而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2023-06-26
(一)焊缝符号
为了在焊接结构设计的图样中标注出焊缝形式、焊缝和坡口的尺寸及其他焊接要求等技术内容,出现了焊缝符号。GB/T324—2008对其作了详细的规定。
焊缝符号主要由基本符号、补充符号、尺寸符号、指引线及数据等组成。为了简化,在图样上标注焊缝时,通常只采用基本符号和指引线,其他内容一般在有关的文件中(如焊接工艺规程等)明确。
基本符号表示焊缝横截面形式或特征。常见基本符号见表3-5。补充符号用来补充说明有关焊缝或接头的某些特征(诸如表面形状、衬垫、焊缝分布、施焊地点等)而采用的符号,见表3-6。焊缝尺寸符号是表示坡口和焊缝各特征尺寸的符号,必要时,可以在焊缝符号中标注尺寸见表3-7。基本符号和指引线的位置规定中的指引线一般由箭头线和基准线(一条为实线,另一条为虚线)组成,表示含义如图3-25所示。焊缝尺寸符号及数据的标注可以在焊缝符号中标注标注方法如图3-26所示。焊接方法代号必要时,可以在基准线尾部标注,当尾部需要标注的内容较多时,可按次序排列:①相同焊缝数量。②焊接方法代号(见表3-8)。③缺欠质量等级(按照GB/T19418规定)④焊接位置(按照GB/T16672规定)⑤焊接材料(按照相关焊接材料标准)。焊缝符号标注的示例见表3-9。
表3-5 常见焊缝基本符号(摘自GB/T324—2008
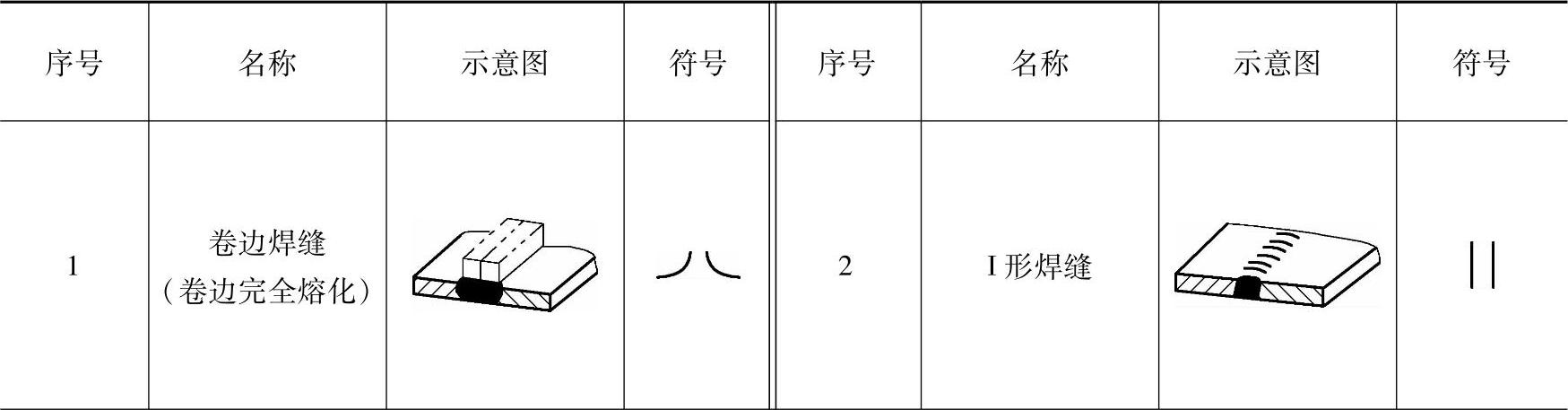
(续)
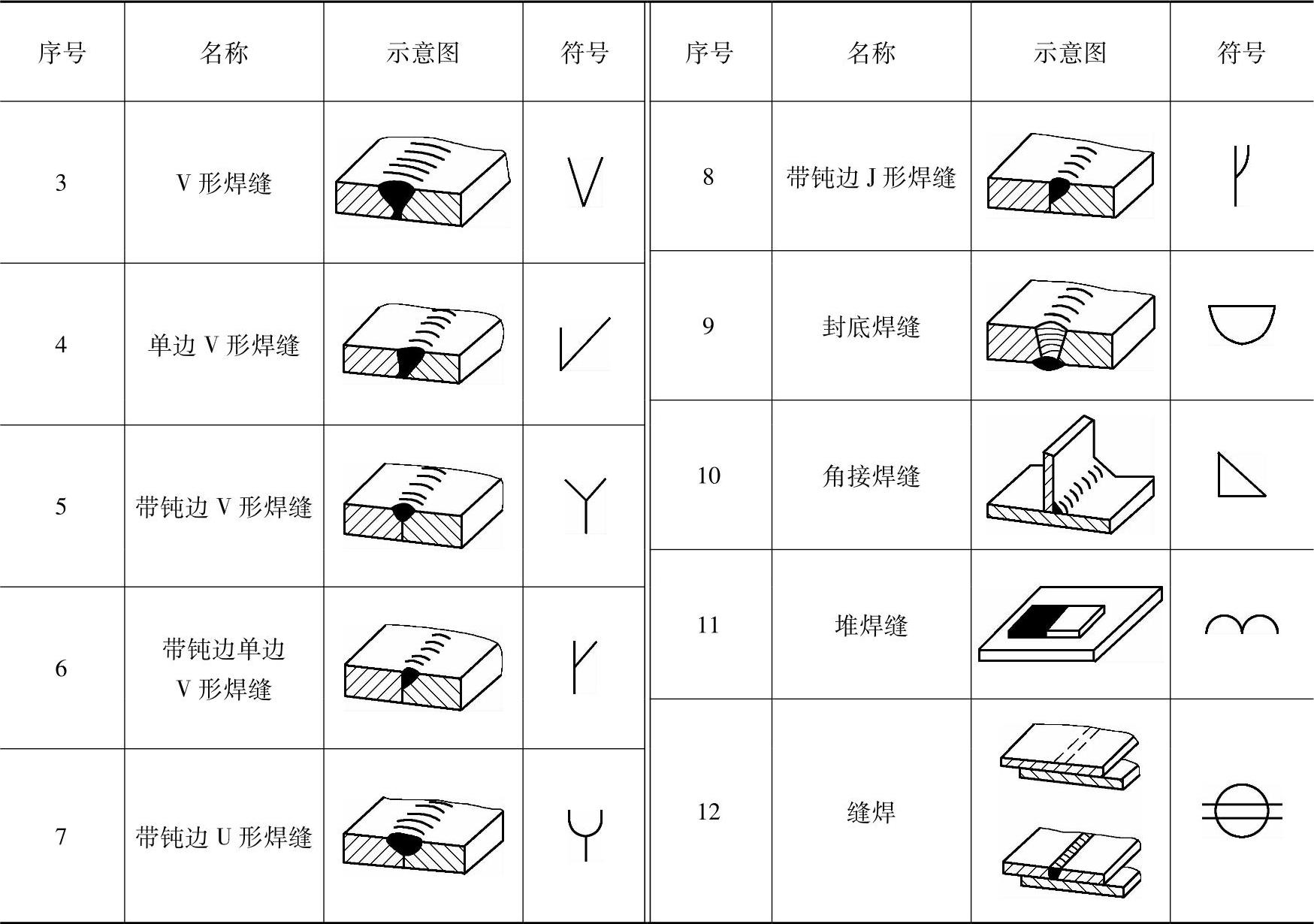
表3-6 焊缝补充符号
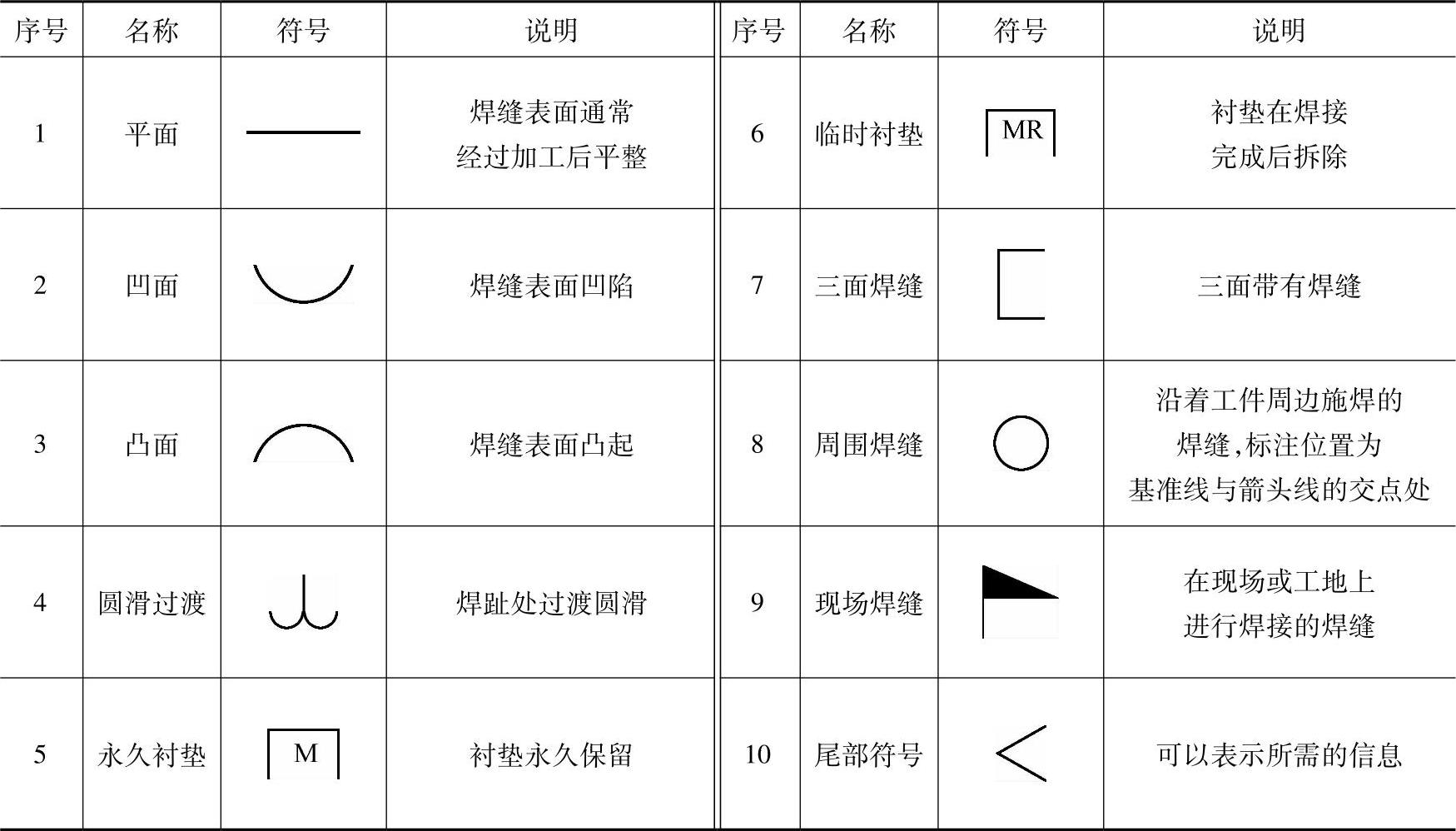
表3-7 主要焊缝尺寸符号
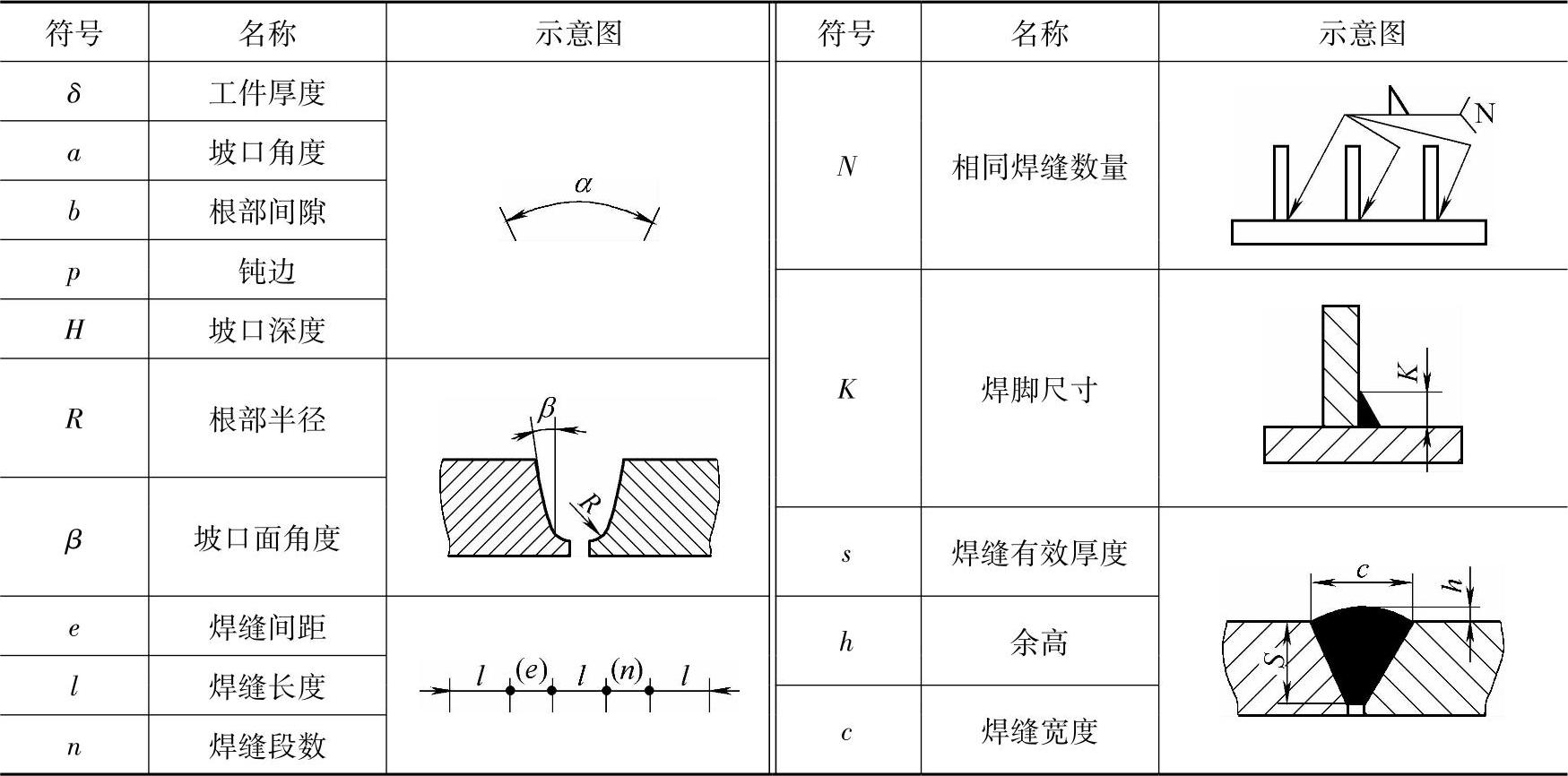
