图1-2-13 硅弧焊整流器原理框图主变压器把三相380V电压降至所要求的空载电压U0。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。......
2023-06-25
(一)弧焊变压器
弧焊变压器是一种特殊的降压变压器,由铁心和一次、二次相隔离的绕组组成主变压器,配合所需的调节装置、指示装置和风冷装置(必要时)等组成,与一般电力变压器不同的是,弧焊变压器必须有较大的漏感,才能保证电弧稳定燃烧和得到所需的外特性。适用于SMAW SAW、TIG的焊接。根据获得下降外特性的方法不同可分为串联电抗器式、增强漏磁式。
1.串联电抗器式
由正常漏磁的变压器(外特性是平的)、串联电抗器(带线圈的铁心)构成,按结构不同又分为:
(1)分体式 变压器和电抗器是两个独立的个体。单站式BN系列(已停产)和BP—3×500型多站式弧焊变压器属于此类。
(2)同体式 变压器与电抗器铁心组成一体,两者之间不但有电的串联,还有磁的联系其线路结构如图3-2所示。BX2系列弧焊变压器属于此类。易做成大、中容量供焊条电弧焊、埋弧焊、SAW使用。此类焊机属于电磁控制型弧焊电源。
2.增强漏磁式
这类变压器人为增大自身的漏抗,不必再串联单独的电抗器。按增强和调节漏抗的方法又可按如下分。
(1)动铁心式 在一次、二次绕组间设置有可移动铁心的磁分路,以增强和调节漏磁,其结构如图3-3所示。BX1系列弧焊变压器属于此类。

图3-2 同体式弧焊变压器线路结构

图3-3 动铁心式弧焊变压器结构
(2)动圈式 通过增大一次、二次绕组之间距离来增强漏磁,通过改变绕组之间距离进行调节,其结构如图3-4所示。BX3系列弧焊变压器属于此类。
(3)抽头式 将一次、二次绕组分别绕在不同心柱上,同时进行不同程度的分置来增加和调节漏磁。通过绕组抽头,改变一、二次绕组的绕组匝数来调节漏抗,其线路结构如图3-5所示。BX6型弧焊变压器属于此类。

图3-4 动圈式变压器结构
1—调节丝杆 2—铁心 3—二次绕组 4—一次绕组
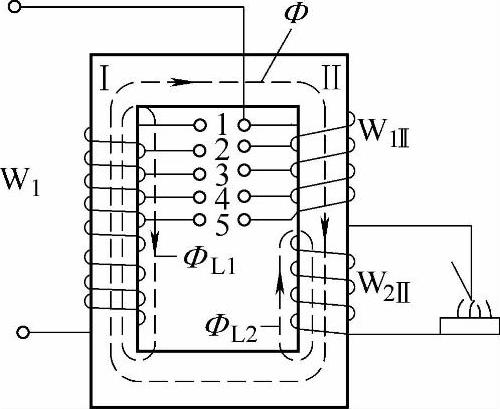
图3-5 抽头式弧焊变压器线路结构
(二)直流弧焊发电机
直流弧焊发电机分两种,一种是以电动机驱动发电机,电动机与发电机同轴共壳组成一体化结构。另一种是柴油或汽油发电机,可组装成汽车式,用汽车的发动机驱动一台或两台发电机如AXQ2-2×250焊机。其优点是电弧稳定、焊接电流受电网影响小、过载能力强,柴油或汽油发电机特别适用野外无电网场合,但由于造价高、噪声大、耗电和空载损耗大等缺点,电动机驱动的弧焊发电机目前已基本停止生产。新型内燃驱动弧焊发电机以柴油或汽油发动机为原动机驱动发电机工作,通过电子控制调节可以获得平或下降外特性电源,不仅用于直流焊接,也用于交流和脉冲焊接。新型内燃驱动弧焊发电机外形如图3-6所示。
直流弧焊发电机为了获得下降外特性(发电机本身为平特性),可通过在电路中串联镇定电阻和改变磁极磁通去磁来实现,串联镇定电阻有多站式弧焊发电机如AP系列。改变磁极磁通去磁主要有差复励式AX1系列(串联绕组去磁)、换向极式AX4系列(换向极去磁)和裂极式AX系列(电枢反应去磁)三种。

