
第三位数字表示同一类型熔炼焊剂的不同牌号,按0、1、2、…焊丝和焊剂的型号分类根据焊丝—焊剂组合的熔敷金属化学成分、力学性能进行划分。......
2023-07-02
焊剂是焊接时能够熔化形成熔渣和气体,对熔化金属起保护和冶金作用的一种颗粒状物质其作用与焊条药皮相似,与焊丝(相当于焊条中的焊芯)配合使用是决定焊缝金属化学成分和力学性能的重要因素。
(一)焊剂的分类
焊剂有多种分类方法,如可按用途分为钢用焊剂和有色金属用焊剂;钢用焊剂又可分为碳钢焊剂、合金钢焊剂及高合金钢焊剂。焊剂按照生产工艺的不同,还可分为熔炼焊剂和烧结焊剂。
熔炼焊剂是将各种矿物性的原料按给定的比例混合后,利用电弧炉和火焰炉等加热到1300℃以上,使其熔化,搅拌均匀后出炉,通常在水中激冷以使粒化。再经过烘干、粉碎、过筛、包装,检验合格后出厂。烧结焊剂是按照给定的比例配料先进行干混合,然后加入粘接剂(水玻璃)进行湿混合,混合均匀后送入造粒机造粒。之后将颗粒状的焊剂送入干燥炉内烧结经400~500℃烧结者称为低温烧结焊剂,经700~1000℃烧结者称为高温烧结焊剂。
烧结焊剂与熔炼焊剂相比,可以向焊剂中添加一定量的脱氧剂和合金剂,参与熔池的脱氧和合金化,这样熔敷金属的力学性能能够得到控制,在使用的焊丝受到限制时,能够通过焊剂中的合金加以补充,达到所要求的力学性能。烧结焊剂具有熔炼焊剂不可比拟的优越性,不仅可以渗合金,而且具有脱渣性好、节约能源、焊剂成分易控制、生产环境污染小等优点。
(二)焊剂的型号
焊剂的型号是依据GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》和GB/T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》的规定来划分的。
1.埋弧焊用碳钢焊剂
