碳钢及低合金钢焊丝 碳钢及低合金钢焊丝一般按熔敷金属与母材等强等韧的原则选用或按行业规范的要求选用。这6种焊丝强度级别基本一致,但对熔敷金属冲击韧度的要求有所不同。选用时主要考虑熔敷金属合金元素含量应与母材相同或略高于母材,保证抗高温性能的要求。3)铝硅焊丝因具有良好的抗裂性,可以焊接纯铝及各种铝合金,其中SAl4043使用最广。SAl5356是通用性大的一种焊丝,经阳极处理配色也理想。......
2023-06-26
(一)焊丝的作用
焊丝的作用在于传导电流、填充金属、过渡合金,自保护药芯焊丝在焊接过程中还起保护或脱氧和去氮的作用。焊丝是埋弧焊、气体保护焊和电渣焊等焊接方法的主要焊接材料。
(二)焊丝的分类
焊丝的分类方法很多,按结构形状的不同可分为实心芯焊丝和药芯焊丝两大类。按其适用的焊接方法可分为埋弧焊焊丝、气保焊焊丝、电渣焊焊丝、堆焊焊丝等。按适用的焊接材料的不同可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属焊丝等。
1.实心焊丝
实心焊丝是轧制的线材经拉拔加工而成的。为了防止焊丝生锈,碳钢和低合金钢焊丝要进行表面处理,目前主要是镀铜处理。实心焊丝主要用于埋弧焊、气保焊、电渣焊和堆焊等。不同的焊接方法应采用不同直径的焊丝。埋弧焊电流大,采用粗丝,直径Φ3.2~Φ6.4mm,气保焊时为了得到良好的保护效果,采用细焊丝,直径大多为Φ0.8~Φ1.6mm。实心焊丝配合相应的焊接方法可以适用于低碳钢、低合金钢、不锈钢、耐蚀堆焊和耐磨堆焊等。
2.药芯焊丝
药芯焊丝的制造方法有带钢成形法、钢管拔制法等。药芯焊丝主要用于CO2焊接、MAG焊接和自保护焊接。可焊接低碳钢、低合金钢、不锈钢及表面堆焊等。药芯焊丝和实心焊丝相比具有如下优点:
1)合金成分调整方便、对钢材适应性强。
2)飞溅小。
3)焊缝成形美观。
4)熔敷速度高。
5)可以采用较大的焊接电流。