图3-6 新型内燃驱动弧焊发电机外形
(三)硅弧焊整流器
硅弧焊整流器是把交流电经降压整流后获得直流电的弧焊电源。它由主变压器、电抗器、半导体整流元件(整流器)、获得所需外特性的调节机构、冷却风扇和仪表等组成,基本原理如图3-7所示。输出电抗器是接在直流焊接回路中的一个带铁心并有气隙的线圈,其作用主要是改善硅弧焊整流器的动特性和滤波。根据有无电抗器分为有电抗器硅整流器和无电抗器硅整流器。

图3-7 硅整流弧焊电源基本原理
1.无电抗硅整流器
无电抗器硅整流器按主变压器的结构不同分为正常漏磁和增强漏磁。正常漏磁电源外特性是平的,按调节空载电压的不同分为抽头式、辅助变压器式和调压式。增强漏磁,无需外加电抗器即可获得下降外特性。按增强漏磁的方法不同分为动铁心式、动线圈式。
(1)无电抗器正常漏磁硅整流器—抽头式弧焊整流器 抽头式弧焊整流器由主变压器、整流器和输出电抗器组成。主变压器是正常漏磁的一般降压变压器,漏抗很小,可获得近于水平的外特性。为了调节输出电压,在一次绕组上设置的许多抽头改变一次绕组匝数进行调节,其线路如图3-8所示。其特点是结构简单、节省材料,易于制造,使用可靠,但具有平特性有时难以引弧。在抽头式弧焊整流器中输出电抗器必不可少,输出电抗器用来控制短路电流增长速度和减少飞溅。这种焊机主要适用于细丝CO2焊和其他混合气体保护焊。

图3-8 抽头式弧焊整流器变压器线路
(2)无电抗器增强漏磁硅整流器
1)动铁心式弧焊整流器。动铁心式弧焊整流器由三相铁心式主变压器、硅整流元件组及输出电抗器等组成。动铁心在三柱式铁心窗口移动,改变漏磁,获得下降外特性。由于三相铁心式主变压器制造比较复杂,难以保证三相电压和电流平衡多采用单相动铁心式弧焊变压器,并用输出电抗器滤波焊机型号如ZX-320。
2)动线圈式弧焊整流器。它主要由增强漏磁的三相动线圈弧焊变压器和三相桥式整流器组成,如图3-9所示。调节一、二次绕组间的距离可改变漏抗大小获得下降外特性。由于它结构和线路简单,动特性很好,飞溅较小,一般可不用输出电抗器。焊机型号有ZXG1-250 ZXG6-300等,适用焊条电弧焊、TIG和等离子弧焊。