表3-8 常用的焊接方法代号(摘自GB/T 5185—2005
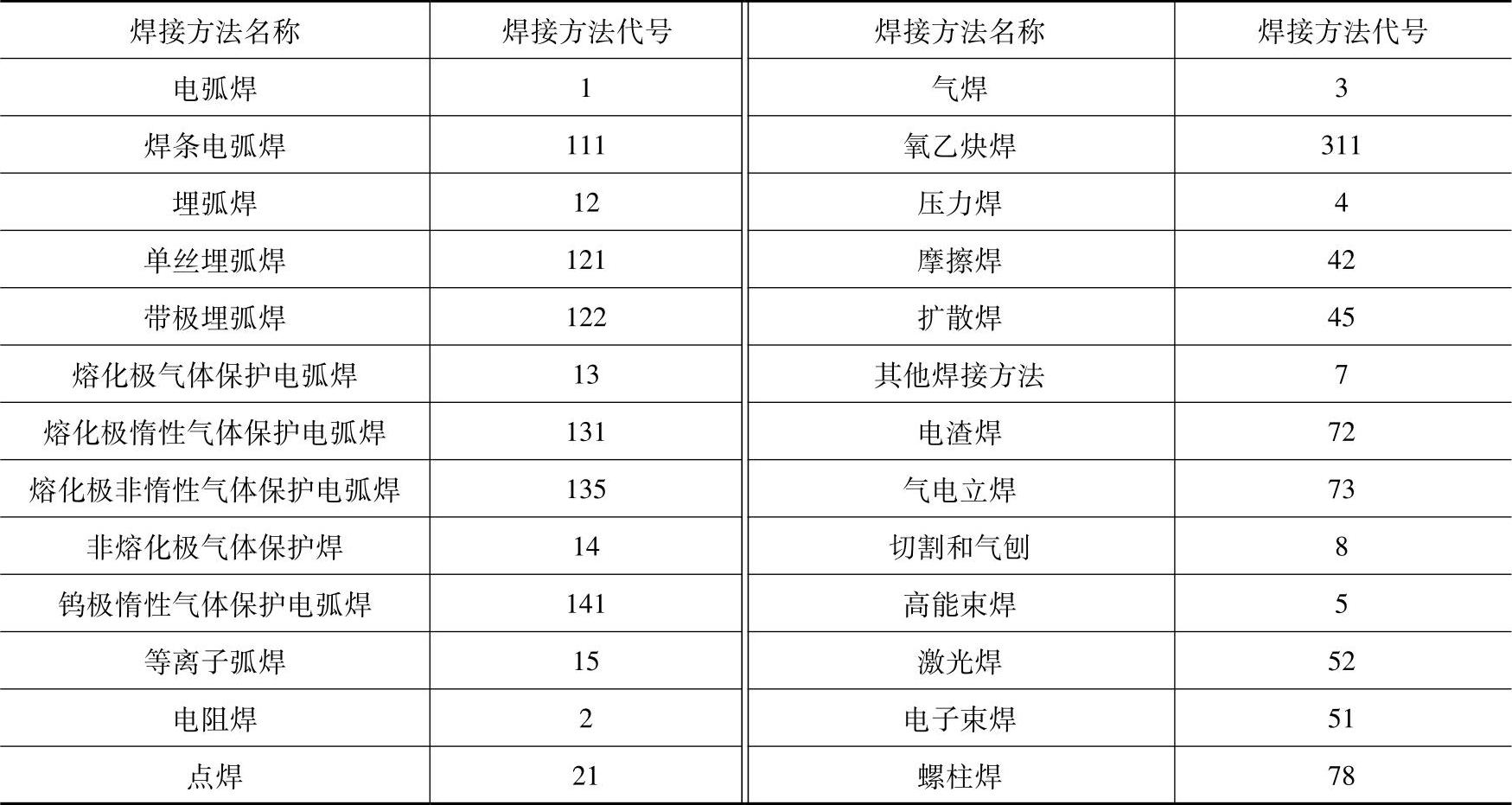
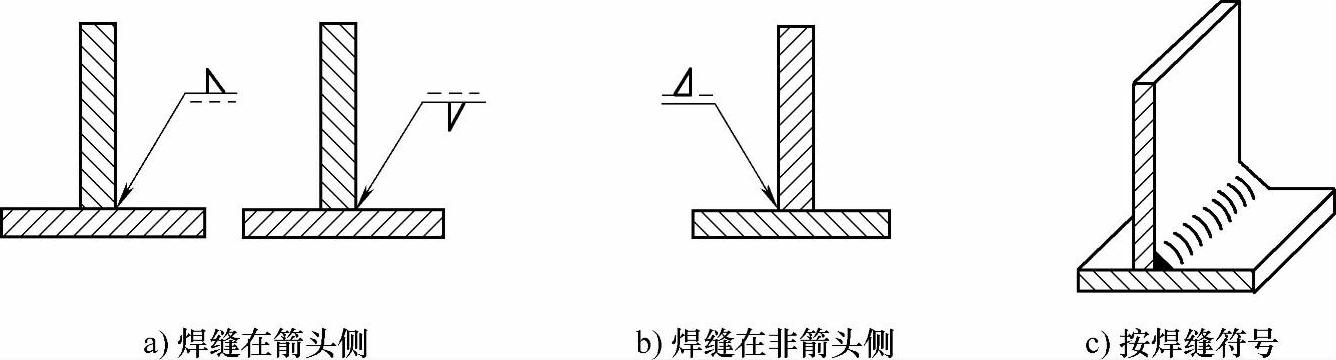
图3-25 基本符号和基准线的相对位置和指引线箭头侧的示例
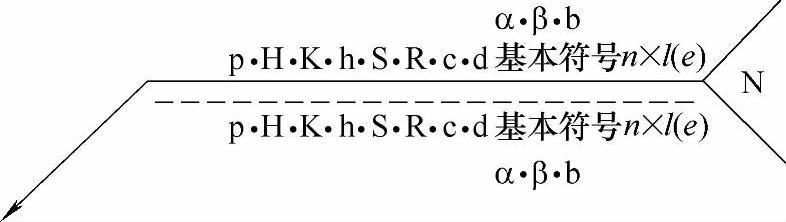
图3-26 焊缝尺寸的标注方法
表3-9 焊缝符号标注的示例

(二)焊缝的分类
按焊缝结合形式可分为对接焊缝、角接焊缝两大类(图3-24)。按焊缝在空间的位置可分为平焊缝、立焊缝、横焊缝和仰焊缝四种形式。按焊缝连续情况可分为连续焊缝和断续焊缝两种断续焊缝只适用于对强度要求不高,以及不需要密闭的焊接结构。断续焊缝又可分为交错式焊缝和链状焊缝两种。按焊缝的作用可分为用做承受载荷的承载焊缝和不直接承受载荷只起连接作用的联系焊缝。
(三)焊缝位置
焊缝所处的空间位置,可用焊缝倾角和焊缝面转角来表示,如图3-27、图3-28所示。