(三)实心焊丝的牌号、型号编制
1.碳钢、低合金钢、不锈钢实心焊丝的牌号编制
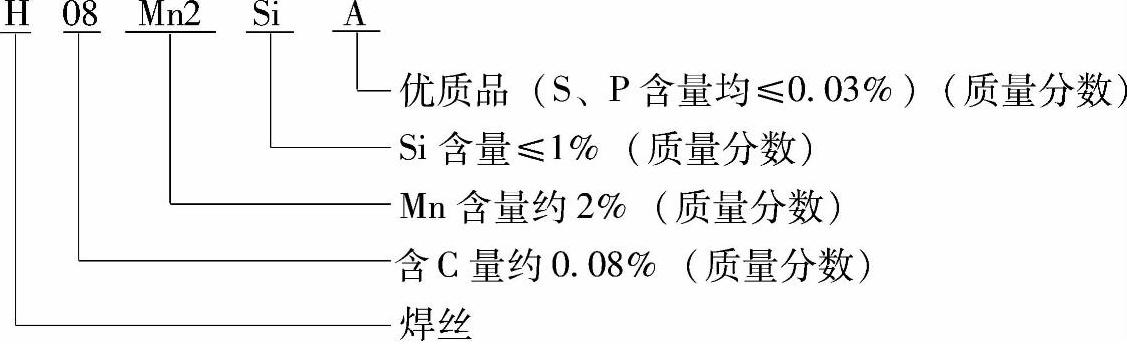
除GB/T 8110—2008《气体保护焊用碳钢、低合金钢焊丝》中的焊丝以型号编制外,其余标准如GB/T 14957—1994《熔化焊用钢丝》、GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB T 17854—1999《埋弧焊用不锈钢焊丝和焊剂》及YB/T 5092—2005《焊接用不锈钢丝》中的焊丝均以牌号编制,实心焊丝的牌号均以字母“H”开头,后面以元素符号及数字来表示该元素近似含量。具体编制方法如下。
1)字母“H”表示焊丝。
2)在“H”之后的一位或两位数字表示含碳量(平均约数)。
3)化学元素符号及其后的数字表示该元素的近似含量,当某合金元素的含量低于1%时可省略数字,只记元素符号。
4)在焊丝牌号尾部标有“A”或“E”时,分别表示为“优质品”或“高级优质品”,表明硫、磷等杂质含量更低。
完整的焊丝牌号示例如下:
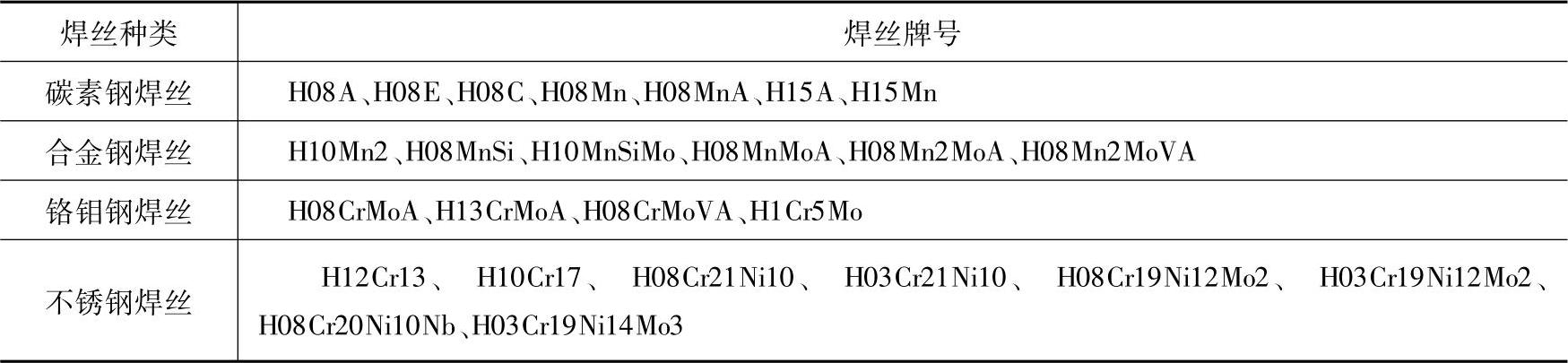
各类实心焊丝的常见牌号见表2-30
表2-30 各类实心钢焊丝常见牌号
2.气体保护电弧焊用碳钢、低合金钢焊丝的型号编制
GB/T 8110—2008《气体保护焊用碳钢、低合金钢焊丝》中焊丝的分类是按化学成分分为碳钢、碳钼钢、铬钼钢、镍钢、锰钼钢和其他低合金钢等6类,而焊丝型号是按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能进行划分。
焊丝型号由三部分组成,第一部分用字母“ER”表示焊丝;第二部分两位数字表示焊丝熔敷金属的最低抗拉强度;第三部分为短线“-”后的字母或数字,表示焊丝化学成分代号。还有的型号后附加扩散氢代号H×,其中×代表15、10、5。