图3-9 动线圈式弧焊整流器变压器
1—变压器铁心 2—二次绕组 3—一次绕组
2.有电抗硅整流器
有电抗器硅整流器根据电抗器有无反馈分为无反馈、部分反馈、全部内反馈磁放大器式硅整流器三种。无反馈磁放大器式电源外特性为垂直陡降外特性,焊机型号如ZXG7—300,适用焊条电弧焊和TIG。全部内磁放大器式电源外特性为平外特性,焊机型号如ZPG—500—1,适用于细丝CO2焊和其他混合气体保护焊。部分反馈磁放大器式电源外特性为缓降外特性,其原理如图3-10所示。焊机型号如ZXG—400,适用焊条电弧焊和TIG,同时兼有平、缓降多特性,适用焊条电弧焊、埋弧焊和CO2焊。
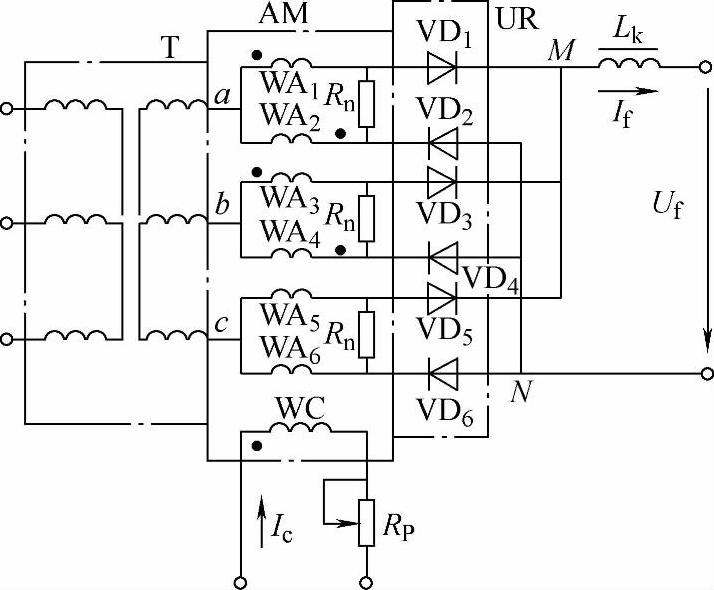
图3-10 电阻内桥部分反馈磁放大器式弧焊整流器原理
3.交直流两用硅弧焊整流器
交直流两用硅弧焊整流器既可以输出直流电,也可以输出交流电,具有下降外特性,是焊条电弧焊和钨极氩弧焊的一种两用电源,用来焊接碳钢、不锈钢及铝、钛等有色金属。基本电路如图3-11所示,其中T是具有下降特性的交流弧焊变压器,UR是单相桥式整流器,LK是电抗器。
用直流(DC)焊接时,把交流(AC)输出端1、2短接,从直流输出端提供焊接电流。
用交流(AC)焊接时,把直流(DC)输出端短接,从1、2两端输出交流电。此时由于电抗器LK的串入,而且LK总是通直流电,对电流有滤波作用,因而使焊接电流呈梯形波。如图3-12所示,波形1为普通交流焊接波形,波形2为接近梯形波的焊接电流波形。过零点附近的时间很短,故容易再引弧,又因焊接电流半波接近于恒定直流,所以电弧较稳定。国内外都有这种交直流两用式硅弧焊整流器。国产型号包括ZXG3—300型、ZXG9—150/300/500型等。

