AutoCAD绘图使用的默认线型为连续线型Continuous,其他线型则应加载后才能使用。用户可根据自己的需要为图层设置不同的线型。选择“CENTER”线型,然后,单击按钮,完成图层线型设置。图1-8对话框在作图过程中临时设置当前线型有以下三种方式:● 在工具栏的下拉列表框中选择已加载的线型,或选择选项,调出对话框,如图1-9所示,以加载所需线型。图1-9对话框下面对对话框加以必要的说明::确定在线型列表中显示哪些线型。只能删除未使用的线型。......
2023-06-21
FANUC 0iD/30i/31i系统选择内置以太网接口和PCMCIA以太网卡(将其插入至存储卡插槽中使用)的2个连接部位中任意1个,即可使用嵌入式以太网功能;且在“SETTING”画面设定参数#14880.0/ETH=0,激活嵌入式以太网功能(内置端口或PCMCIA以太网卡)。另外,内置以太网接口和PCMCIA以太网卡的参数均为独立的参数。
1.FOCAS2/Ethernet功能的设定
(1)嵌入式以太网参数的设定与FOCAS2/Ethernet功能相关的参数,需要在以太网参数设定画面上操作。此外,只有在连接了伺服向导和FANUC LADDER-Ⅲ的情况下,才进行PCMCIA以太网卡的FOCAS2/Ethernet功能设定。
按MDI面板上的[SYSTEM]功能键→按几次最右侧扩展[▶]软键直至显示嵌入以太网选择画面。
按该画面中[内嵌]软键,则显示内置以太网端口的设定画面。