表2-31 碳钢、低合金钢焊丝化学成分分类代号(摘自GB/T 8110—2008

3.铜及铜合金焊丝的型号编制
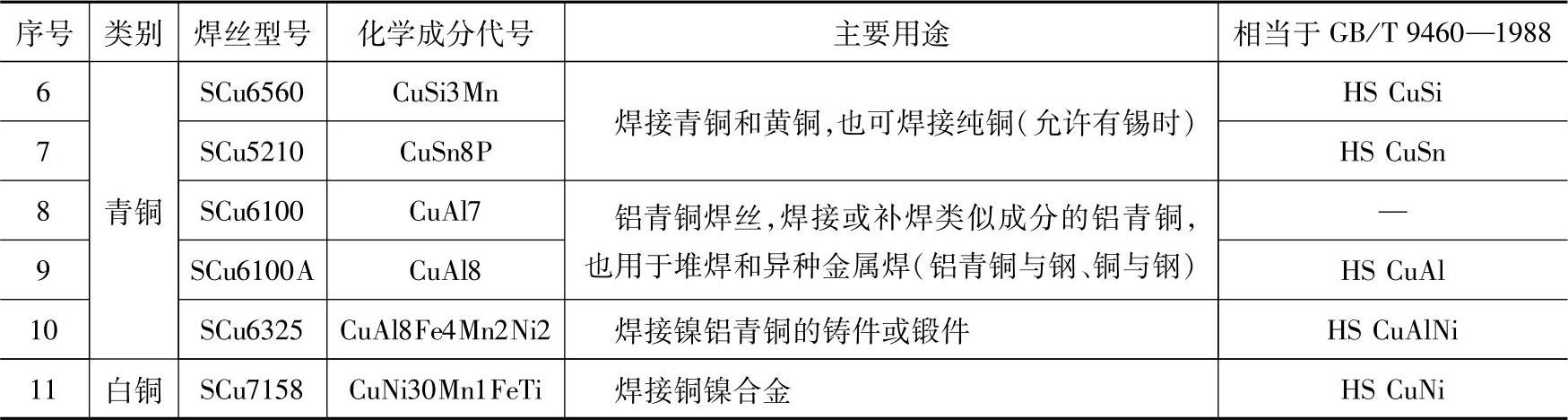
1)焊丝分类:GB/T 9460—2008《铜及铜合金焊丝》中焊丝按化学成分分为铜、黄铜、青铜、白铜等四类。
2)型号划分:焊丝按化学成分进行划分。
3)型号编制方法:焊丝型号由三部分组成。第一部分为字母“SCu”,表示铜及铜合金焊丝;第二部分为四位数字,表示焊丝型号;第三部分为可选部分,表示化学成分代号。焊丝型号与化学成分代号对应表见表2-32。
完整的焊丝型号示例如下:
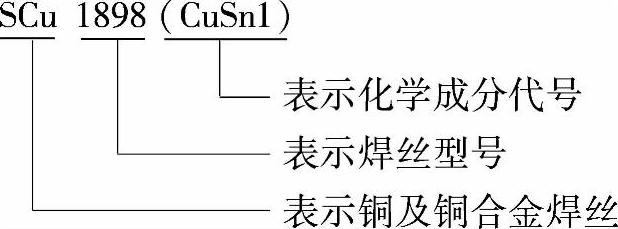
表2-32 铜及铜合金焊丝型号与化学成分代号对应表
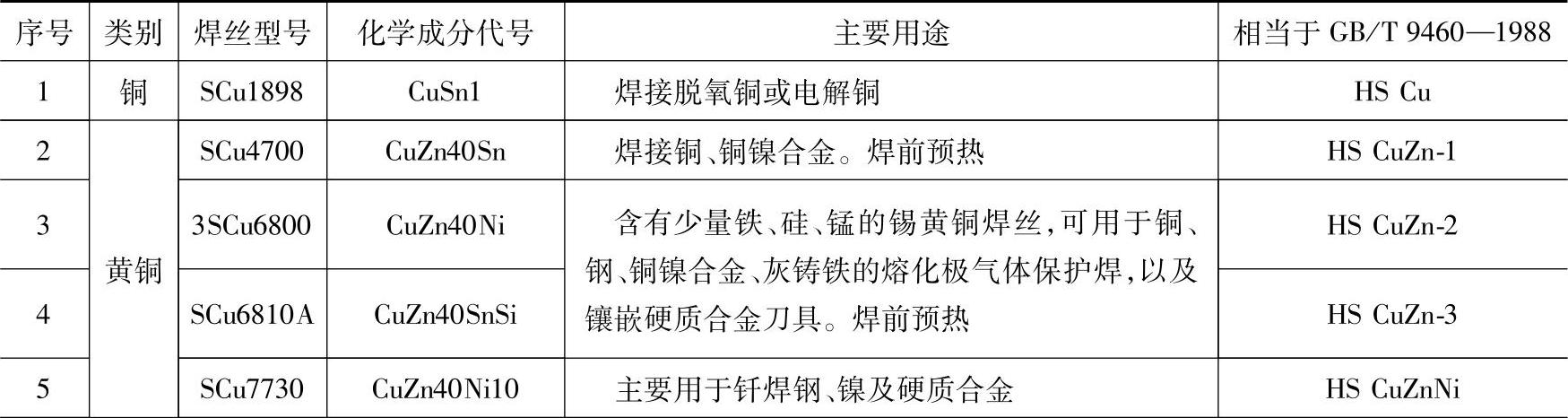
(续)
4.镍及镍合金焊丝的型号编制
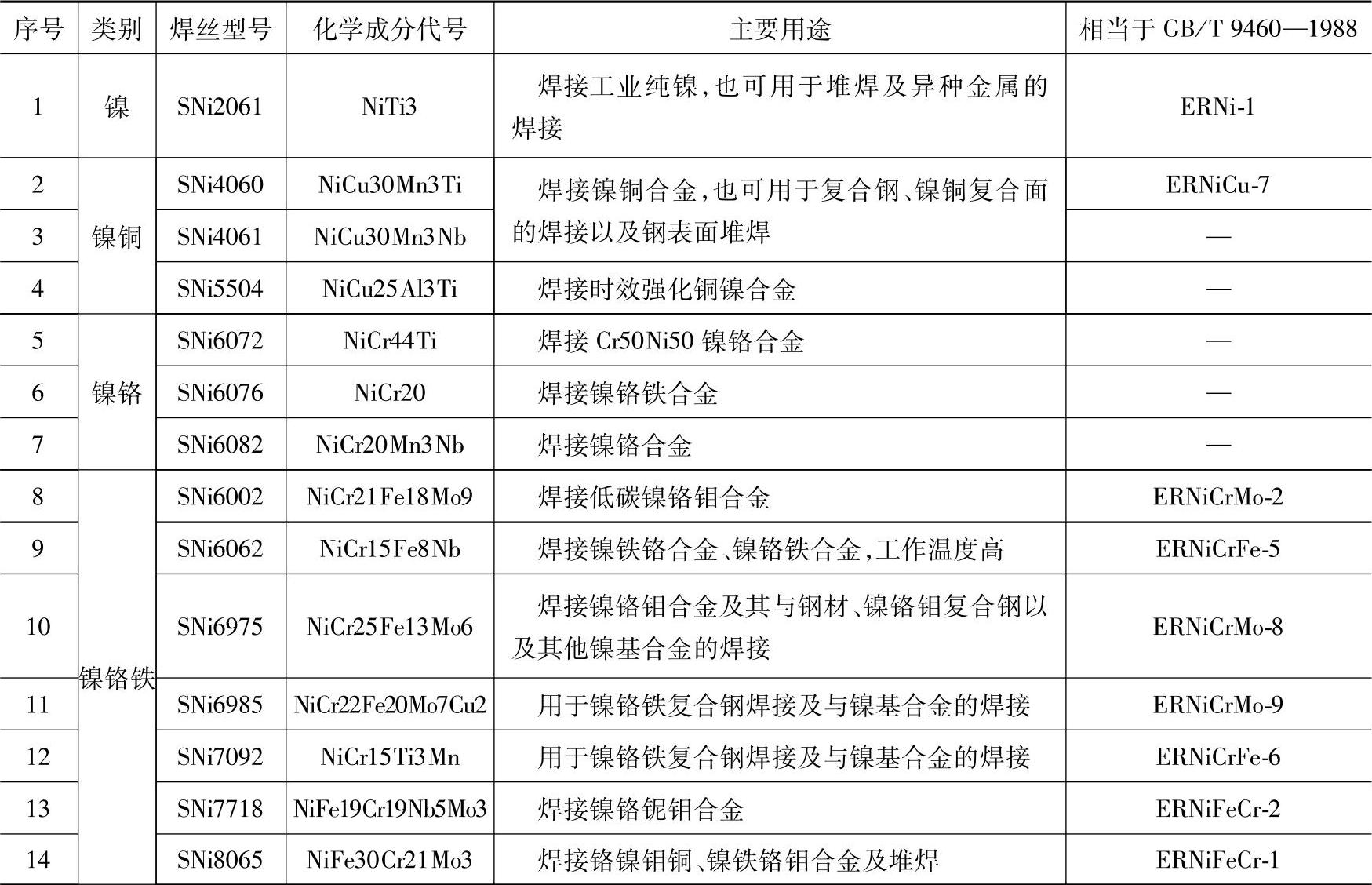
1)焊丝分类:GB/T 15620—2008《镍及镍合金焊丝》中焊丝按化学成分分为镍、镍铜、镍铬、镍铬铁、镍钼、镍铬钼、镍铬钴、镍铬钨等八类。
2)型号划分:焊丝按化学成分进行划分。
3)型号编制方法:焊丝型号由三部分组成。第一部分为字母“SNi”,表示镍及镍合金焊丝;第二部分为四位数字,表示焊丝型号;第三部分为可选部分,表示化学成分代号。部分焊丝型号与化学成分代号对应表见表2-33。
完整的焊丝型号示例如下:

表2-33 部分镍及镍合金焊丝型号与化学成分代号对应表
(续)

5.铝及铝合金焊丝的型号编制
1)焊丝分类:GB/T 10858—2008《铝及铝合金焊丝》中焊丝按化学成分分为铝、铝铜、铝锰、铝硅、铝镁等五类。
2)型号划分:焊丝按化学成分进行划分。