图3-11 交直流两用硅弧焊整流器基本电路

图3-12 输出交流焊接电流波形
1—普通交流焊接波形 2—接近梯形波焊接电流波形
(四)晶闸管式弧焊整流器
主电路由降压主变压器T、晶闸管整流器UR和输出电抗器LK等组成,AT为晶闸管的触发电路,借助电子控制线路(包括反馈电路)以不同方式控制晶闸管导通角,得到所需的外特性CB为操纵保护电路。基本原理如图3-13所示。该弧焊整流器电磁惯性小,易控制,动特性灵敏、节能、噪声小、省料但电路较复杂。
1.主电路的种类
为保证低电压、大电流,弧焊电源应具有一定的外特性,输出电流和电压值要有较宽的调节范围,波形连续,脉动小等特点。其主电路应为三相桥式半控、三相桥式全控、六相可控半波和带双反星可控四种整流电路。现就四种整流电路进行如下简单介绍。
1)三相桥式半控电路只有三只晶闸管和三个触发单元,线路比较简单、可靠、经济和较易调试。主变压器也为普通三相降压变压器,易于制造。其主要缺点是调至低电压或小电流时,波形脉动较明显为满足要求,需配备大电感的输出电抗器,常见型号有LHF—400。
2)三相桥式全控电路输出电压每周有六个波峰,脉动小,配备的输出电抗器也较小。主变压器也为普通三相降压变压器,易于制造。其主要缺点是六只晶闸管和六个触发单元,线路复杂,调试和维修难度大。但这种电路在国内外广泛应用,常见型号有GS—400ss和ZX5—400。
3)六相可控半波电路与三相桥式全控整流电路一样,都是六只晶闸管,输出波形也一样。六相可控半波电路触发电路简单,每管一周内最多只导通60°(三相桥式全控整流为120°);由于一管导电时其他管都休止,故变压器和晶闸管的利用率不高。
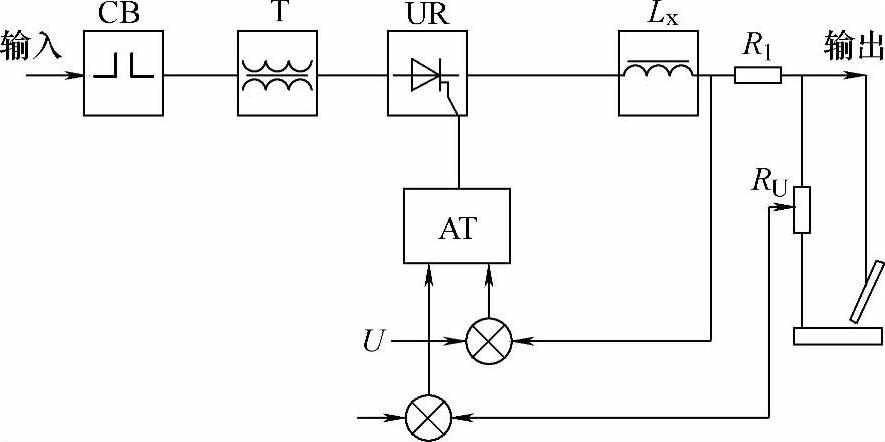
图3-13 晶闸管弧焊整流器基本原理
4)带平衡电抗器的双反星可控电路相当于两组三相半波整流电路,变压器和晶闸管的利用率比六相可控半波电路增加一倍。工作时两管并联同时导通,每管分担六分之一的负载电流;相同额定电流时比三相桥式半控电路中的晶闸管额定电流要小,很适合大电流低电压的场合。触发电路比三相桥式半控电路复杂,比三相桥式全控简单。优点是脉动小,配备的输出电抗器也较小。其主要缺点是需要平衡电抗器,制造时精度较高,且要求抽头两边线圈的整流电路的参数(变压器的匝数和漏感)应对称。常见型号有ZDK—500。
2.触发电路的种类和套数
触发电路的种类有单结晶体管触发电路、晶体管触发电路、集成触发器、程控单结晶体管触发电路、数字式触发电路五种。
触发电路的套数一般由主电路中的晶闸管数量决定。六只晶闸管可以用六套互不牵制的触发电路,但由于触发电路太多,各套电路参数难以做到完全一样,导致三相电路不平衡,容易产生故障。当采用带平衡电抗器的双反星可控电路晶闸管阳极电压刚好两两相反时,可用三套触发电路晶闸管阳极电压刚好相同时(共阳极接法,各晶闸管在负半波导通),可用二套触发电路,由一套触发电路触发其中一组三相半波晶闸管。二套、三套触发电路六只晶闸管为如图3-14、图3-15所示。
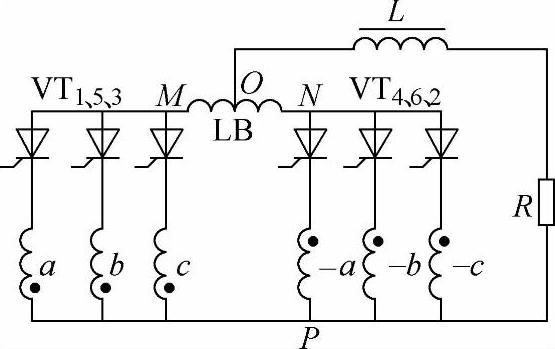
图3-14 二套触发电路六只晶闸管