焊缝倾角:对接焊缝或角接焊缝的轴线(图3-27、图3-28中的OP线)与水平面的夹角当焊缝轴线与水平面重合时,焊缝倾角为0°;焊缝轴线与垂直面重合时,焊缝倾角为90°。
焊缝面转角:焊缝中心线(焊根与盖面层中心连线,即图3-27、图3-28中垂直于焊缝轴线的箭头线)围绕焊缝轴线顺时针旋转角度。当面对P点,焊缝中心线在6点钟时的焊缝面转角为0°。焊缝中心线旋转再回到6点钟时的焊缝面转角为360°。
焊缝在空间的位置除标准的平、横、立、仰四种形式外,各自还有规定的范围。
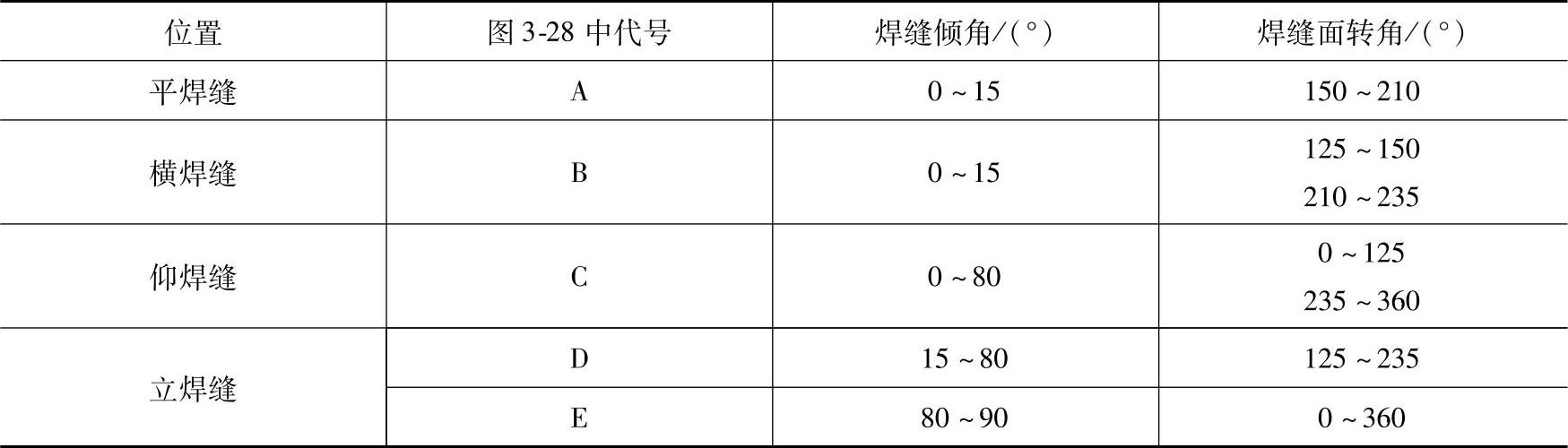
对接焊缝位置规定的范围见表3-10及图3-27。角接焊缝位置规定的范围见表3-11及图3-28
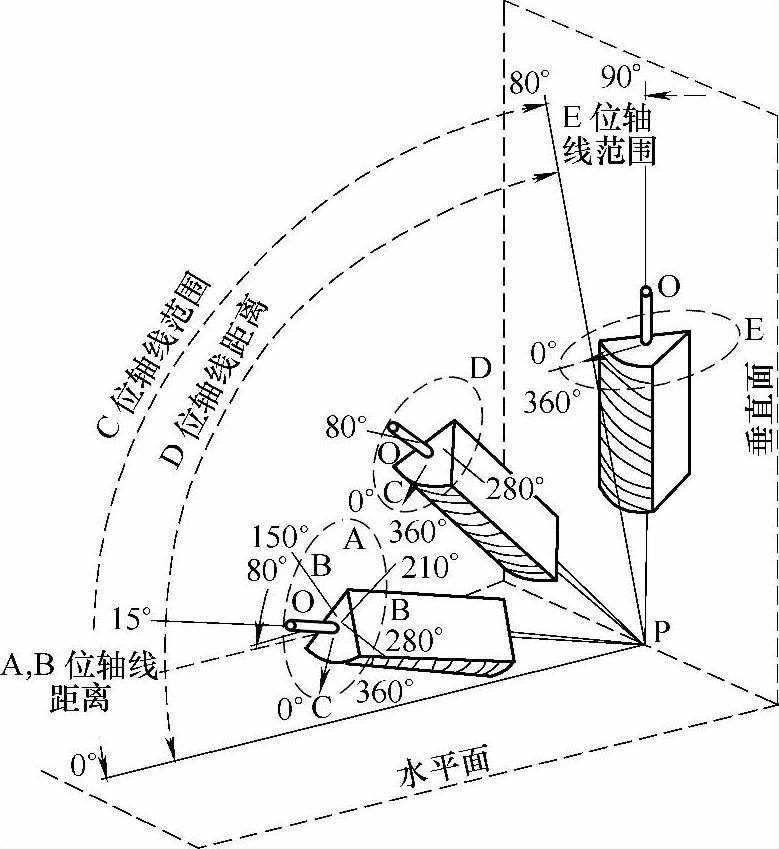
图3-27 对接焊缝位置
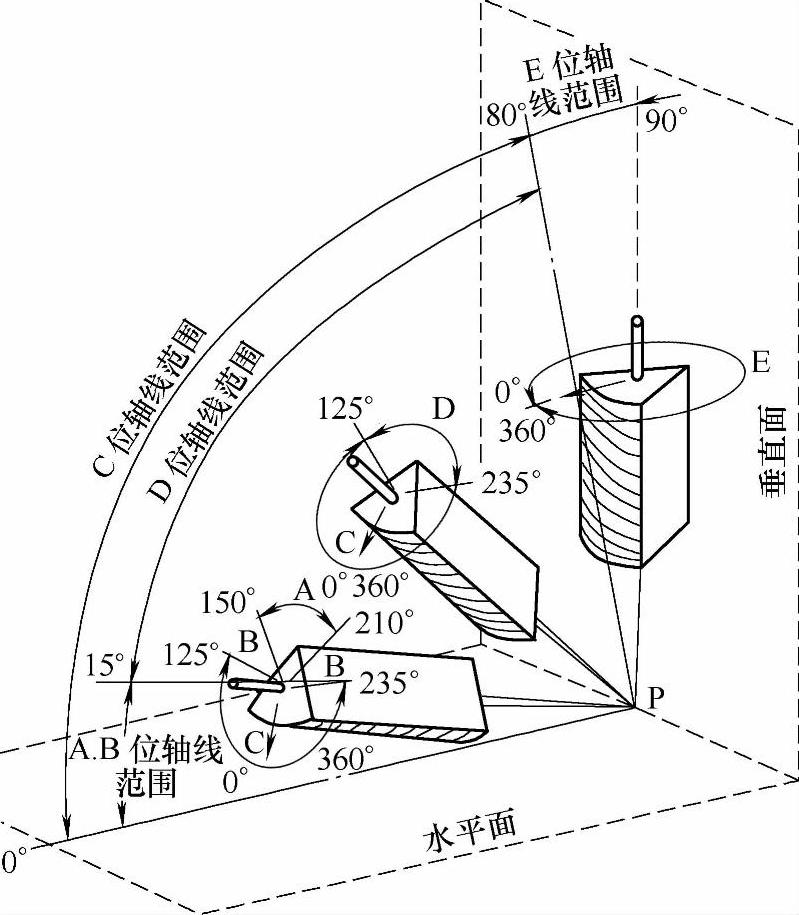