(1)分类依据 埋弧焊用碳钢焊剂的型号是根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行分类的。
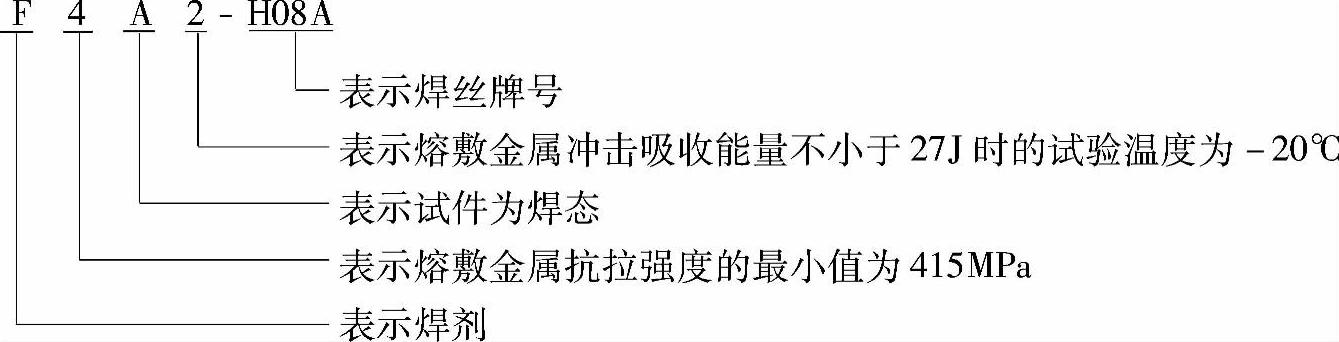
(2)型号编制方法 焊丝-焊剂组合的型号编制方法如下:字母“F”表示焊剂;第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度;“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957—1994编制。
(3)完整的焊丝-焊剂型号示例如下:
2.埋弧焊用低合金钢焊剂
(1)分类依据 埋弧焊用低合金钢焊剂是按焊丝-焊剂组合的熔敷金属力学性能,热处理状态进行划分的。
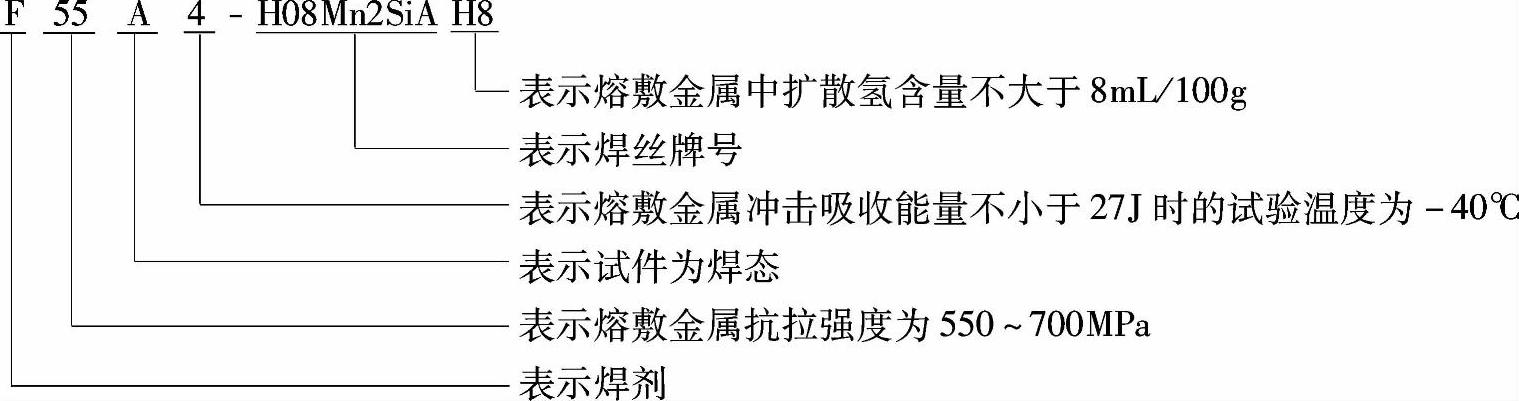
(2)型号编制方法 焊丝-焊剂组合的型号编制方法为F××××-H×××。其中字母“F”表示焊剂;“F”后面的两位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度;“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957—1994和GB/T 3429—2002。如果需要标注熔敷金属中扩散氢含量时,可用后缀“H×”表示。
(3)完整的焊丝-焊剂型号示例如下:
3.埋弧焊用不锈钢焊丝和焊剂
(1)分类依据 埋弧焊用不锈钢焊剂是根据焊丝-焊剂组合的熔敷金属化学成分、力学性能进行划分的。
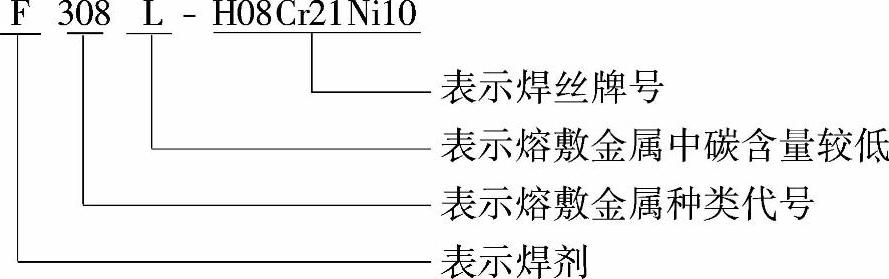
(2)型号编制方法 字母“F”表示焊剂;“F”后面的数字表示熔敷金属种类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;“-”后面表示焊丝的牌号,焊丝的牌号按YB/T 5092—2005编制。
