电缆的敷设方式。考虑电压降不要超过2%。适当的电缆尺径选取基于两个因素,电流强度与电路电压的损失。......
2023-07-02
选择焊接方法时,必须符合以下要求:能保证焊接产品的质量优良可靠,生产率高,生产费用低,能获得较好的经济效益。影响这几方面的因素概括如下。
(一)产品结构特点
1.产品结构类型
焊接的产品按结构大致分为四类:结构类、机械零件类、半成品类、微电子类。这些不同结构的产品由于焊缝的长短、形状、焊接位置等各不相同,适用的焊接方法也不同。
结构类产品中规则的长焊缝和环焊缝宜用埋弧焊和熔化极电弧焊。焊条电弧焊用于打底焊和短焊缝的焊接。机械类产品接头一般较短,根据其准确度要求,选用熔化极电弧焊(一般厚度)、电渣焊、气电焊(厚件)、电阻焊(薄件)、摩擦焊(圆形断面)或电子束焊(高精度)半成品的产品规则的选用埋弧焊、熔化极电弧焊、高频焊。微型电子器材的接头主要要求密封导电性、受热程度小等,宜用电子束焊、激光焊、超声波焊、扩散焊、钎焊和电容储能焊。
对于不同结构的产品通常有几种焊接方法可选择,因此还要综合考虑产品的其他特点。
2.工件厚度
工件厚度可在一定程度上决定所用的焊接方法。每种焊接方法由于所用的热源不同,都有一定的适用范围,在推荐的厚度范围内焊接,较易控制焊缝的质量和保持合理的生产率。推荐的各种焊接方法的厚度范围如图3-1所示。
3.接头形式和焊接位置
根据产品的使用要求和所用母材的厚度及形状,设计的产品可采用对接、搭接、角接等几种类型的接头形式,其中对接形式适用于大多数焊接方法。钎焊一般只选用于连接面积比较大而材料厚度较小的搭接接头。
产品中各个接头的位置往往根据产品的结构要求和受力情况决定。这些接头可能需要在不同的位置焊接,包括平焊、横焊、立焊、仰焊及全位置焊接等。平焊是最容易、最普遍的焊接位置,使产品接头尽可能处于平焊位置,既能保证良好的焊接质量,又能获得较高的生产率,可选用埋弧焊和熔化极电弧焊。立焊薄板时选用熔化极电弧焊,中厚板选用气电焊,超过30mm时采用电渣焊。