图3-28 角焊缝位置
表3-10 对接焊缝位置范围
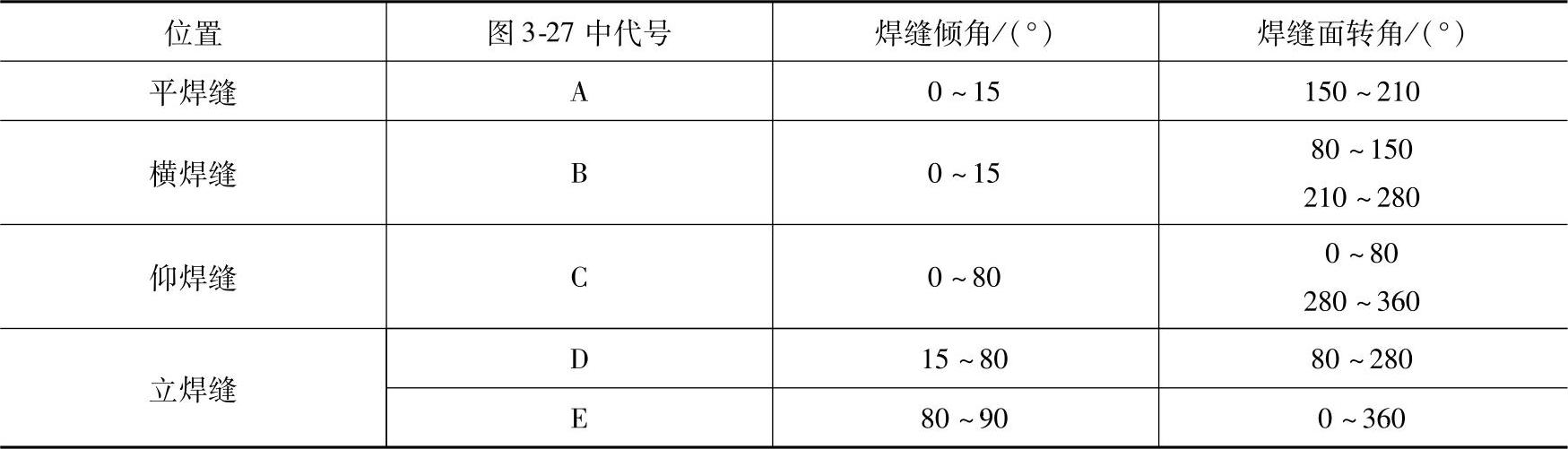
表3-11 角焊缝位置范围
特种设备焊工考试试件位置是焊缝空间位置的典型位置,考试合格后的典型位置能覆盖的范围除特种设备焊工考试规则规定外,还包括表3-10、表3-11的范围。
有关特种设备焊工考试实用培训教材的文章

而采用视觉传感器CCD采集的图像进行分析,得到的是沿焊枪行走方向熔池前端的一段焊缝曲线的位置变动。在焊缝曲线尚未影响到控制量之前,系统实际上已经检测到了这种变动的干扰,这样当焊枪行走到预定的位置处时就可以采用偏差已知的调节方法,实现焊缝跟踪的定位调节,即这是一个闭环系统。在焊接跟踪系统中,CCD检测到的焊缝位置其实并不是真正的被控制量。......
2023-06-26