按该画面中[PCMCIA]软键,则显示PCMCIA以太网卡的设定画面;且画面中IP地址(192.168.1.1)、子网掩码(255.255.255.0)、口编号(TCP)(8193)、口编号(UDP)(0)和时间间隔(0)均为PCMCIA以太网卡出厂时的默认值。
按[公共]软键,则进入图7-63所示的公共画面(基本)。
按[FOCAS2]软键,则进入图7-64所示的FOCAS2画面。

图7-63 嵌入式以太网的公共画面
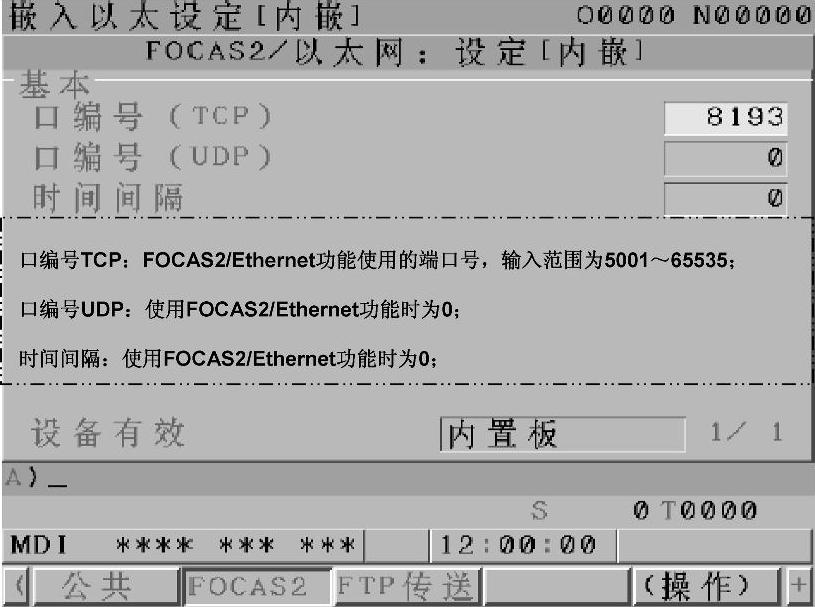
图7-64 嵌入式以太网的FOCAS2画面
(2)FTP方式传送文件的设定(嵌入式以太网功能仅支持FTP方式传送文件)
1)CNC侧的参数设定(见图7-65)。系统处于MDI状态→按[OFFSET/SETTING]功能键→[设定/SETTING]软键进入设定画面→改参数写入PWE=1出现P/S100号报警、设定I/O通道为9,以选择嵌入式以太网作为输入/输出设备(或参数#20=9)→按[SYSTEM]功能键→按[参数]软键进入参数设定画面→键入需要修改的参数号后按[搜索]软键→参数修改完后按[OFFSET/SETTING]功能键→按[设定/SETTING]软键进入设定画面→改参数写入PWE=0。如果更改参数时系统出现000号报警,则要求系统断电再重新上电后参数方可生效。
2)CNC侧通信的设定(见图7-66)。按MDI面板上的[SYSTEM]功能键→按最右侧扩展[▶]软键直至显示嵌入以太网选择画面→按[FTP传送]键进入FTP传送画面并用翻页键 和
和 进行连接1、2、3共3台主机的设定。