3)型号编制方法:焊丝型号由三部分组成。第一部分为字母“SAl”,表示铝及铝合金焊丝;第二部分为四位数字,表示焊丝型号;第三部分为可选部分,表示化学成分代号。焊丝型号与化学成分代号对应表见表2-34。
完整的焊丝型号示例如下:

表2-34 铝及铝合金焊丝型号与化学成分代号对应表

6.钛及钛合金丝的牌号编制
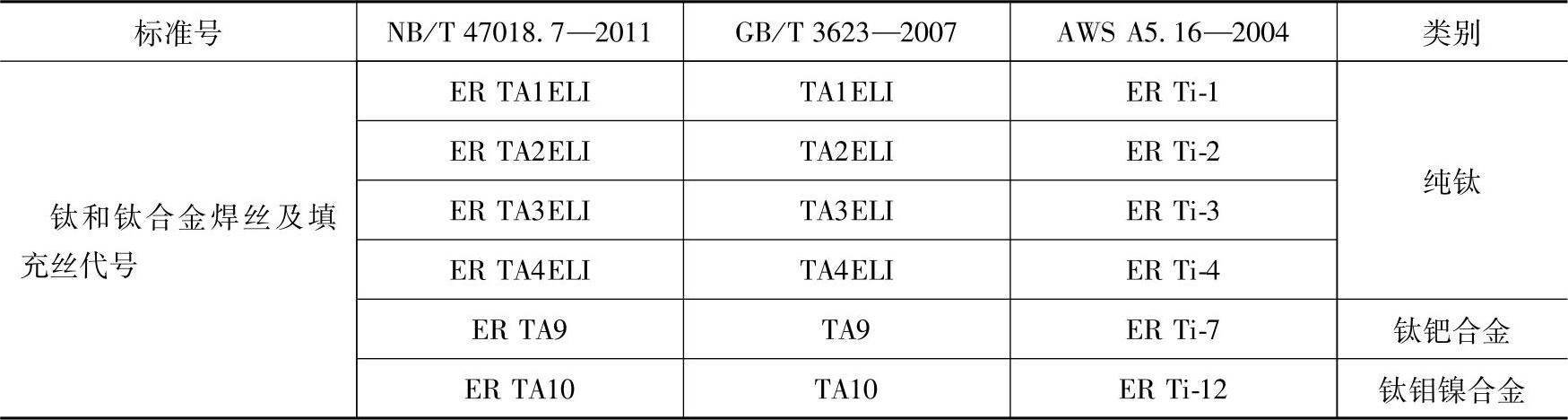
(1)焊丝分类 GB/T 3623—2007《钛及钛合金丝》中钛丝按化学成分分为工业纯钛、钛钯合金、钛钼镍合金、钛铝、钛钼等类。前三类是特种设备常用的钛丝。
(2)型号划分 钛丝按化学成分进行划分,如工业纯钛丝TA1ELI、TA2ELI、TA3ELI TA4ELI等,钛钯合金丝TA9、钛钼镍合金丝TA10等。
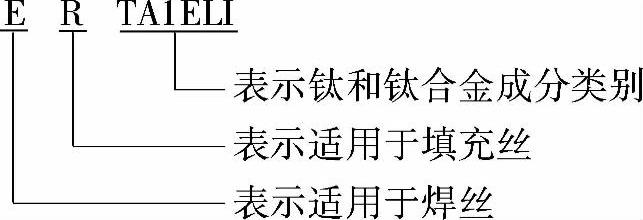
(3)牌号编制方法 NB/T 47018.7《钛及钛合金焊丝和填充丝》中规定:字母“E”表示适用于焊丝,字母“R”表示适用于填充丝,“ER”表示既适用于焊丝,也适用于填充丝。“R”或“ER”后面的数字或英文字母为牌号系列。
焊丝和填充丝牌号示例如下:
NB/T 47018.7—2011与GB/T 3623—2007钛及钛合金焊丝、AWS A5.16—2004钛和钛合金焊丝和填充丝三个标准中的焊丝、填充丝代号对比见表2-35。
表2-35 钛和钛合金焊丝和填充丝标准对比
(四)药芯焊丝的型号编制
1.碳钢药芯焊丝的型号编制
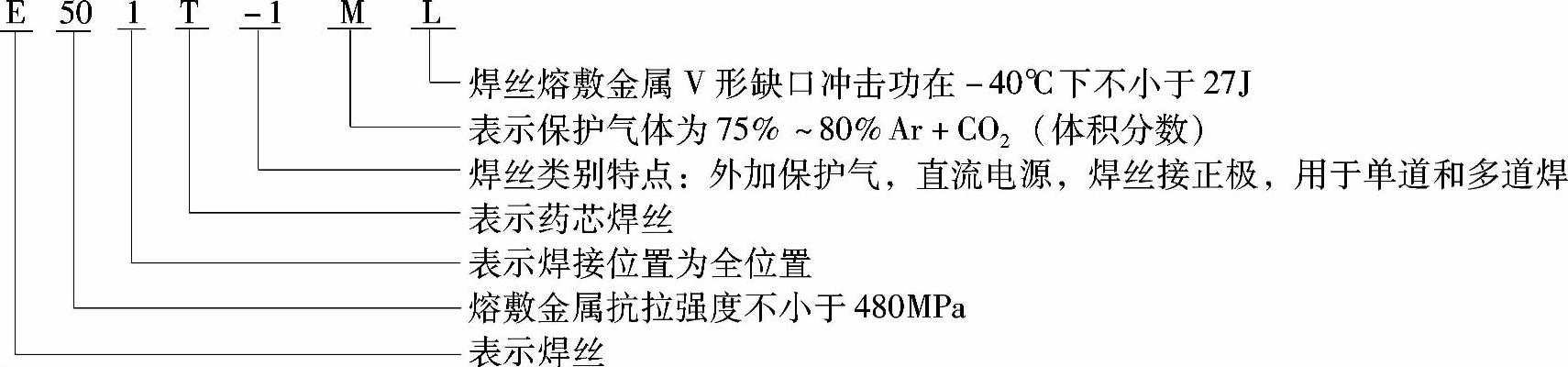
(1)分类依据 GB/T 10045—2001《碳钢药芯焊丝》中焊丝型号分类的依据是:熔敷金属的力学性能、焊接位置、焊丝类别特点(包括保护类型、电流种类、渣系特点等)。
(2)表示方法 焊丝型号的表示方法为:E×××T-×ML,字母“E”表示焊丝,字母“T”表示药芯焊丝。型号中的符号按排列顺序分别说明如下:
1)熔敷金属力学性能。字母“E”后面的前2个符号“××”表示熔敷金属的力学性能。
2)焊接位置。字母“E”后面的第3个符号“×”表示推荐的焊接位置,其中,“0”表示平焊和横焊位置,“1”表示全位置。
3)焊丝类别特点。短线后面的符号“×”表示焊丝的类别特点。
4)字母“M”表示保护气体为75%~80%Ar+CO2(体积分数)。当无字母“M”时,表示保护气体为CO2或为自保护类型。
5)字母“L”表示焊丝熔敷金属的冲击性能在-40℃时,其V形缺口冲击功不小于27J。当无字母“L”时,表示焊丝熔敷金属的冲击性能符合一般要求。
完整的焊丝型号示例如下:
2.低合金钢药芯焊丝的型号编制
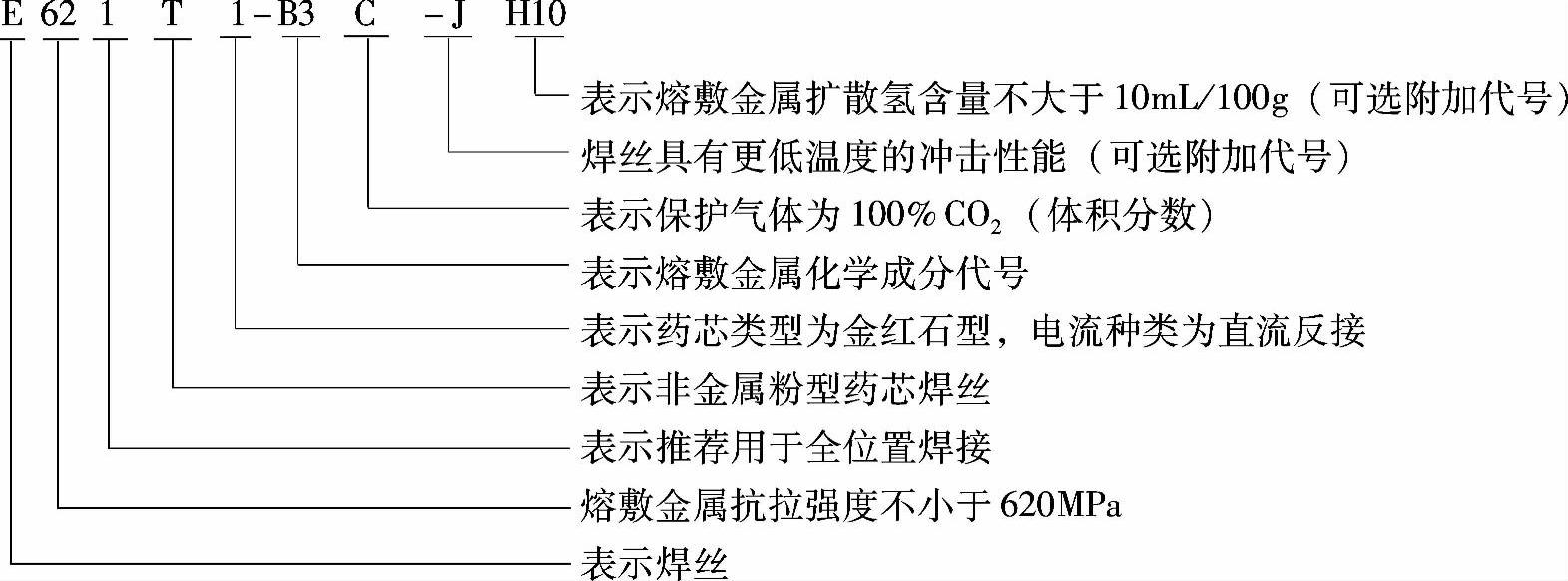
(1)焊丝分类 GB/T 17493—2008《低合金钢药芯焊丝》中焊丝按药芯类型分为非金属粉型药芯焊丝和金属粉型药芯焊丝。
非金属粉型药芯焊丝按化学成分分为钼钢、铬钼钢、镍钢、锰钼钢和其他低合金钢等五类金属粉型药芯焊丝按化学成分分为铬钼钢、镍钢、锰钼钢和其他低合金钢等四类。
(2)型号划分 非金属粉型药芯焊丝型号按熔敷金属的抗拉强度和化学成分、焊接位置、药芯类型和保护气体进行划分;金属粉型药芯焊丝型号按熔敷金属的抗拉强度和化学成分进行划分。
(3)型号编制方法
1)非金属粉型药芯焊丝型号为E×××T×-××(-JH×),其中字母“E”表示焊丝,字母“T”表示非金属粉型药芯焊丝,其他符号说明如下:①熔敷金属抗拉强度以字母“E”后面的前两个符号“××”表示熔敷金属的最低抗拉强度。②焊接位置以字母“E”后面的第三个符号“×”表示推荐的焊接位置。③药芯类型以字母“T”后面的符号“×”表示药芯类型及电流种类。④熔敷金属化学成分以第一个短线“-”后面的符号“×”表示熔敷金属化学成分代号⑤保护气体以化学成分代号后面的符号“×”表示保护气体类型:“C”表示CO2气体,“M”表示Ar+(20%~25%)CO2(体积分数)混合气体,当该位置没有符号出现时,表示不采用保护气体,为自保护型。