图3-15 三套触发电路六只晶闸管
(五)脉冲弧焊电源
脉冲弧焊电源按获得脉冲电流所用的主要器材不同分为:单相整流式脉冲弧焊电源、磁放大器电抗器式脉冲弧焊电源、晶闸管式脉冲弧焊电源、晶体管式脉冲弧焊电源和IGBT式脉冲弧焊电源。
1.单相整流式脉冲弧焊电源
单相整流式脉冲弧焊电源,常用的有并联式、可调并联式和阻抗不平衡式三种。
(1)并联式单相整流式脉冲弧焊电源 这是一种最为简单的脉冲弧焊电源。它用一台普通的直流弧焊电源提供基本电流,用另一台变压器有中心抽头的单相半波或全波整流器与其相并联,提供脉冲电流(图3-16)。提供脉冲电流的单相变压器的二次电压通常仅为35~45V,便可满足使用的要求。半波整流的脉冲电流频率为50Hz。当开关S合上成为全波整流时,脉冲电流的频率为100Hz。如果采用晶闸管整流,还可以调节内脉冲宽度,从而调节脉冲幅度,用以对脉冲电流进行细调。这种脉冲电源的结构简单,制作容易,基本电流和脉冲电流均可调节,使用可靠,成本低。但是,它的调节参数不多且会互相影响,所以它只适合于一般要求的脉冲弧焊工艺。
一般采用陡降特性的弧焊电源来提供基本电流,用平特性的整流器来提供脉冲电流。此外必要时也可用其他外特性的电源搭配,这要根据弧焊工艺要求来确定。
(2)可调并联式单相整流脉冲弧焊电源 它的工作原理与上述并联式单相整流脉冲弧焊电源基本上相同,其电路如图3-17所示。只是不用带中心抽头的变压器,而改用两台二次电压容量都不同的变压器各作为正负半周的交流电源交替工作。二次电压较高者提供脉冲电流,二次电压较低者提供基本电流。它们分别可调,互不影响,其电流波形如图3-18所示。由图3-17、图3-18可见,当u1与u2数值不相等时,脉冲电流频率为50Hz;当u1与u2数值相等时,脉冲电流频率为100Hz,从而实现对脉冲电流频率的调节。两个电源都采用平特性。用于等速送丝熔化极脉冲弧焊时,电弧稳定,使用和调节方便。但是,它在制造上较前者复杂。

图3-16 并联式单相整流脉冲弧焊电源

图3-17 可调并联式单相整流脉冲弧焊电源电路
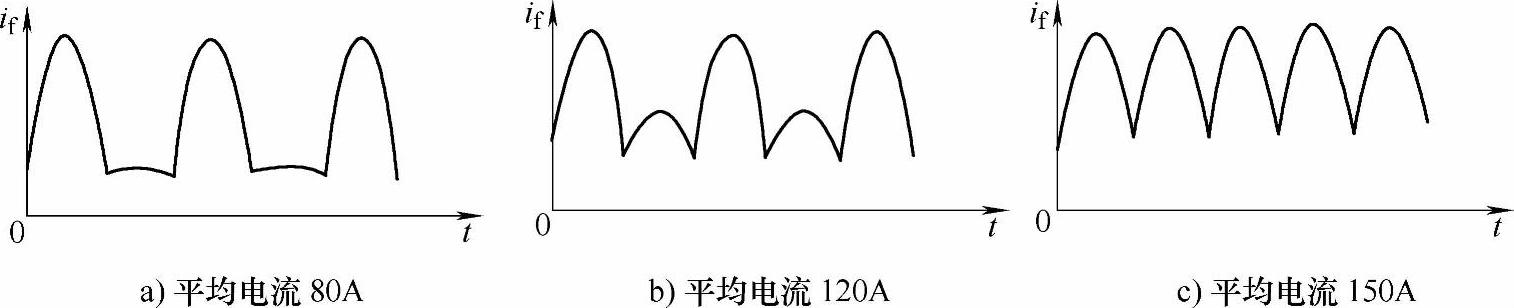
图3-18 可调并联式单相整流弧焊电源的电流波形
2.磁放大器式脉冲弧焊电源
(1)基本原理与特点 磁放大器式脉冲弧焊电源的基本原理是采用主变压器二次三相电压不平衡、三相磁放大器交流阻抗不平衡,或者为磁放大器输入脉冲励磁电流等方法而获得脉冲电流。
1)采用脉冲控制电流,如图3-19a所示。
2)变换阻抗(阻抗不平衡),为达到三相输出不平衡,也可以使二次某相的电压增大或减小。图3-19b是通过使阻抗不平衡和三相电压不平衡,而获得脉冲电流的示意图。
磁放大器式脉冲弧焊电源的特点:
1)脉冲电流和基本电流取自同一变压器,属一体式脉冲弧焊电源,结构简单、体积小。
2)通过改变磁放大器的饱和程度,可在焊前或在焊接过程中无级调节电源的输出功率,调节参数容易,使用方便。
3)这种脉冲电源可以方便地在磁放大器式弧焊整流器基础上实现,可做到一机多用。
4)由于磁放大器的时间常数大,反应速度慢,使输出电流脉冲的频率受到限制。