进行连接1、2、3共3台主机的设定。
主机1、2、3的设定也可通过选择来建立连接:FTP传送画面→按[操作]软键→按[主机]软键→按[连接1]、[连接2]或[连接3]软键进入对应主机FTP方式传送文件的设定画面。
3)计算机侧服务软件的设定。在WindowsXP下使用FTP服务的方式很多,可使用Win-dowsXP自带的IIS信息服务软件;也可使用其他的第三方软件,如美国Rhino Software公司的Serv-U。下面仅就WindowsXP自带IIS信息服务软件的设置进行简单介绍。
IIS信息服务软件的安装(见图7-67):打开控制面板中“添加或删除程序”项目,再选择“添加/删除Windows组件”,在弹出的窗口内选择“Internet信息服务(IIS)”,单击[详细信息]键查看Internet信息服务(IIS)的子组件,用√选中“文件传输协议(FTP)服务”并单击[确定]和[下一步]键,完成软件的安装。
IIS信息服务软件的设置(见图7-68):在“控制面板”中选择“管理工具”项目,再选择“Internet信息服务”并双击打开,选择“FTP站点”,右键打开其“属性”页面,打开“FTP站点”选项卡,设置端口号为21、活动日志格式为Microsoft IIS日志文件格式、其他项为默认值;打开“安全账户”选项卡,无特殊要求该页面参数为默认值即可;打开“主目录”选项卡,IIS默认的FTP根目录为C:\Inetpub\FTProot\,可通过[浏览]改变FTP的路径,用√选中“读取”和“写入”以设置用户对FTP站点的读写权限,若不希望在CNC上修改计算机中的程序则不√选“写入”;设置完成后单击[应用]和[确定]键。
