动控制,并进行焊接参数调节,使电弧稳定燃烧。辅助设备是调整工件位置,使焊缝始终处于最佳焊接位置,或是特殊的工艺装置,如焊接夹具、工件变位设备、焊机变位设备、焊缝成形设备及焊剂回收输送设备等。

图3-42 MZ-1000埋弧焊机
1.焊接电源
埋弧焊电源有交流电源、直流电源或交直流并用。细丝(直径小于等于3mm)埋弧焊电弧静特性是上升的,要求电源的外特性是平特性,配合等速送丝能通过自身调节来保证焊接参数的稳定。直径大于3mm的粗丝电弧静特性是水平的,通常采用下降特性的电源和变速送丝(电弧电压负反馈调节送丝速度)来保证焊接参数的稳定,并用来焊接厚板。直流电源主要有弧焊整流器如ZXG—1000R、晶体管电源ZX5—630及逆变整流器如ZX7—1000等。直流电源一般用于单丝小电流(300~600A)焊接,适用快速引弧、短焊缝、高速焊接、所采用的焊剂稳弧性差及焊接参数较高的场合。小容量焊机大多是多功能的,可以进行TIG焊(恒流外特性)、实芯或药芯熔化极气体保护焊(恒压外特性)。由于磁偏吹,直流埋弧焊的焊接电流很少在1000A以上。
交流埋弧焊电源一般为陡降外特性,主要电源有弧焊变压器如BX1—1000和晶闸管电抗器式矩形波交流电源。弧焊变压器成本低,且无磁偏吹现象,它只适用要求不太高且电流较大的场合。晶闸管电抗器式矩形波交流电源既能满足无磁偏又能满足精度和质量要求如窄间隙焊接。
2.埋弧焊控制系统
埋弧焊基本控制系统由五个部分组成,即送丝速度控制、焊接电源参数给定、焊接启动/停止开关、手动或自动行走选择开关、待焊状态的送进或回抽。其他控制如悬臂式、门架式等埋弧焊机的控制系统还要增加悬臂伸缩、悬臂升降、立柱旋转、工件变位机运转等控制环节。
半自动埋弧焊控制系统相对简单,只需要送丝速度控制。在恒压电源系统中,要保证焊丝的等速送进;在恒流电源系统中,要监控焊接电压,并通过控制送丝速度来保证稳定的焊接电压。
数字式埋弧焊机最大的优点是电流、电压、焊速可以预设,避免焊前试焊,提高了生产率同时动态反应速度快,焊缝外形整齐。缺点是结构复杂、维修困难。
3.机械系统
埋弧焊机的机械系统包括送丝机构、焊车行走机构、机头调节机构、导电嘴、焊剂漏斗、焊丝盘等部件,通常焊机上还装有控制盒等。各厂家都有各自的设计,但功能大同小异。
(1)送丝机构 送丝机构一般都包括送丝电动机、传动系统、送丝滚轮、矫直滚轮等。焊丝靠送丝滚轮夹紧和转动送入导电嘴。
(2)焊车行走机构 焊车行走机构由电动机、传动机构、行走轮、离合器、车架等组成行走轮一般采用橡胶绝缘轮,目的是避免焊接电流流经车轮而短路。
(3)机头调节机构 机头调节机构是使焊机能适应各种不同类型焊缝的焊接,并使焊丝对准焊缝,因此送丝机头应有足够的调节自由度。例如,MZ—1000型埋弧焊机的机头有X、Y两个方向的移动调节,调节行程分别为60mm和80mm,还有α、β、γ三个方向的手工转动角度调节,如图3-43所示。机头上有易损件导电嘴,它的结构有三种,如图3-44所示。
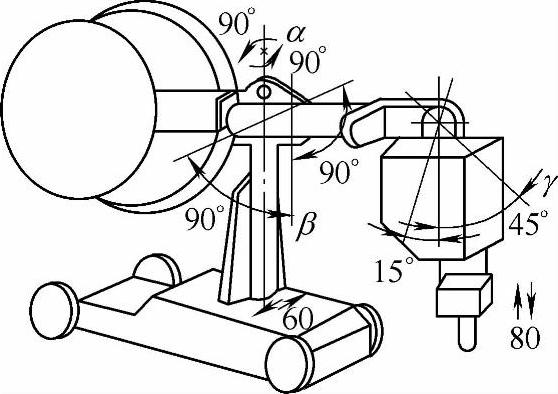
图3-43 MZ—1000型焊车调节自由度
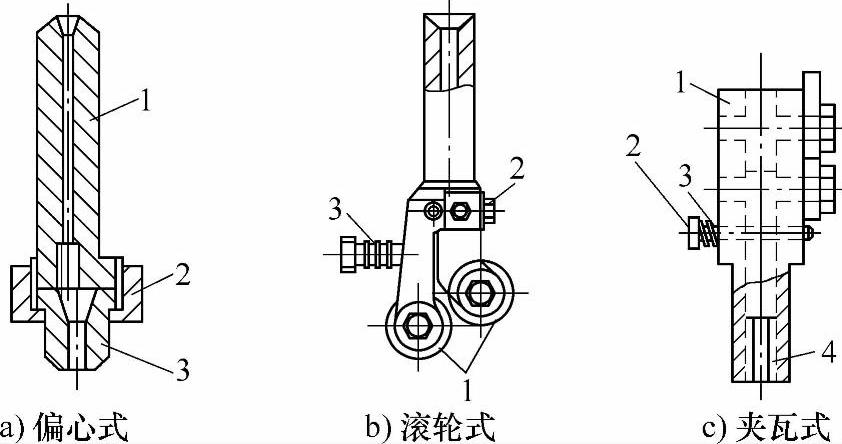
图3-44 导电嘴结构
a)1—导电杆 2—螺母 3—导电嘴
b)1—导电滚轮 2—旋紧螺钉 3—弹簧
c)1—接触夹瓦 2—旋紧螺钉 3—弹簧 4—可换衬瓦
(4)埋弧焊的辅助设备
1)焊接夹具。使用焊接夹具的作用在于使工件准确定位并夹紧,以便于焊接。这样可以减少或免除定位焊焊缝和减少焊接变形。焊接夹具往往与其他辅助设备配套使用,如单面焊双面成形装置等,一般都配焊剂垫或铜垫。
2)工件变位设备。这种设备的主要功能是使工件旋转、倾斜、翻转,以便把待焊的焊缝置于最佳的焊接位置,达到提高生产率、改善焊接质量、减轻劳动强度的目的。工件变位设备的形式、结构及尺寸因工件而异。埋弧焊中常用的工件变位设备有滚轮架、翻转机等。
3)焊机变位设备。焊机变位设备也称焊接操作机,其主要功能是将焊接机头准确地送到待焊位置,并在焊接时可在该位置操作,或是以一定速度沿规定的轨迹移动焊接机头进行焊接。一般与工件变位机配合使用,完成各种工件的焊接。
4)焊缝成形设备。埋弧焊的电弧功率较大,钢板对接时,为防止熔化金属的流失和烧穿并促使焊缝背面成形,往往需要在焊缝背面加衬垫。最常用的焊缝成形设备有铜垫、焊剂垫。
5)焊剂回收输送设备。焊剂回收输送设备是用来在焊接过程中自动回收并输送焊剂,以提高焊接自动化程度的装置。
有关特种设备焊工考试实用培训教材的文章