(3)完整的焊丝、焊剂型号示例如下:
4.焊剂类型
按照焊剂中添加脱氧剂、合金剂分类,焊剂可分为中性焊剂、活性焊剂和合金焊剂。
(1)中性焊剂 中性焊剂是指焊接后,熔敷金属化学成分与焊丝化学成分不产生明显变化的焊剂。中性焊剂用于多道焊,特别适应于厚度大于25mm的母材的焊剂。
(2)活性焊剂 活性焊剂指加入少量锰、硅脱氧剂的焊剂,提高抗气孔能力和抗裂性能。
(3)合金焊剂 合金焊剂指使用碳钢焊丝,其熔敷金属为合金钢的焊剂。焊剂中添加较多的合金成分,用于过渡合金,多数合金焊剂为粘结焊剂和烧结焊剂。合金焊剂主要用于低合金钢和耐磨堆焊的焊接。
(三)焊剂的牌号
1.熔炼焊剂
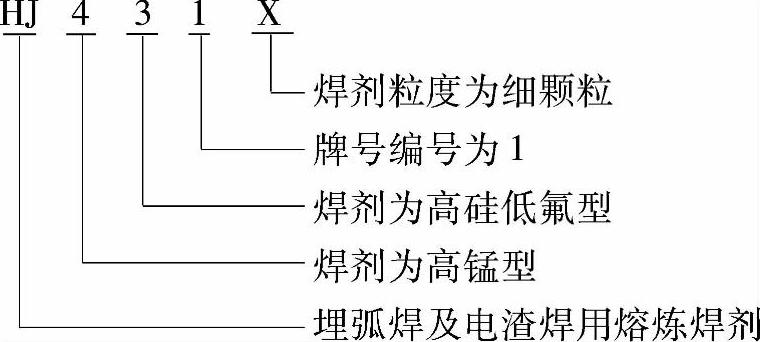
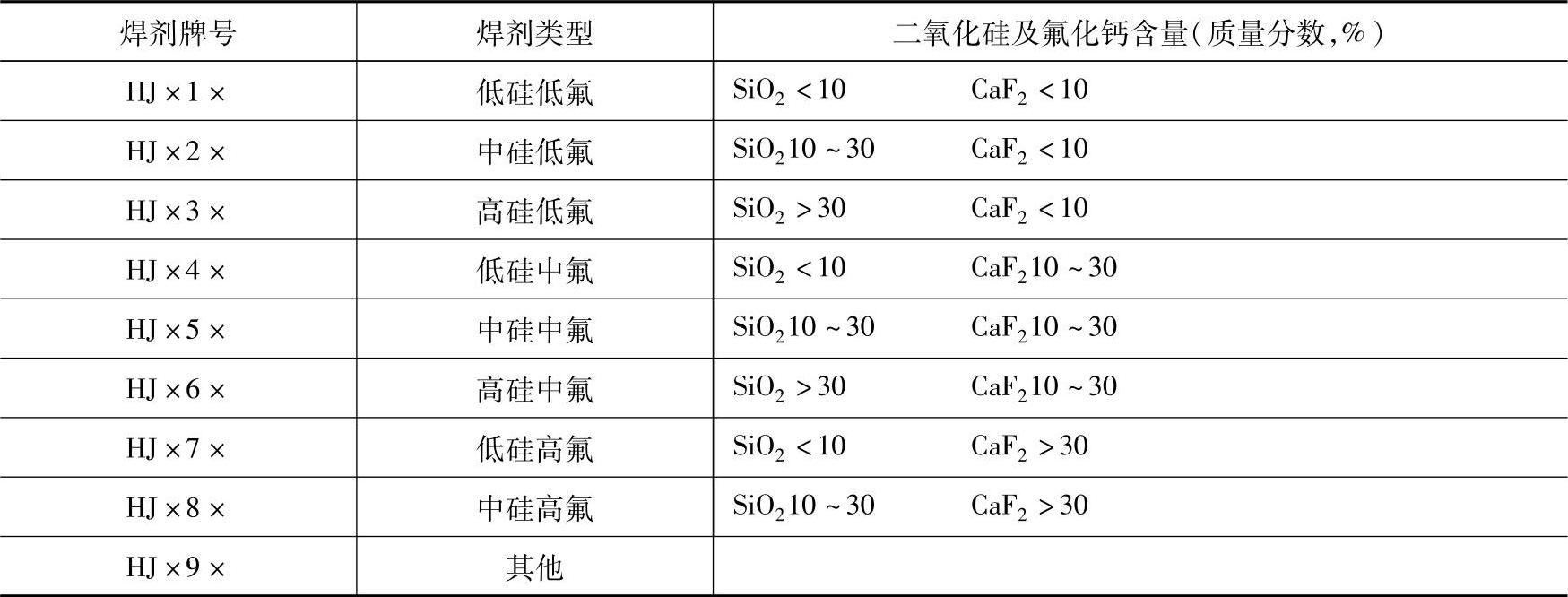
(1)牌号编制方法 熔炼焊剂由字母“HJ”和三位数字表示,字母“HJ”表示埋弧焊及电渣焊用熔炼焊剂,牌号第一位数字表示焊剂中氧化锰的含量,其范围按表2-37规定编排。牌号第二位数字表示焊剂中二氧化硅、氟化钙的含量,其范围按表2-38编排。牌号第三位数字表示同一类型焊剂的不同牌号,按0,1,2,…,9顺序排列,对同一牌号焊剂有两种颗粒度时,在细颗粒焊剂牌号后面加“X”字。
表2-37 焊剂牌号中第一位数字的含意

(2)焊剂牌号示例
2.烧结焊剂
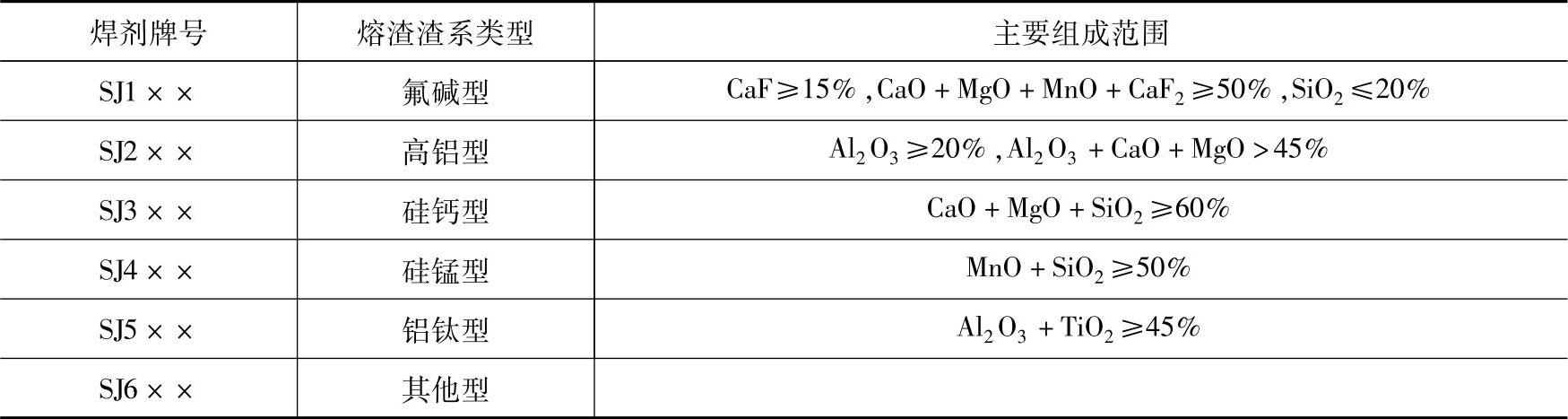
(1)牌号编制方法 烧结焊剂的牌号由字母“SJ”和三位数字组成,字母“SJ”表示烧结焊剂。牌号第一位数字表示焊剂熔渣的渣系,其系列按表2-39的规定编排。牌号第二位、第三位数字表示同一渣系类型焊剂中的不同牌号,按01,02,…,09顺序排列。