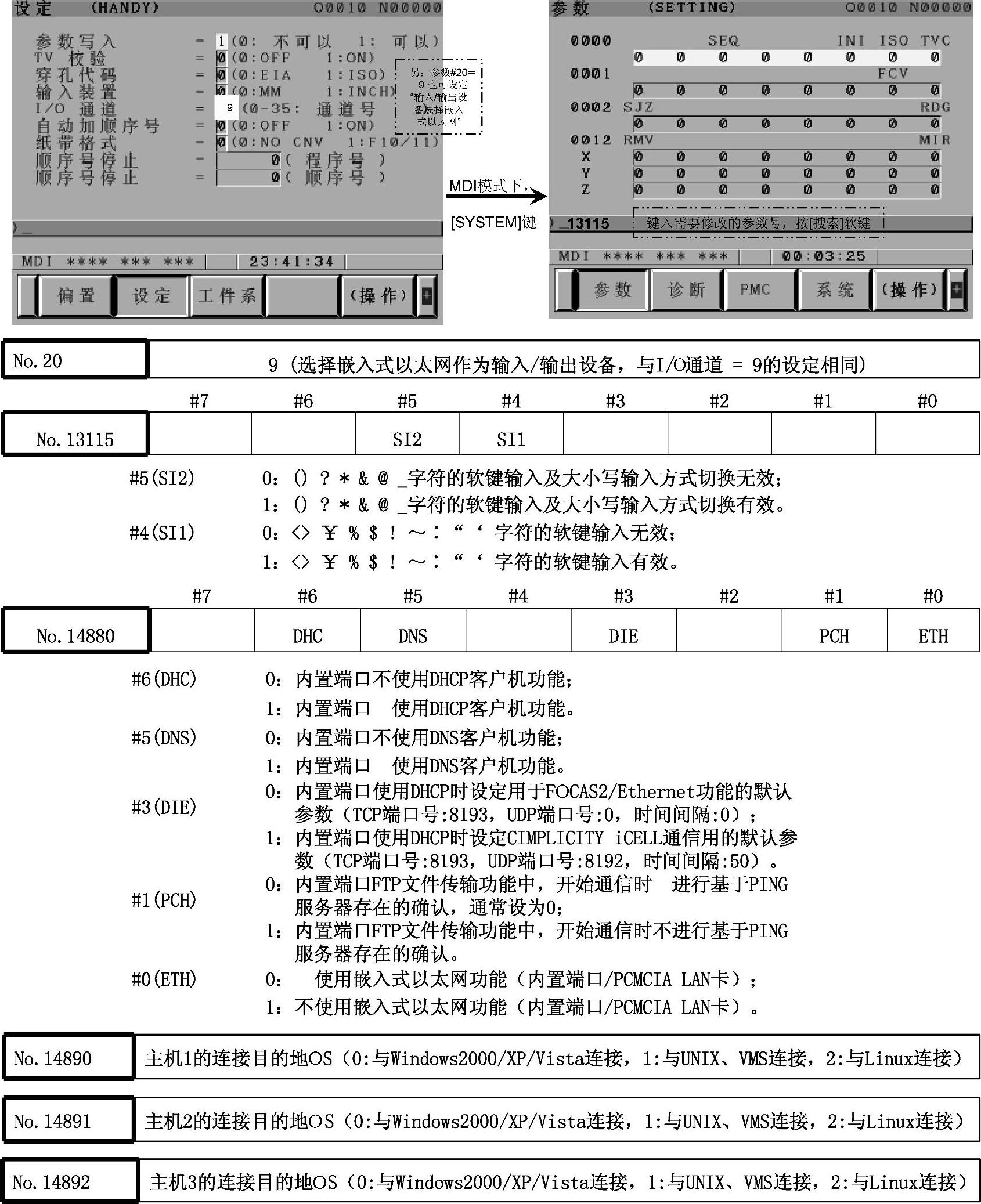
图7-65 CNC侧嵌入式以太网的参数设定
4)计算机侧Internet协议的设定(见图7-69)。在计算机的“网络连接”中选择“本地连接”,进入本地连接网络的“属性”画面,设定Internet协议(TCP/IP):根据CNC侧的IP地址192.168.0.200,设定计算机侧IP地址为192.168.0.201;子网掩码与CNC侧的相同,均设为255.255.255.0。
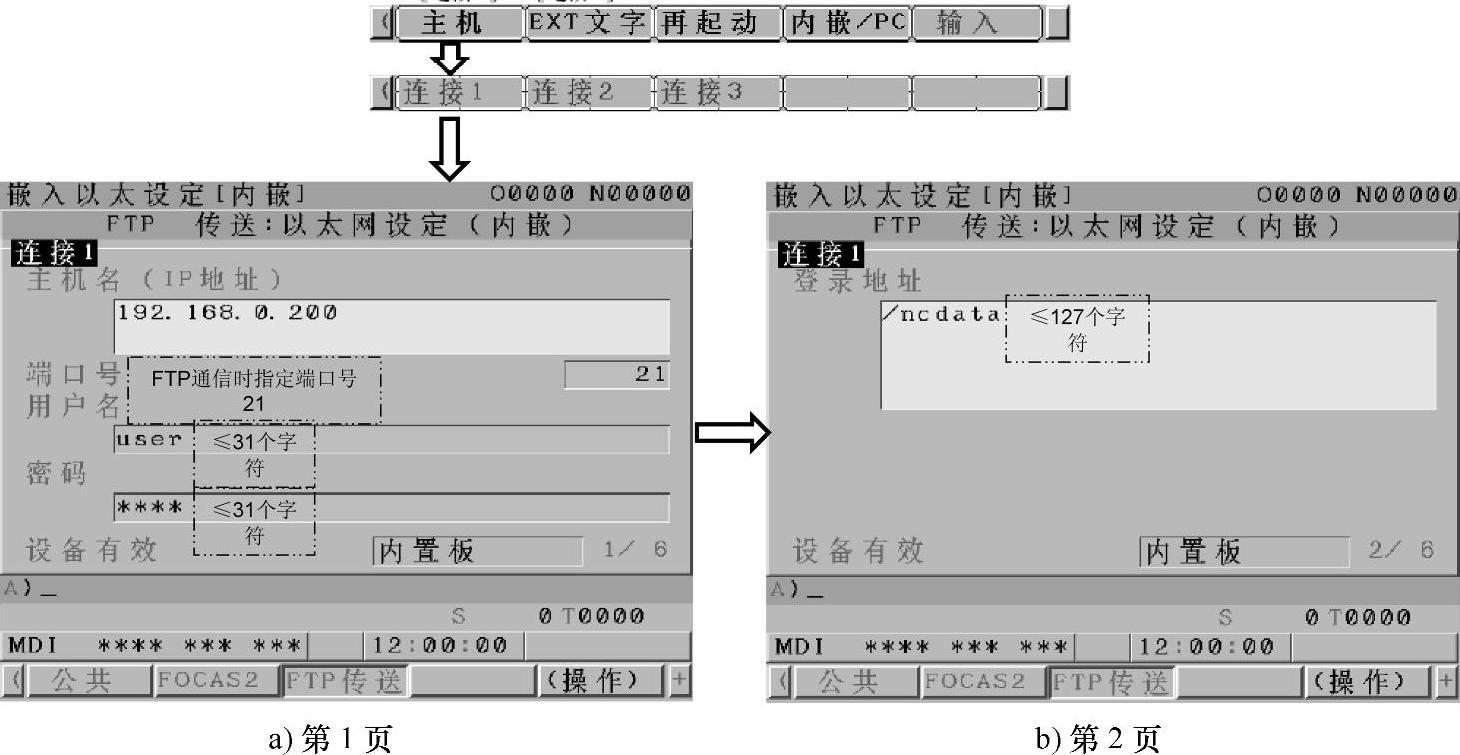
图7-66 嵌入式以太网的FTP传送画面
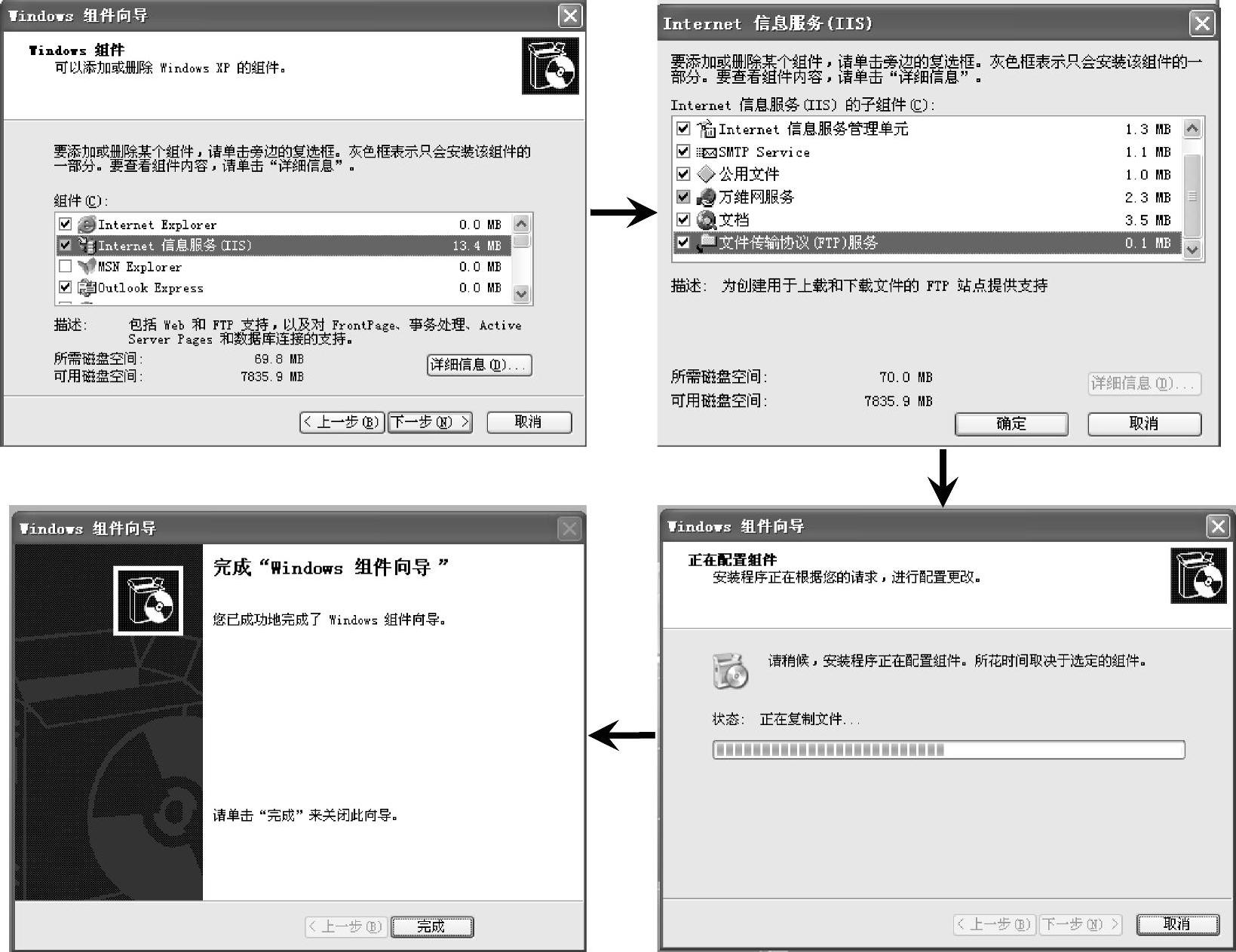
图7-67 IIS信息服务软件的安装
2.嵌入式以太网传输加工程序
系统处于“EDIT/编辑”模式下→按[PROG]功能键→按[一览表]软键出现程序一览画面→按[操作]软键→按[设备]软键显示存储设备的选择软键条→按[EMBETH]键出现内嵌以太网主机列表画面并显示通过内嵌以太网连接起来的主机的文件(见图7-70)→在该画面下进行加工的程序输入/输出操作。
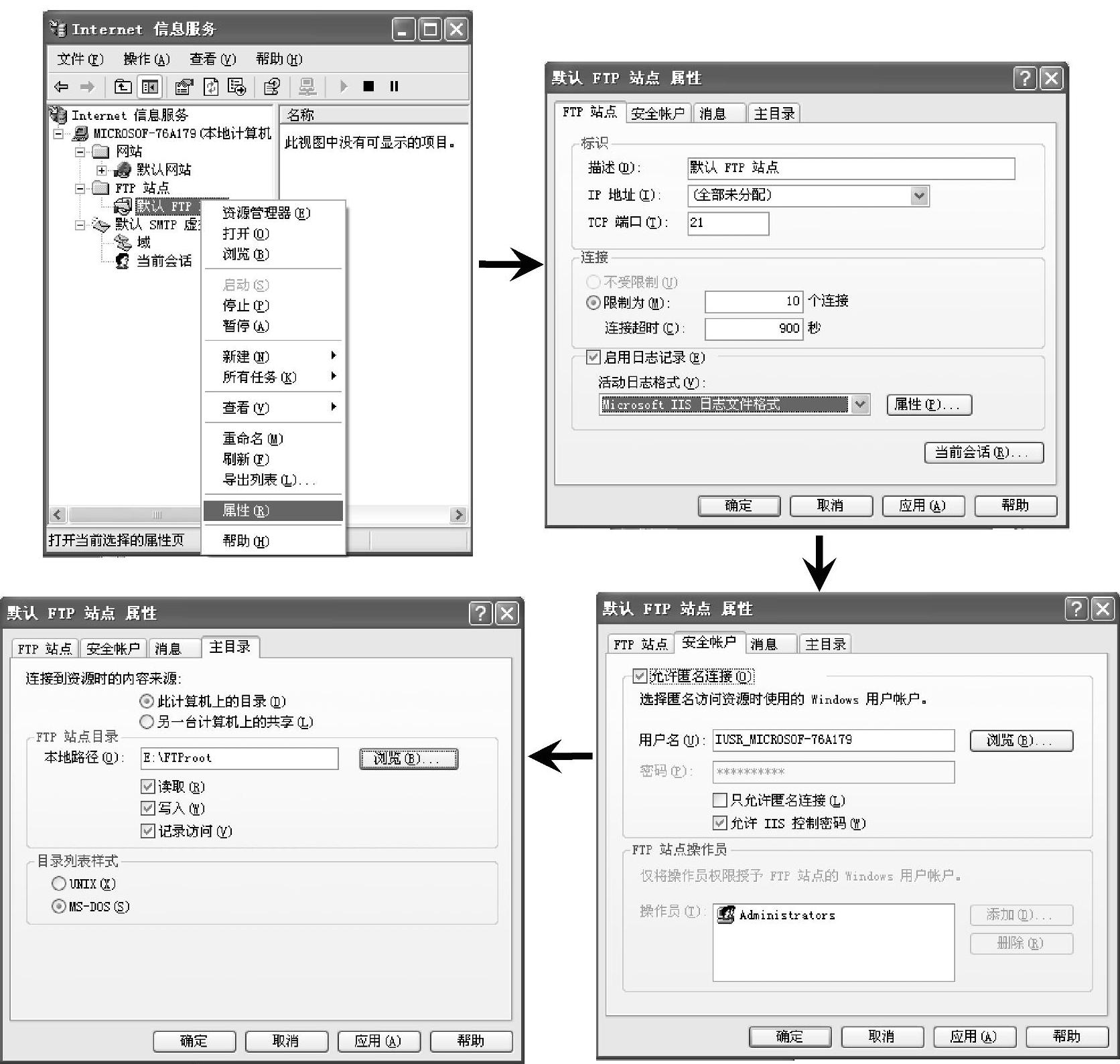
图7-68 IIS信息服务软件的设置