图3-19 磁放大器式脉冲弧焊电源示意图
(2)脉冲励磁控制磁放大器式脉冲弧焊电源 在磁放大器式弧焊整流器的控制绕组中,通低频脉冲控制电流,便可在主电路上获得脉冲电流,这就是脉冲控制电流型磁放大器式脉冲弧焊电源。
通常是给磁放大器的控制绕组施加以矩形波Uc,由其决定脉冲电流的幅值、频率和脉宽比同时,改变与控制绕组串联的电阻值,可以调节控制回路的时间常数L/R,从而获得不同的电流上升率,以满足不同焊接工艺的要求,如图3-20所示。

图3-20 不同L/R时,脉冲控制电流和脉冲焊接电流的波形关系图
这种脉冲弧焊电源具有控制功率小,结构简单,波形和电流的调节方便等优点。但是,磁放大器的时间常数大,输出电流脉冲的频率受到限制,一般在10Hz以下。它适合非熔化极气体保护焊的电源。
3.晶闸管式脉冲弧焊电源
它按获得脉冲电流的方式不同,分为晶闸管给定值式和晶闸管断续器式两类。前者的脉冲式给定电压为高幅值时,主电路输出相应幅值的脉冲电流。当脉冲式给定电压为低幅值时,主电路则输出与其相应的基本电流。晶闸管断续器式弧焊电源主要由直流弧焊电源和晶闸管断续器两部分组成,晶闸管断续器在脉冲弧焊电源中起的作用从本质上说相当于开关。正是依靠这种开关作用,把直流弧焊电源供给的连续直流电流,切断变为周期性间断的脉冲电流。
4.晶体管式脉冲弧焊电源
它的主要特点是在变压、整流后的直流输出端串入大功率晶体管组。依靠大功率晶体管组、电子控制电路与不同的闭环控制相配合,从而获得不同的外特性和输出电流波形。
大功率晶体管组在主电路回路中起着两种作用,一是线性放大,二是电子开关的作用。根据晶体管组工作方式的不同,常把前者称为模拟式晶体管式弧焊电源,后者称为开关式晶体管式弧焊电源。
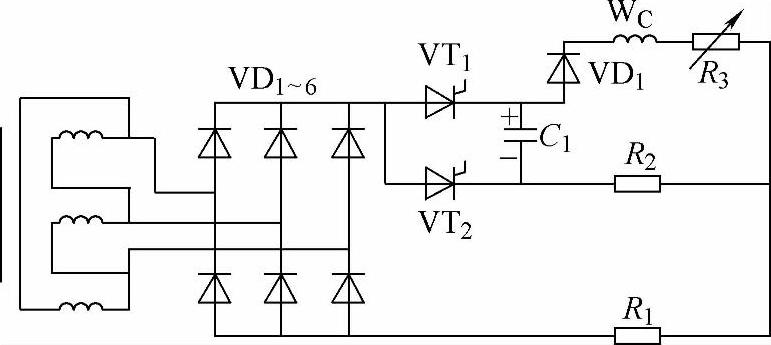
图3-21 用于产生脉冲控制电流的晶闸管式开关控制电路
脉冲弧焊电源获得脉冲控制电流的电路有多种形式,以晶体管脉冲电流控制电路和晶闸管式开关控制电路为常见。现介绍晶闸管式开关控制电路,如图3-21所示。在磁放大器的控制绕组中串联入晶闸管式开关,同样可以获得脉冲控制电流。
(六)逆变式弧焊整流器
1.逆变式弧焊整流器的组成和原理
弧焊逆变器是电子控制弧焊电源中的一种新形式。因而它的基本原理、主要组成与通常的电子控制弧焊电源相比在本质上说是相同的,基本组成框图如图3-22所示。
弧焊逆变器由主电路、电子控制系统和反馈给定系统组成。主电路由供电系统、电子功率系统和焊接电弧等组成。反馈给定系统由检测电路、给定电路、比较放大器等组成。弧焊逆变器利用电子控制系统和电流电压反馈对电子功率系统进行闭环控制来获得所需的外特性和动特性以适用各种焊接方法。