⑥更低温度的冲击性能(可选附加代号),型号中如果出现第二个短线“-”及字母“J”时,表示焊丝具有更低温度的冲击性能。⑦熔敷金属扩散氢含量(可选附加代号),型号中如果出现第二个短线“-”及字母“H×”时,表示熔敷金属扩散氢含量,×为扩散氢含量最大值。
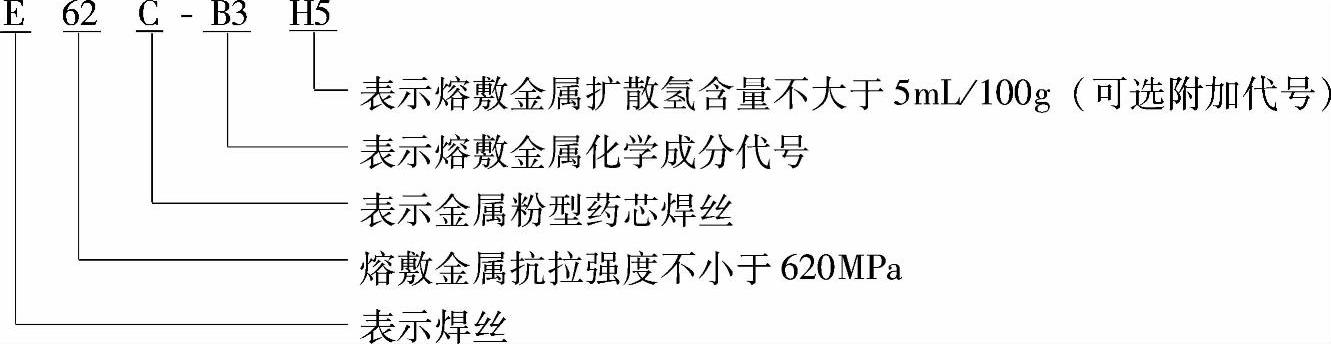
2)金属粉型药芯焊丝型号为E××C-×(-H×),其中字母“E”表示焊丝,字母“C”表示金属粉型药芯焊丝,其他符号说明如下:①熔敷金属抗拉强度以字母“E”后面的前两个符号“××”表示熔敷金属的最低抗拉强度。②熔敷金属化学成分以第一个短线“-”后面的符号“×”表示熔敷金属化学成分代号。③熔敷金属扩散氢含量(可选附加代号)以型号中如果出现第二个短线“-”及字母“H×”时,表示熔敷金属扩散氢含量,×为扩散氢含量最大值。
完整的焊丝型号示例如下:
3.不锈钢药芯焊丝的型号编制
(1)型号划分依据 GB/T 17853—1999《不锈钢药芯焊丝》根据熔敷化学成分、焊接位置保护气体及焊接电流类型划分型号。
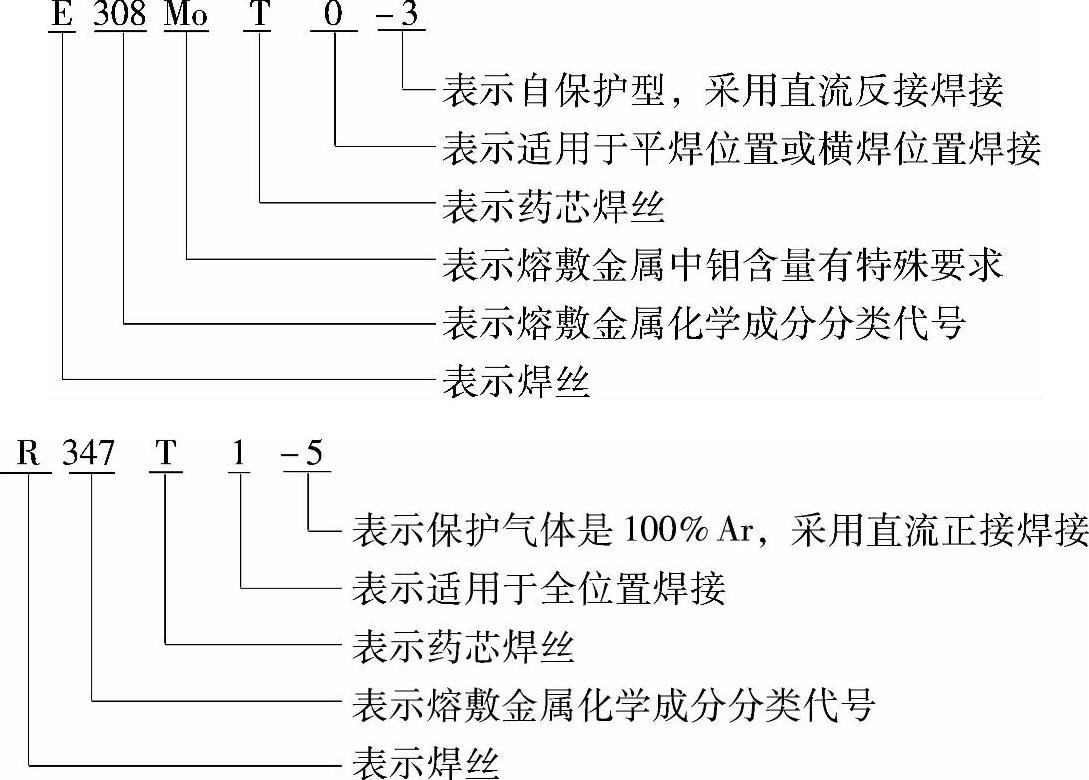
(2)型号表示方法 采用字母“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示焊丝熔敷金属化学成分分类代号;如有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示碳含量较低、“H”表示碳含量较高、“K”表示焊丝应用于低温环境;最后用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;“-”后面的数字表示保护气体及焊接电流类型见表2-36。