焊件装配、焊接层次及障碍管位置如图1-11所示。图1-11 焊件装配、焊接层次及障碍管位置a)焊件装配及焊缝层次 b)障碍管位置辅助工具及量具 氩气流量表、打渣锤、钢直尺、钢丝刷、台式砂轮机、角向打磨机和焊缝万能量规等。......
2023-06-15

设置安全线时,应尽量避免将其尽端设在高填方、桥头及建筑物或设备附近,以防列车脱轨时造成更大损失。我国铁路规定,进站信号机外制动距离内换算坡度若超过6‰下坡道,则需设置安全线。图4.49同时发接列车时车站安全线位置图与站内正线接轨各类线路与站内正线接轨时,其安全线的位置如图4.50所示。在进站信号机外制动距离内进站方向为超过6‰的下坡道的车站,应在正线或到发线的接车方向末端设置安全线。......
2023-08-21

表13-8为规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差。表13-6 二级、三级焊缝外观质量标准 注:表内t为连接处较薄的板厚。表13-7 对接焊缝及完全熔透组合焊缝尺寸允许偏差 表13-8 规定部分焊透组合焊缝和角焊缝外形尺寸允许偏差 注:1.﹥80.mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%。......
2023-07-02

表16-3 焊接三阶段检查内容表(续)1.焊缝外观检查焊接完毕,所有焊缝均进行100%外观检查,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,焊缝外形尺寸符合现行国家标准《钢结构工程施工验收规范》的规定和《国家体育场钢结构工程施工质量验收规程》的规定。......
2023-07-02

而这个以此代表彼的“此”就是符号的能指部分,所代表的彼就是符号的所指部分。对于所指主要有下面三种不同的理解:其一,所指是符号所阐述的实在事物、所指向的客观世界,也即所指是“所指事物”。但是有些符号学研究者仍然在他们的论述中常常把“所指”与“所指事物”相混淆,因为人们潜意识中总认为符号具有替代现实事物的作用。......
2024-07-26

焊缝金属或母材的缺欠超过相应的质量验收标准时,可采用砂轮打磨、碳弧气刨、铲凿或机械等方法彻底清除。焊缝或母材的裂纹应采用磁粉、渗透或其他无损检测方法确定裂纹的范围及深度,用砂轮打磨或碳弧气刨清除裂纹及其两端各50mm长的完好焊缝或母材,修整表面或磨除气刨渗碳层后,并用渗透或磁粉探伤方法确定裂纹是否彻底清除,再重新进行补焊。厚板返修焊宜采用消氢处理。......
2023-08-22
单字母符号单字母符号是用英文字母将各种电气设备、装置和元器件划分为23大类,每一大类用一个专用单字母符号表示,如“R”表示电阻器类,“Q”表示电力电路的开关器件等,如表1.11所示。双字母符号中的另一个字母通常选用该类设备、装置和元器件的英文名词的首位字母,或常用缩略语,或约定俗成的习惯用字母。......
2023-11-24
相关推荐