(1)输入加工程序 按[F读取]软键→选择主机上的程序(光标移至要输入的主机上的文件处,按[F取得]键或直接输入文件名“O✕✕✕✕”)→按[F名称]键→需要变更文件名再输入时可键入程序号再按下[O设定]键→按[执行]软键即可输入程序。
(2)输出加工程序 按[F输出]软键→选择CNC上的程序(键入要输出的程序号O✕✕✕✕,或0~9999以ALL-PROG.TXT输出CNC内所有程序)→按[O设定]键→需要变更文件名再输出时可键入文件名再按下[F名称]键→按[执行]软键即可输出程序。
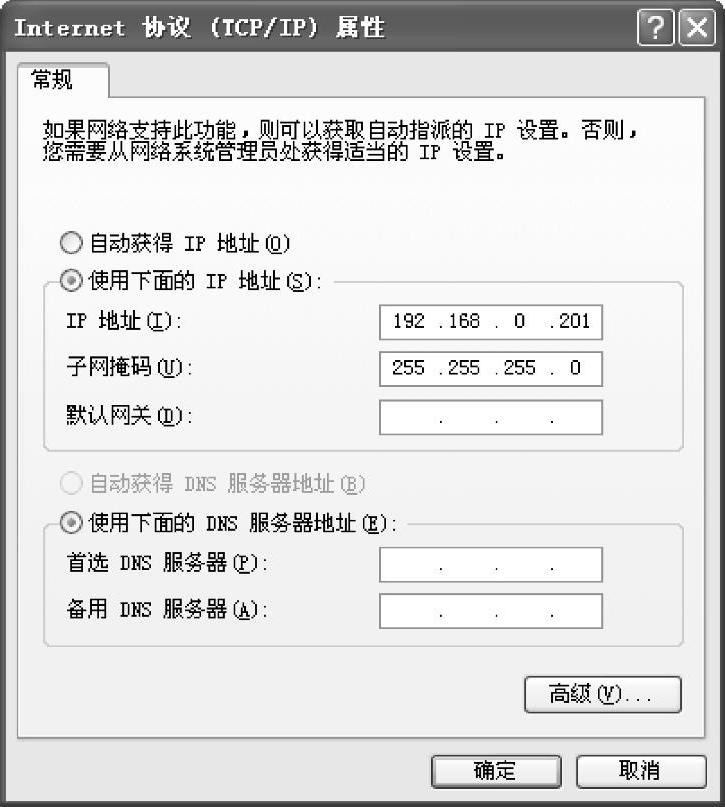
图7-69 计算机侧Internet协议的设定
3.嵌入式以太网传输PMC程序
数控机床的PMC程序除了通过RS232串行通信传输和存储卡分区传输两种方式实现输入/输出外,还可以通过CNC侧的嵌入式以太网进行PMC的传输。
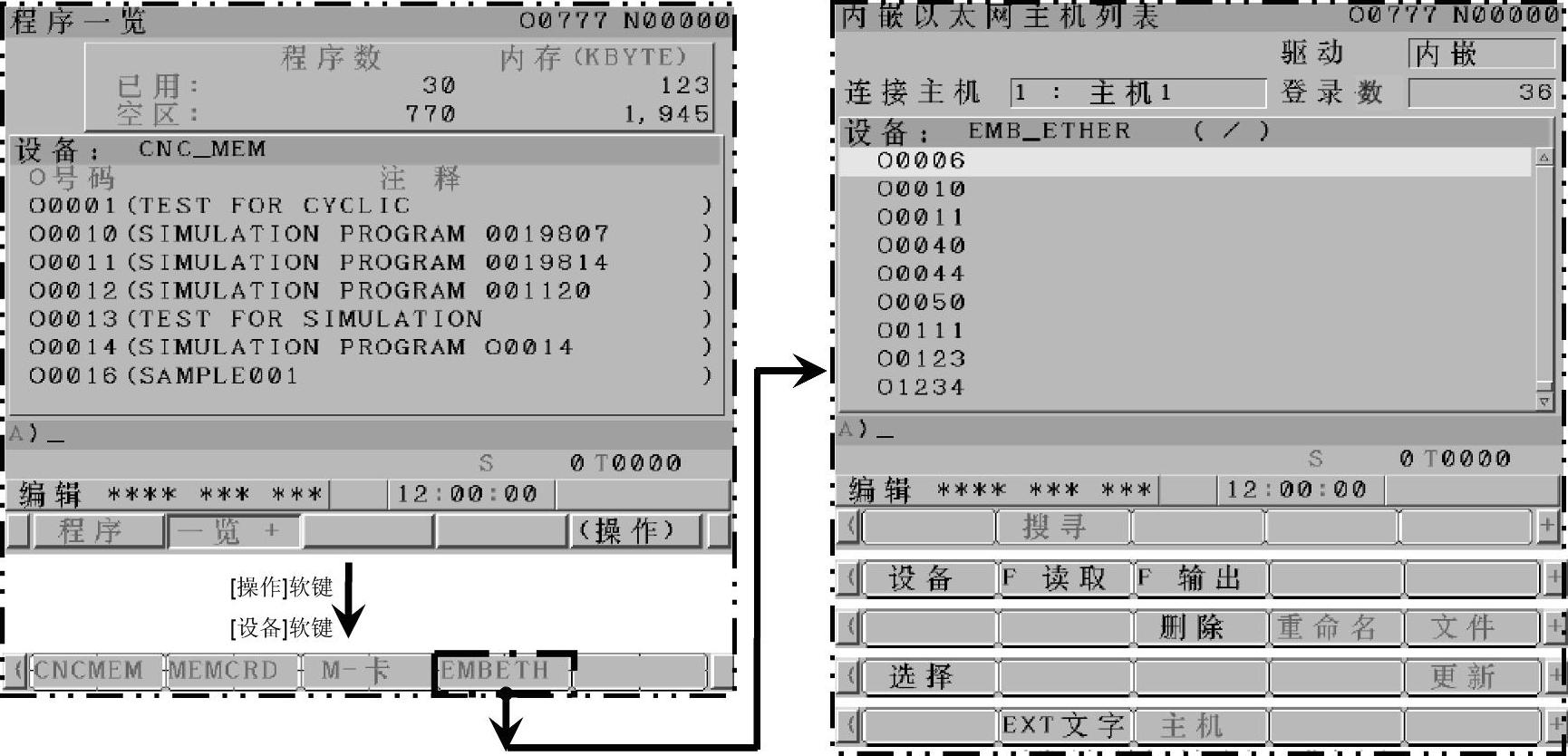
图7-70 嵌入式以太网传输加工程序
(1)初始操作按照7.3.2节的FOCAS2/Ethernet功能设定,完成CNC的嵌入式以太网(内置端口或PCMCIA以太网卡)与计算机通信的初步操作。
(2)CNC侧有关PMC的操作(见图7-71)系统处于MDI模式→按[OFFSET/SETTING]功能键→[设定]软键→参数写入PWE=1后同时按住MDI面板上[CAN]和[RESET]键以消除P/S100报警→按[SYSTEM]功能键→按[PMC]和[PMCPRM]软键→按[SETTING]软键显示PMC参数设定画面→改PROGRAMMER ENABLE=1(也可改K17.1/K900.1=1)→单击[YES]键使软键条中显示[MONIT]→按[MONIT]等键显示监控画面并设定高速传输接口HIGHSPEEDI/F=USE。