图3-22 弧焊逆变器基本组成框图
逆变基本原理是将工频交流电(单相或三相)经整流后经逆变器转变为中高频(几百赫至几万赫)交流电之后再降压后输出交流电或直流电。其中控制电路的控制方法有定脉宽调频率定频率调脉宽和混合调节三种。晶闸管式逆变器通过定脉宽调频率,改变晶闸管的开关频率来获得所需的外特性和波形,晶体管式、场效应管式和IGBT式弧焊逆变器通过定频率调脉宽来获得所需的外特性和波形。弧焊逆变器主电路逆变体制有三种AC—DC—AC、AC—DC—AC—DC和AC—DC—AC—DC—AC(矩形波),常见的是第二种。
(1)逆变式弧焊电源的特点
1)省料、质量轻、体积小。逆变频率的不同可使逆变式弧焊整流器质量减为传统焊机的1 5~1/10,体积减至1/3,特别适宜移动的场合。
2)高效节能。效率可达80%~90%,功率因数可达0.95以上,节能明显。
3)具有理想的电弧特性。电弧可控性好,外特性、动特性可按不同工艺水平来设计。电弧稳定性好,特别是交流矩形波逆变机。
4)容易实现遥控和计算机控制,适合作为机械化焊接、自动化及弧焊机器人的配套电源使用。
弧焊变压器、弧焊整流器及逆变整流器的性能比较见表3-4。
表3-4 弧焊变压器、弧焊整流器及逆变整流器的性能比较

(2)逆变式弧焊整流器的分类 根据其采用大功率快速开关元件的不同分为晶闸管式、晶体管式、场效应管式和IGBT式弧焊逆变器四种。
晶闸管式存在开关速度慢、频率低、有噪声、控制不理想等缺点,但结构简单、容量也比较大,是20世纪70年代的产品。晶体管式频率有所提高,范围在1~20kHz、容量大,但存在功率开关有二次击穿和控制功率大等缺点。场效应管式有更高开关速度、频率在50~100kHz、不存在二次击穿、耐冲击电流大,控制功率小但管子容量小,需多管并联使用。IGBT式集晶体管容量大与场效应管控制功率小、开关速度快的优点,容量更大(单管电流在1000A以上),频率固定在20~30kHz间,是当前主流产品。
根据输出电流种类的不同,分为直流、交流和脉冲弧焊逆变器。
2.矩形波交流弧焊逆变器
矩形波交流电弧不仅对焊铝及其合金具有特殊意义,而且由于它不存在直流偏吹,也可替代直流弧焊,用作碱性焊条等要求较高的场合。而过去是采用晶闸管、二极管和电抗器来获得交流电弧,虽然也能满足弧焊工艺要求,但过零点的速度不很理想。过零点的速度会直接影响电弧的稳定性。大容量的IGBT的出现改善了这一状况它的开关速度快,有利于过零点时电弧的稳定IGBT矩形波交流弧焊逆变器的原理如图3-23所示实际上,它是由直流弧焊电源和IGBT式全桥逆变主电路组成。
直流弧焊电源可采用具有下降特性的晶闸管式、晶体管式、场效应管式和IGBT式等弧焊整流器,也可用弧焊逆变器,若采用弧焊逆变器,则为二次逆变。该电路极性和电流的调节是通过控制全桥逆变主电路中两组IGBT轮流导通、导通时间及其相对比例,就可使电弧获得频率可变,极性、电流比例可调的矩形波交流电流。矩形波交流弧焊电源的空载电压和焊接电流的调节、外特性的获得,均通过调节直流弧焊电源而实现。
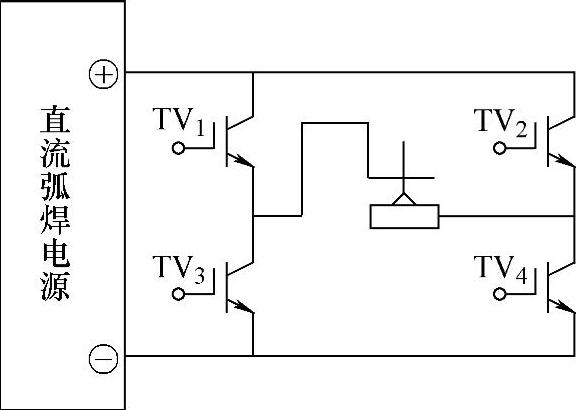
图3-23 IGBT矩形波交流弧焊逆变器的原理图
有关特种设备焊工考试实用培训教材的文章