表2-38 焊剂牌号中第二位数字的含意
(2)焊剂牌号示例
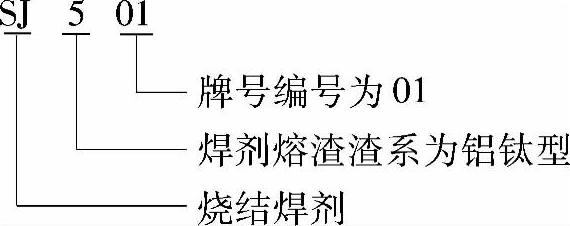
表2-39 烧结焊剂渣系编号含义
3.常用焊剂牌号和型号
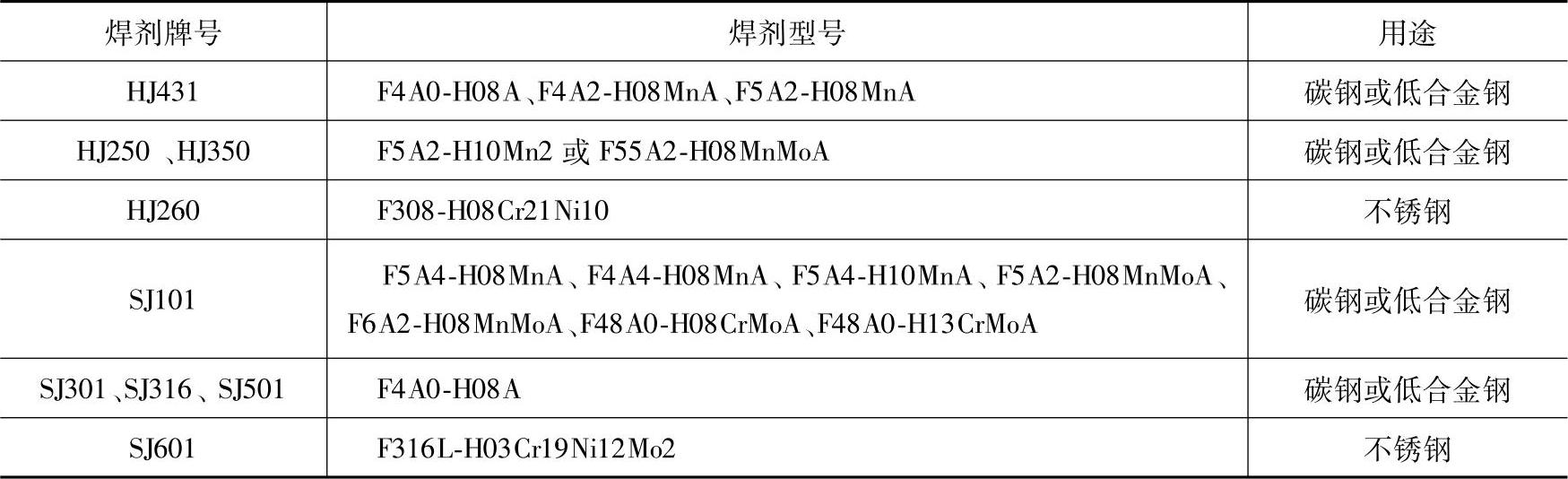
焊剂型号是根据使用各种焊丝与焊剂组合而形成的熔敷金属的力学性能而划分的。任何牌号的焊剂,由于使用的焊丝、热处理状态及生产厂家不同,其分类型号可能有许多类别,表2-40列举了几种焊剂牌号和型号示例。
表2-40 几种焊剂牌号和型号示例
有关特种设备焊工考试实用培训教材的文章

利用非金属材料特有的性能保护金属材料免受腐蚀是金属表面保护的又一重要方面。而后者指由各种有机或无机涂料形成的非金属保护层。此外,搪瓷、非金属衬里、临时性保护层也属非金属保护层。若将磷化膜进行铬酸盐封闭、涂漆或浸油等后处理,能大幅度提高耐蚀性能,甚至可以超过金属保护层。防腐涂料层对金属的保护主要基于涂料层的隔离效应、极化效应、缓蚀和保护效应。......
2023-06-23

地线放线滑车仅有单轮滑车,如图1-2-30所示。图1-2-29导线防线滑车图单轮滑车三轮滑车五轮滑车图1-2-30地线放线滑车示意图3)导线放线滑轮按构造的不同分为通轴式放线滑车和分轴可装配式放线滑车。......
2023-07-01

近十几年来,在微观力学方面,纳米压痕技术受到越来越广泛的应用,主要体现在以下几个方面。图6-27为采用纳米压痕技术在硅表面施加50mN压力后形成的压痕阵列。图6-30为利用纳米压痕和显微成像技术相结合的一个典型例子。图6-31为采用材料纳米压痕技术测量Al多晶材料中一个晶粒性能的过程及力—位移曲线。Bahr[88]利用纳米压痕实验完成了低于50 nm深度的硬度测量;Adams[89]用纳米压痕实验研究了颗粒薄膜凝聚体的断裂机制。......