表2-36 保护气体、电流类型及焊接方法列表
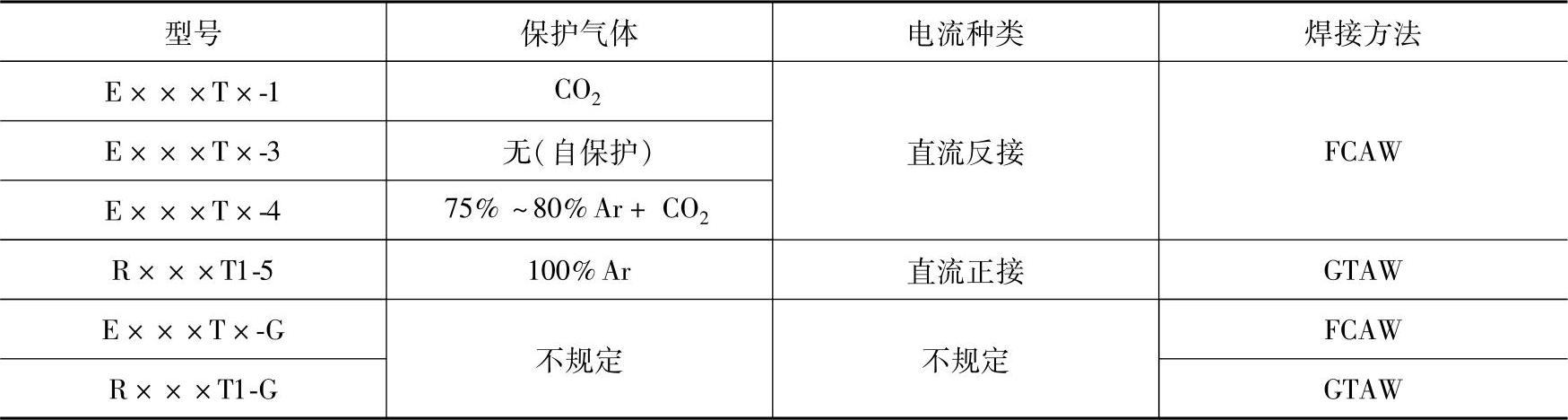
注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊
(3)完整的焊丝型号 示例如下
有关特种设备焊工考试实用培训教材的文章

碳钢及低合金钢焊丝 碳钢及低合金钢焊丝一般按熔敷金属与母材等强等韧的原则选用或按行业规范的要求选用。这6种焊丝强度级别基本一致,但对熔敷金属冲击韧度的要求有所不同。选用时主要考虑熔敷金属合金元素含量应与母材相同或略高于母材,保证抗高温性能的要求。3)铝硅焊丝因具有良好的抗裂性,可以焊接纯铝及各种铝合金,其中SAl4043使用最广。SAl5356是通用性大的一种焊丝,经阳极处理配色也理想。......
2023-06-26

为了防止焊丝生锈,目前主要采用表面镀铜处理。实芯焊丝中,CO2气保护焊用实芯焊丝占大多数。所以CO2焊接用的实芯焊丝用含有足够的脱氧剂,如Si、Mn等。在MAG焊接时,由于在Ar中加入少量CO2或O2,保护气体有一定氧化性,除了适当增加Mn、Si外,还可加入Ni、Cr进行焊缝合金化。表6-18为铝及铝合金焊丝的型号和化学成分。......
2023-07-02

⑥填料的供应量应充足,价格低廉,运输方便。表2-7 几种纸张加填量示例(二)填料的种类和性质造纸工业所用的填料种类很多,可分为天然填料和人造填料两大类。最常用的填料有高岭土、滑石粉、碳酸钙和钛白粉。常用填料的种类和性能如表2-8所示,形状如图2-23所示。作为造纸填料的白土,可用干法和湿法选矿,通常是在干燥和粉碎后用风选法进行分级净化,但水洗净化的方法生产的高岭土产品更均一,杂质含量较少,具有较高的亮度。......
2023-06-23