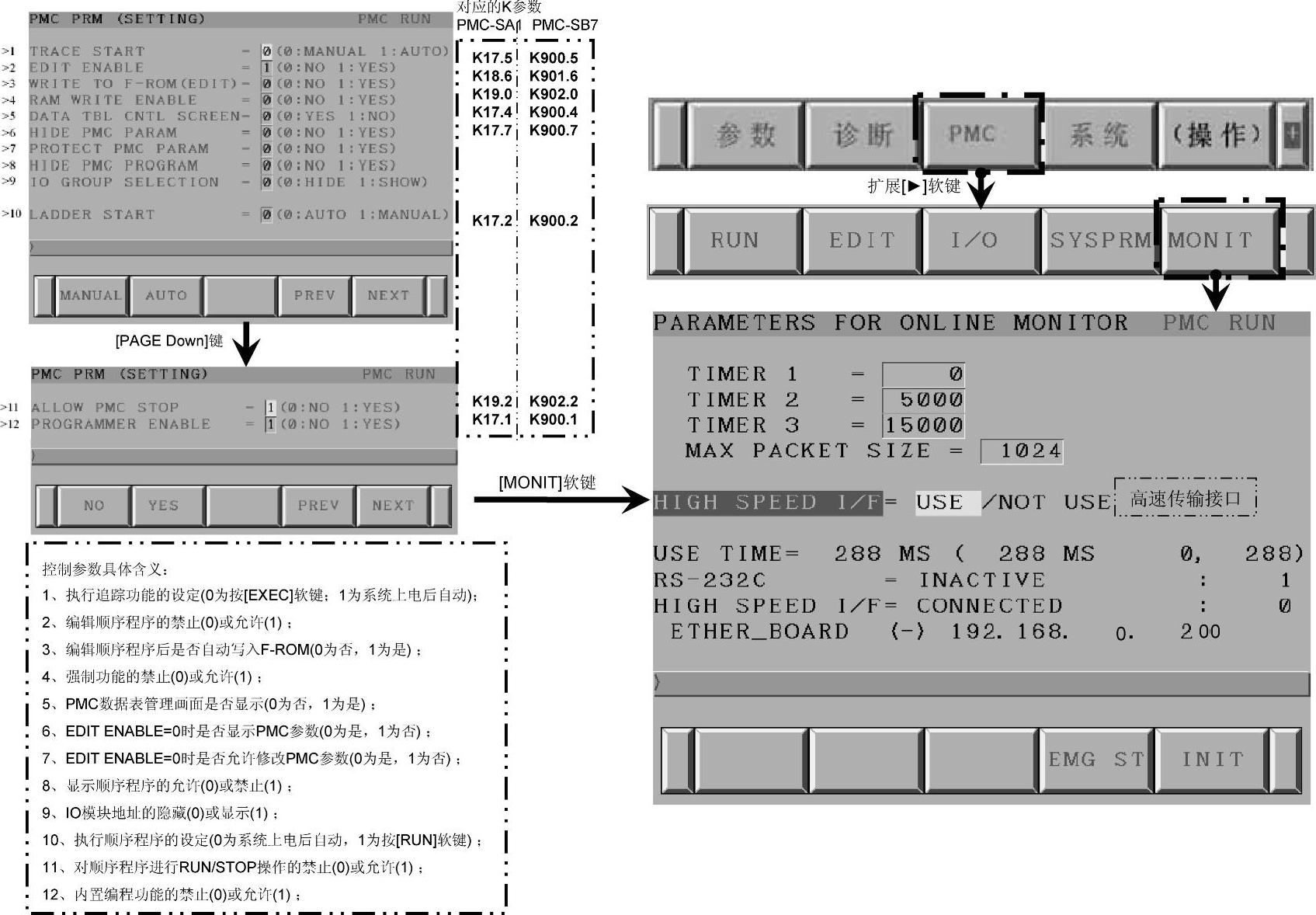
图7-71 CNC侧有关PMC的操作
(3)LADDER-Ⅲ软件的设置(见图7-72)打开LADDER-Ⅲ软件→新建一个PMC文件并设定PMC类型与CNC侧PMC类型相同→选择“工具/Tool”下拉菜单中“通信设置/Communica-tion”项进入通信设置界面→在“网络地址/Network Address”选项卡中单击[增加主机/Add Host]→在“主机设置对话框/HostSettingDialog”画面输入CNC侧IP地址192.168.0.200后单击[OK]键→单击[连接/Connect]使CNC与计算机建立连接。
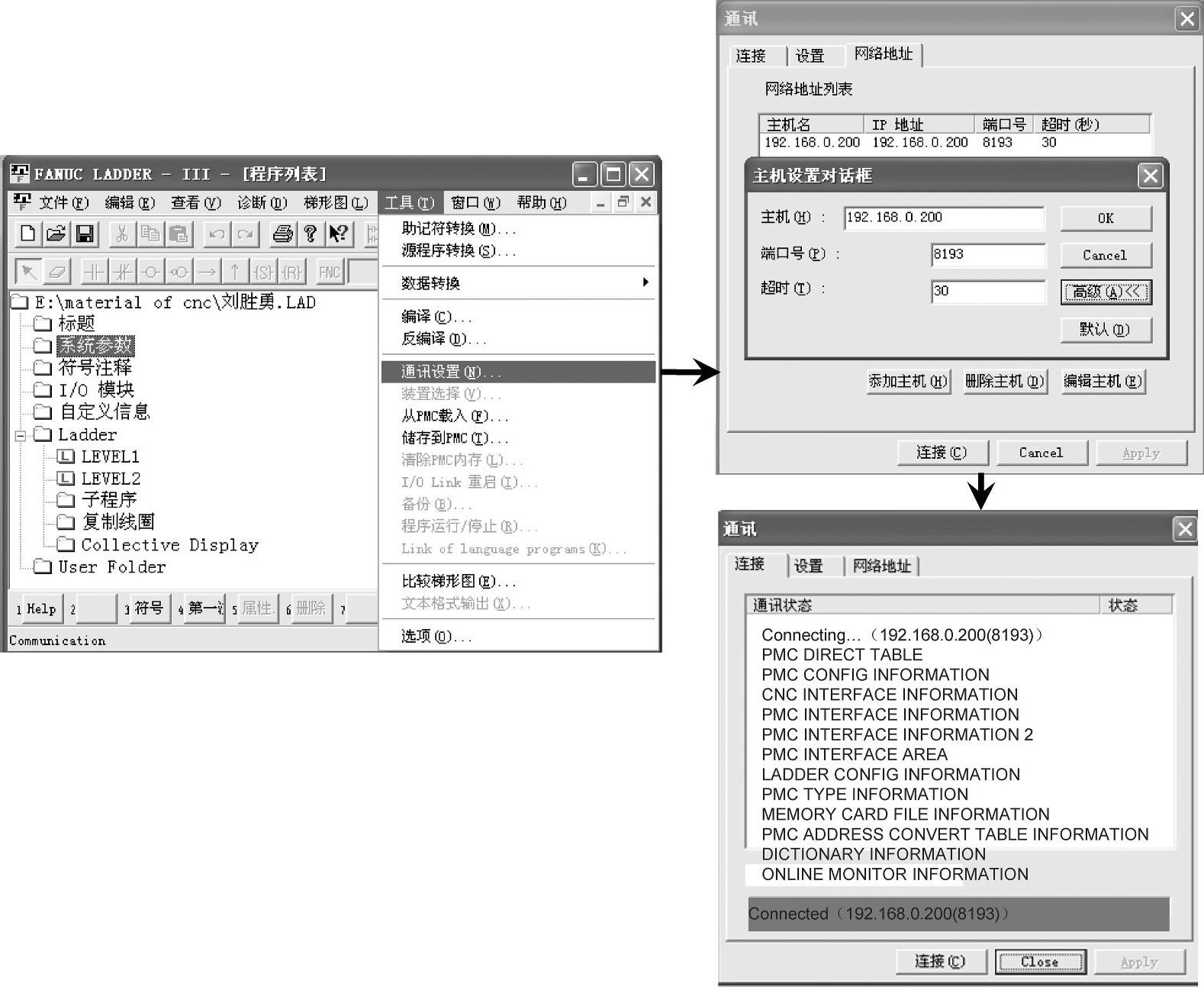
图7-72 LADDER-Ⅲ软件的设置
(4)连接建立后开始自CNC向计算机传输PMC程序PMC程序的传输操作和对已传出的PMC程序进行反编译、在线修改及其修改后进行编译并回传至CNCDRAM、FROM的操作,与第7.1.2节PMC程序经由RS232实现在线传输的操作相同。
PMC程序传输、修改和编辑完毕后,需将图7-71中的HIGH SPEEDI/F=NOT USE。
有关数控机床FANUC系统模块化维修的文章

