图7-5直流弧焊机的接线法7.2.1.3焊条图7-5直流弧焊机的接线法7.2.1.3焊条焊条焊条由焊芯和药皮两部分组成。焊条型号是国家标准中规定的焊条代号。焊条牌号是焊条生产行业统一的焊条代号。......
2023-06-24
(一)焊条电弧焊弧焊电源的选择
焊条电弧焊由于电弧工作于静特性的水平段上,要求采用陡降外特性的弧焊电源才能满足电源-电弧系统的稳定。同时还要求弧焊电源应有良好的动特性和合适的电流调节范围。主要设备有弧焊变压器如BX1-330、弧焊整流器如ZXG-400或ZX5-400及逆变整流器如ZX7-400等。选择焊条电弧焊弧焊电源应考虑以下因素:
1)所要求的焊接电流的种类。
2)所要求的电流范围和实际负载持续率。
3)弧焊电源的功率。
4)工作条件和节能要求等。
电源的种类有交流、直流或交直流两用几种,一般重要结构选用直流焊机,一般结构选用交流焊机,同时还与所使用的焊条类型和所要焊接的焊缝形式有关。
(二)常用的工具和辅具
1.电焊钳
电焊钳俗称焊把,在焊接过程中起到夹持焊条和传导电流的作用。有300A、500A两种规格型号,要求具有良好的绝缘性和隔热能力。焊条位于水平、45°、90°等方向时焊钳都能夹紧焊条。并保证更换焊条安全方便、操作灵活。
目前市场上有一种不烫手焊钳,荣获中国专利。与国内外轻型焊钳相比,在重量上下降30%,节约能源材料60%。能安全通过的最大电流有300A、500A两种规格。在焊接过程中,手柄的升温幅度等于或小于11℃。
2.焊接电缆快速接头、快速连接器
这是一种快速方便地连接电缆与焊接电源的装置。其主体采用导电性好并具有一定强度的黄铜加工而成,外套采用氯丁橡胶。具有轻便适用、接触电阻小、无局部过热、操作简单、连接快捷、拆卸方便等特点。
3.接地夹钳
接地夹钳是将焊接导线或接地电缆接到工件上的一种装置。接地夹钳必须能形成牢固的连接,又能快速且容易地夹到工件上。对于低负载率来说,弹簧夹钳较合适。使用大电流时,需要螺纹夹钳,以使夹钳不过热并形成良好的连接。
4.焊接电缆
焊接电缆选用应考虑耐磨,能承受较大的机械外力并具有柔软性以便于移动等。焊接电流电缆长度可参照表3-12选择焊接电缆截面积,根据用途的不同,可按表3-13选择动力线与和焊接电缆的型号和种类。
表3-12 焊接电缆截面积与焊接电流、电缆长度的关系
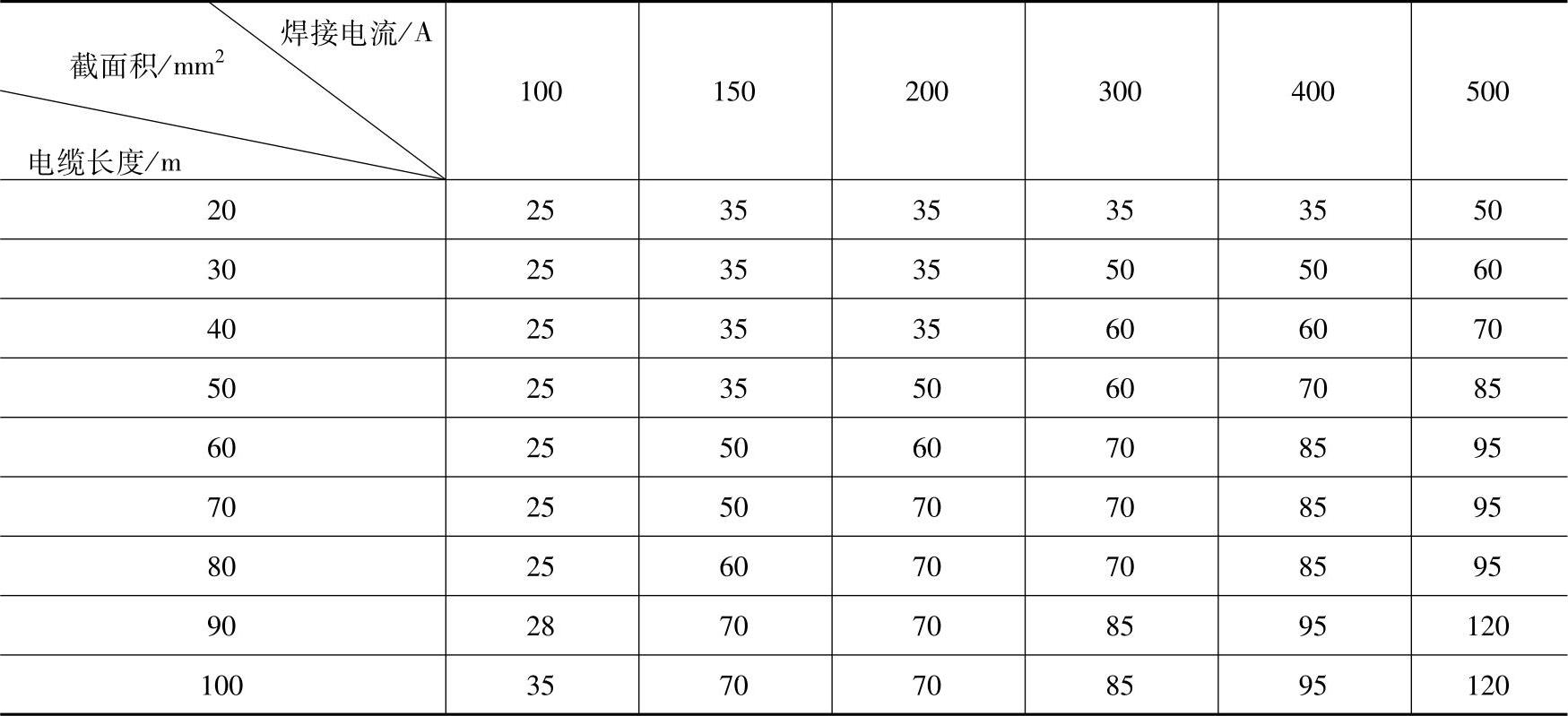
表3-13 焊接电缆的型号、种类及用途