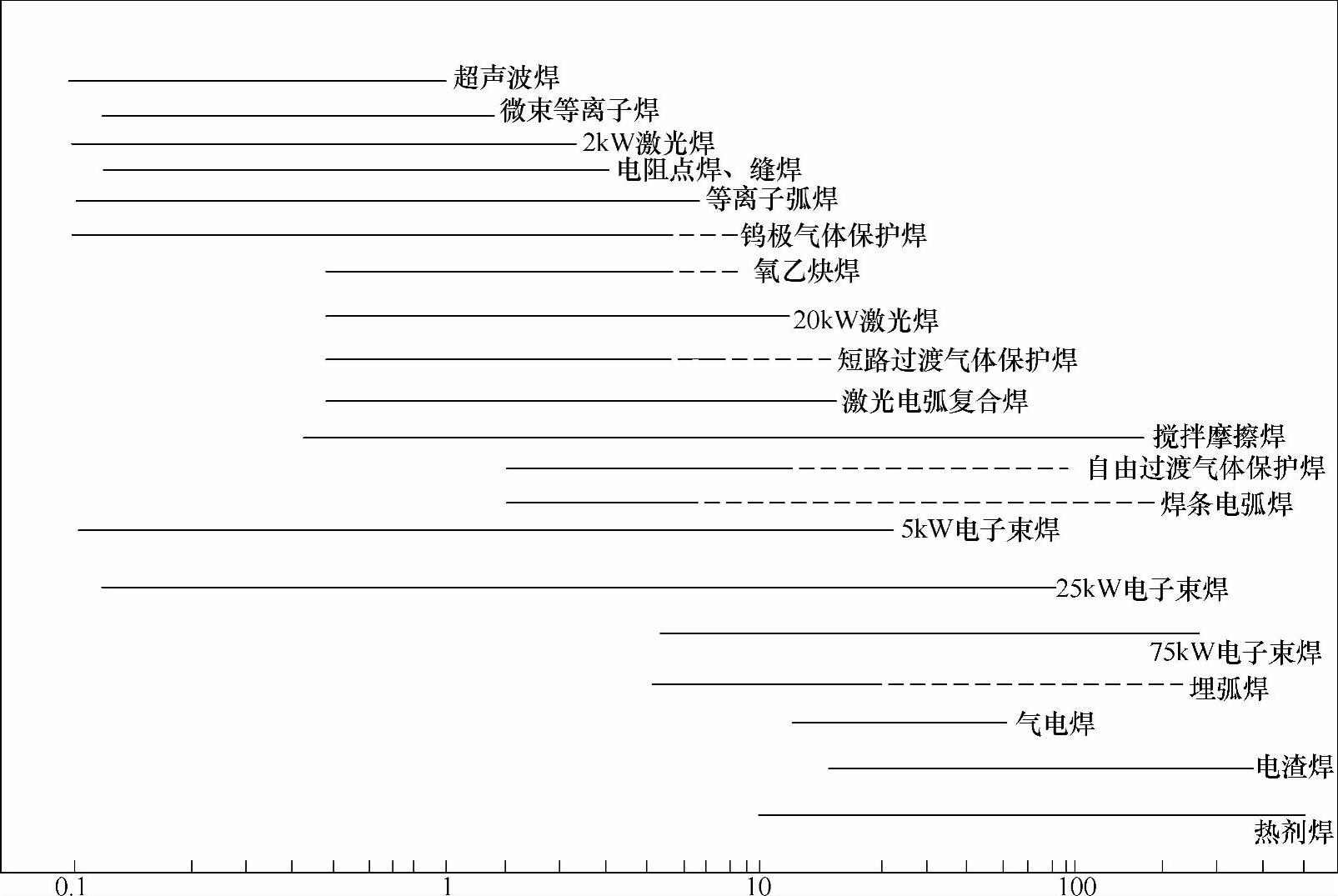
图3-1 各种焊接方法的厚度范围(对数刻度,虚线表示多道焊)
4.母材性能
(1)母材的物理性能 母材的导热、导电、熔点等物理性能直接影响其焊接性及焊接质量如铜、铝及其合金,应选用热输入大,具有较高焊透能力的焊接方法。
(2)母材的力学性能 被焊材料的强度、塑性、硬度等力学性能会影响焊接过程的顺利进行。如铝、镁一类塑性温度区比较窄的金属,不能用电阻焊,而低碳钢就可以。
另一方面,各种焊接方法对焊接金属及热影响区的金相组织及其力学性能的影响程度不同因此会不同程度地影响产品的使用性能。选择的焊接方法还要便于通过控制热输入从而控制熔深、熔合比和热影响区以获得力学性能与母材相近的焊接接头。如电渣焊、埋弧焊时,由于热输入较大,使焊接接头的冲击韧性降低。
(3)母材的冶金性能 由于材料的化学成分直接影响了它的冶金性能,从而也影响了材料的焊接性。普通的碳钢和低合金钢由于合金元素比较少,含碳量又低,一般的电弧焊均可采用对于铝、镁及其合金等活泼的有色金属材料不宜选用CO2焊、埋弧焊,而选用惰性气体保护焊如钨极氩弧焊、熔化极氩弧焊等。对于不锈钢可采用焊条电弧焊、氩弧焊、埋弧焊等,特别是氩弧焊,由于其保护效果好,更能满足不锈钢耐蚀性的要求。对于钛、锆等难熔金属,由于其气体溶解度较高、焊后容易变脆,因此采用真空电子束焊为最佳。
另外,一些合金元素较多的金属材料采用不同的焊接方法使焊缝有不同的熔合比,影响了焊缝的化学成分及其性能。如高淬硬性的金属宜采用冷却速度较慢的焊接方法和焊前预热,淬火钢不宜采用电阻焊。对于冶金相容性较差的异种金属可采用非液相相接的焊接方法,如钎焊、扩散焊、爆炸焊。
(二)生产条件
在选择焊接方法用来制造具体产品时,要顾及制造厂家的设计及制造的技术条件和焊工的操作技术水平,以及所用的焊接设备和焊接材料。
有关特种设备焊工考试实用培训教材的文章