AutoCAD绘图使用的默认线型为连续线型Continuous,其他线型则应加载后才能使用。用户可根据自己的需要为图层设置不同的线型。选择“CENTER”线型,然后,单击按钮,完成图层线型设置。图1-8对话框在作图过程中临时设置当前线型有以下三种方式:● 在工具栏的下拉列表框中选择已加载的线型,或选择选项,调出对话框,如图1-9所示,以加载所需线型。图1-9对话框下面对对话框加以必要的说明::确定在线型列表中显示哪些线型。只能删除未使用的线型。......
2023-06-21

数控机床的以太网可以实现远程数据传输、远程故障诊断及远程在线加工,目前主要功能是实现远程在线加工;且为了确保远程在线加工传输的高可靠性、高速度和高精度,采取建立在快速以太网板基础上的数据服务器功能进行数据传输。下面介绍数控机床基于Data Server功能的CNC与计算机的连接以及两种FTP传输软件的网络传输设定过程。......
2023-06-23

差分时延主要由不同路径的传输距离导致,因此在计算差分时延时只考虑传播时延。经过这些窃听点的业务流则被视为受到窃听攻击,假设信息80%的子载波通过窃听点则视为CIS业务保护失效,其机密信息被泄露。平均信息泄露率指多次不同负载仿真中被泄露的CIS数量与总CIS数量比值的平均值,其可以反映网络防止机密信息泄露的能力[23]。......
2023-06-19

万兆位以太网主要特点如下:1)MAC子层仍使用IEEE 802.3帧格式,维持其最大帧长为1518B、最小帧长为64B不变。6)万兆位以太网是一种采用全双工并基于光纤运行的技术。