2023-06-20

埋弧焊焊剂与焊丝的匹配是获得高质量焊缝的关键,正确选用焊剂和焊丝的匹配依据以下两个方面:1.被焊材料的类别及其对焊接接头性能的要求通常根据被焊材料的类别不同及对焊接接头性能的要求不同来选择合适牌号的焊剂与焊丝组合。一般选用碱度比较高的熔炼焊剂或烧结焊剂,与高合金钢焊丝相配合焊接,而不采用高硅型熔炼焊剂,其原因是防止大量渗硅,以避免焊缝的性能下降。......
2023-06-25

利用地理探测器进行交通事故分析,主要包括空间网格划分、因子探测、交互作用探测、生态探测等步骤。地理探测器在进行计算时,需要将数据离散化,进行分级。表3.8是纽约市曼哈顿区的交通事故风险单一因子探测的结果,可以发现,路网密度是决定交通事故发生数量的最主要因素,其次为交通设施密度。表3.11交通事故的生态探测结果......
2023-06-15

软钎料中应用最广泛的是锡铅钎料。其中HLSn40Pb和HLSn40PbSb成为最通用的锡铅钎料,广泛用于铜和铜合金的钎焊,如散热器、管道、电气接头、家用制品、发动机部件等。钎料中的镓起着表面活性作用,防止或减轻熔融锡铅钎料表面的氧化,特别适用于波峰焊和浸渍钎焊。铅银钎料的固相线温度较高,耐热性优于锡铅钎料,适用于要求在中温下具有一定强度的零件的钎焊。表3-3-6 铅基钎料的化学成分和性能......
2023-06-26

电能量计量系统主要实现电能量信息、瞬时量信息的采集、存储、上传,母线平衡计算、报表统计、线损统计分析、网页发布、数据转发、计量业务维护等。若为计量计费系统,则还包括对各种费率模型的支持和结算软件。标准电能量计量系统的组成如图4-18 所示。数据不能脱离电能量计量系统提供的接口而直接在数据库中修改。系统的增容不引起数据的破坏。......
2023-06-28
相关推荐