灭火剂是能够有效地破坏燃烧条件、终止燃烧的物质。化学泡沫灭火剂不能用来扑救忌水忌酸的化学物质和电气设备的火灾。二氧化碳灭火剂在消防工作中有较广泛的作用。普通干粉灭火剂主要使用于扑救可燃液体、可燃气体及带电设备的火灾。目前它的种类最多,生产使用量最大。......
2023-10-28
图4-19干涉配合铆接方法对疲劳寿命的影响结构具体选用何种干涉铆接最合适,应综合考虑现有设备条件、结构开敞性、结构总厚度等诸多因素。自封铆接是指普通有头铆钉的干涉配合铆接,其干涉量主要是由于镦头方向的外伸量供应材料而获得,因此,干涉量呈圆锥体状分布,且在镦头侧板表面处最大。夹层总厚度越薄,越易获得所需干涉量,当夹层总厚度接近或超过规定的最大连接厚度时,必须要用凹铆模才可能获得所需的干涉量。......
2023-07-18

图1-1 BV型铜芯聚氯乙烯绝缘电线(硬)扩套线是双层绝缘的一种导线,就是比BV多一层护套,主要用于明线施工,有0.75mm2、1.0mm2、1.5mm2、2.5mm2、4mm2、6mm2、10mm2几种规格。常用于家用电器的电源线,或用于不移动电路的连接,例如灯头线。表1-4 RVS型铜芯聚氯乙烯绝缘软电线的技术数据......
2023-08-18
下面介绍几种常用铣刀的特点及其适用范围。图7-5键槽铣刀图7-6T形槽铣刀图7-7燕尾槽铣刀5.三面刃铣刀如图7-8所示,三面刃铣刀在刀体的圆周上及两侧环形端面上均有刀齿,所以称为三面刃铣刀。尖齿铣刀是铣刀中的一大类,上述铣刀除成形铣刀外基本为尖齿铣刀。......
2023-07-01
晶闸管是晶体闸流管的简称。图3-35所示为晶闸管结构与符号示意图。由图3-37可看出,晶闸管的正向特性可分为关断状态OA段和导通状态BC段两个部分。由于这种导通方法极易造成晶闸管击穿而损坏,应尽量避免。IH是维持晶闸管导通的最小电流,简称维持电流。选用器件的额定电压应比实际工作的电压峰值大2~3倍,作为晶闸管工作时的安全裕量。......
2023-06-30
相关推荐