轴线的偏移将使机器的工作情况恶化,因此要求联轴器应具有补偿轴线偏移的能力。另外,在有冲击、振动的场合,还要求联轴器具有缓冲和吸振的能力。齿式联轴器承载能力大,工作可靠,有较大的综合补偿偏移能力。为了消除这一缺点,常将十字轴万向联轴器成对使用,组成双万向联轴器。弹性套柱销联轴器结构简单,成本较低,装拆方便,适用于转速较高、有振动和经常正反转、起动频繁的场合。......
2023-06-25

测量工具是指能够单独地或者连同辅助设备一起进行测量的器具。绝对测量时测得的数值是被测量的绝对数值。综合测量是指同时测量工件上的几个参数,综合判断工件是否合格的测量方法。在线测量是指在零件的加工过程中对工件进行测量。测量的目的仅限于发现和挑出废品。......
2023-06-15

男生选购吉他男生一般喜欢民谣音乐,特别是低音丰富的音乐。就一家40多年的吉他品牌而言,要挤入高级吉他的行列原本不易,但Taylor从木料、做工、音色等各方面,不断挑战人类制作吉他技术的极限,展现出它在吉他制造上的精深与执着。后三种牌子的主打产品是电吉他。......
2023-11-20

注射压力过高,制件可能产生飞边,脱模困难,影响制件的表面粗糙度,使制件产生较大的内应力,甚至成为废品,同时还会影响到注射装置及传动系统的设计。注射压力的大小要根据实际情况选用。采用中间直径的螺杆,其注射压力范围在100~130MPa;采用大直径的螺杆,注射压力在65~90MPa范围内;采用小直径的螺杆,其注射压力在120~180MPa的范围内。注射压力的计算如下:式中 p0——油压;D0——注射液压缸内径;D——螺杆(柱塞)外径。......
2023-06-23

埋弧焊多用于大型构件的长焊缝平位焊接,尤其适用于焊缝填充量较大的厚板焊接。钨极氩弧焊熔深浅,熔敷速度小,焊接生产率较低,其焊接时需采用防风措施;由于惰性气体较贵,故生产成本较高。熔化极气体保护焊与焊条电弧焊相比受环境制约较大,在室外操作需采用防风措施。此外,还要综合考虑焊件的材料与结构特点及其焊接质量的要求。......
2023-06-15

而接在变频器输出端和电动机之间的输出电抗器,其主要作用则是为了降低电动机的运行噪声。虽然输入电抗器容量的选择和电源容量有较大关系,但在一般情况下,可以按照在额定电压和额定电流条件使电抗器上的电压降低2%~5%之间的原则进行选择。当这些现象出现时,应该选用输出电抗器使变频器的输出平滑,以减小输出谐波产生的不良影响。常用直流电抗器的规格见表3-2。......
2023-06-19
表1-2-3 交直流弧焊电源技术经济性比较与用途根据工作条件和需要选择1)在水下、高山、野外施工等场合没有交流电网,应选用汽油或柴油发动机拖动弧焊发电机。2)对于热敏感性大的合金钢、薄板单面焊双面成形、管道及全位置自动焊,宜用数字化脉冲弧焊电源。......
2023-06-25
相关推荐