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25

(一)对接接头埋弧焊技术对接焊缝的埋弧焊,是应用最为广泛的一种。一般第一面焊接应保证熔透深度为焊件厚度的60%~70%。对清根的焊缝反面熔透深度可适当减小。焊缝的熔透深度在焊接过程中,往往是无法直接测出的。而在焊接电流较大、电弧电压较低、焊接速度较慢时,如加热面积的前端呈圆形,若颜色为浅色,则应适当增加焊接速度。焊接时这部分的焊剂起焊剂垫的作用又保护铜垫,免受电弧直接作用。......
2023-06-23

埋弧焊7.2.2.1埋弧焊设备与焊接材料的选用1. 埋弧焊的设备埋弧焊的动作程序和焊接过程弧长的调节都是由电气控制系统来完成的。......
2023-06-24
④清理坡口及其两侧20mm范围内的铁锈、油污、氧化物等,使其露出金属光泽。引弧板及引出板尺寸:100mm×100mm×12mm。3)准备引弧将焊接小车拉到引弧板处,调整小车行走方向开关位置,并锁紧小车行走离合器;再按下焊丝“向上”或“向下”的方向按钮,使焊丝端部与引弧板可靠接触;最后将焊剂漏斗门打开,使焊剂覆盖焊丝头。同时,随时根据情况作出调整。......
2023-06-27

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23


相关推荐