5.焊接防护面罩及护目镜片
面罩是防止焊接过程中焊接飞溅、弧光和高温对焊工面部和颈部灼伤的遮蔽工具。焊接面罩有头盔式和手持式两种形式。用耐燃或不燃的绝缘材料制成,罩体应遮住焊工的整个面部,结构牢固,不漏光。同时在面罩上开观察口,以便于焊接时能通过护目镜片观察熔池。护目镜片按亮度的深浅分为以下各种色号,见表3-14。号数越大,颜色越深。一般根据焊接过程所使用的焊接电流大小而定,不宜太亮,以能清楚分辨熔池中的液态金属和熔渣为宜。
表3-14 各种色号镜片规格及选用

另外市场上有一款光控焊接防护面罩,引弧前,其光阀护目镜呈亮态,能看清工件表面及焊条;引弧时,光敏件接受光强的变化,触发控制光阀在瞬间由亮态自动完成调光、遮光,光阀护目镜呈暗态,并保持最佳视觉条件;焊接结束后,光阀护目镜又呈亮态,可以清晰地观察焊接效果。这种面罩的以上功能对起弧前能及时观察待焊工件表面位置和减少焊工弧光灼伤有一定的帮助。
6.焊条保温筒
焊条保温筒是焊接操作工在焊接操作现场必备的辅具,且携带方便。将已烘干的焊条放在保温筒内供现场使用,能起到防粘泥土、防潮、防雨淋等作用,且避免焊接过程中焊条药皮的水分含量上升。
7.防护装备
为了防止焊接时触电及被弧光和金属飞溅物灼伤,焊接操作工在焊接时,必须戴皮革手套工作帽,穿好工作服、脚盖、绝缘鞋等。在敲渣时,应戴平光眼镜。
8.其他辅具
其他辅具有角向磨光机、钢丝刷、清渣锤、扁铲和锉刀等。另外,在排烟情况不好的场所焊接作业时,应配有电焊烟雾吸尘器或排风扇等辅助器具。
有关特种设备焊工考试实用培训教材的文章

图7-5直流弧焊机的接线法7.2.1.3焊条图7-5直流弧焊机的接线法7.2.1.3焊条焊条焊条由焊芯和药皮两部分组成。焊条型号是国家标准中规定的焊条代号。焊条牌号是焊条生产行业统一的焊条代号。......
2023-06-24

在实际生产中,焊接电流主要根据焊条直径和焊接位置来选择。直流正接时,焊条的熔敷速度比反接时高,焊接速度较快。但因电弧的热量集中于焊条上,母材的熔深较浅,适用于薄壁设备的封底焊道和仰焊单面焊双面成形的打底层。通常,缩短电弧长度可提高焊接电流,增加焊条的熔敷速度。焊接速度对焊缝的质量有直接的影响。......
2023-06-23

设备和材料1)电焊机焊条电弧焊中较常用的电焊机有弧焊变压器和弧焊整流器两大类。焊接一般工件,使用稳弧性好的酸性焊条,可选用弧焊变压器;如果焊接重要工件,须使用碱性焊条,但因其稳弧性较差,故应选用弧焊整流器,最好是选用逆变式弧焊整流器。2)焊接电缆电焊机和电焊钳及焊条之间传输焊接电流的导线,称为焊接电缆。......
2023-06-27

焊条电弧焊是以焊条作为电极和填充金属,用手工操纵焊条进行焊接的电弧焊方法。焊条药皮在电弧热的作用下产生气体和液态熔渣,起隔绝大气和保护液体金属的作用。焊条电弧焊方法原理示意图如图1-3-1所示。......
2023-06-25

(一)焊条电弧焊的基本操作焊条电弧焊的基本操作包括引弧、运条、焊缝的起头和接头及收弧等。焊条运条的方法有很多种,应根据焊缝位置、接头形式、工件厚度、装配间隙、焊条直径焊接电流及操作水平等因素综合考虑确定。因此引弧后应稍拉长电弧对工件预热,然后压低电弧进行正常焊接。......
2023-06-23

在焊条电弧焊中,焊条的种类、规格等对焊接生产效率有着重大影响,高效率焊条包括两个方面:熔敷效率高和熔化速度快。通常用熔敷效率130%来区分一般铁粉焊条和高效铁粉焊条。......
2023-06-25
选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25

5)低温钢焊条的选择主要是根据铸钢件的工作温度要求来确定的。6)不锈钢焊条应选择与母材成分相同或相近的焊条,但焊条的碳含量不能高于母材。......
2023-06-28
相关推荐