图1-2-13 硅弧焊整流器原理框图主变压器把三相380V电压降至所要求的空载电压U0。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。......
2023-06-25

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30

正确地使用和维护弧焊电源,不仅能保持它工作性能正常,而且能延长弧焊电源的使用寿命。当接入负载时:电源1输出的电流为电源2输出的电流为负载电流为可见,负载电流在并联的电源中按与阻抗成反比的原则分担。使用时应使空载电压相近;调节阻抗使负载电流的分担与电源的容量相应。......
2023-06-30

不同的弧焊电源具有不同的特性,不同的焊接结构厚度、焊接工艺方法所需的弧焊电源的外特性、动特性和焊接电流、电压参数调节范围不同。对于具有下降特性的弧焊电源,当某种原因使焊接电流增加时,弧焊电源的输出电压在一定范围内迅速下降。埋弧焊 埋弧焊的电弧静特性为平段。采用小电流埋弧焊时,弧焊电源的空载电压为65~75V。当焊丝直径大于2mm时,宜用变速送丝系统配下降特性弧焊电源。弧焊电源的空载电压一般为65~80V。......
2023-06-30

TIG焊根据焊件材料可选择直流或交流弧焊电源,表1-6-1为不同的焊件材料与弧焊电源类别和极性的选择关系。焊接其他金属一般优先选择直流正接法,其次为交流弧焊电源。直流TIG焊多采用直流正接法方式施焊,此时电流不发生极性变化,电弧一旦引燃就能够十分稳定地燃烧。焊接铝、镁及其合金时,图1-6-5是交流钨极氩弧焊的电流、电压波形及其直流分量示意图。......
2023-06-26

目前数字化弧焊电源还没有专门的定义,可以理解为,采用数字控制技术的弧焊电源为数字化弧焊电源。DSP控制技术极大地推动了数字化弧焊电源的发展,是目前弧焊电源数字化中的核心技术。由于单片机与DSP具有不同的特点,因此许多数字化弧焊电源采用了单片机和DSP双处理器系统。随着科学技术的进步,会出现更多、更新的数字信号处理与控制器以及新型器件,将使数字化弧焊电源得到进一步的发展。......
2023-06-30

在20世纪70年代以前,国内承压设备的制造和安装单位所用的弧焊电源多是交流弧焊变压器和直流弧焊发电机。焊机的变化主要体现在以下四个方面:1)多种形式的弧焊整流器正在取代直流弧焊发电机,除了在无电网的野外施工采用内燃驱动弧焊发电机以外,电动机式弧焊发电机已逐渐淘汰。3)多种形式的脉冲弧焊电源的研制成功,进一步提高焊接质量、适应全位置和自动化焊接。......
2023-06-23
而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30
相关推荐