从100Mbit/s、1000 Mbit/s的以太网升级到万兆位以太网的技术是简捷易行的。9)在较大型的网络中,采用万兆位以太网连接企业网骨干路由器,可简化复杂的网络拓扑结构,提高网络性能。10)万兆位以太网技术较大幅度地提高了网络的性能,同时提供了更多的新功能,网络安全性更好。......
2023-08-29

在本节设置滑动铰。设置滑块零件在固定架零件上滑动,将固定架零件设置为固定不动,最后模拟定义的滑动铰。进入模型运动模拟工作台单击CATIA界面的→→,进入工作台。光标放在罗盘的W轴上,移动鼠标将滑块零件向上移动,使滑块与支架离开一定距离。定义棱镜铰单击工具栏内的棱形接合图标,要单击这个图标,需要先单击旋转接合图标右下方的箭头,单击后出现所有铰定义图标,如图1-4所示。图1-12 对话框图1-13 对话框内拖动滑标改变距离范围......
2023-07-01
如CNC参数PRM13118.2设定为“1”,则只能显示传统主轴设定参数输入显示页面。在主轴调整页面显示后,便可实施主轴设定引导操作,完成主轴驱动系统的快速、自动调整。图9.1-14 主轴监控显示......
2023-06-25

机械及其部件都是由零件所组成的,装配精度与相关零、部件制造误差的累积有关。显然,装配精度取决于零件,特别是关键零件的加工精度。图1-23 设置“主单位”选项卡7.其余选项卡保留默认设置不变,单击“新建标注样式”对话框中的“确定”按钮,完成“机械标注样式”的设置。图1-24 创建机械标注样式......
2023-06-24

2)打开CFX前处理CFX-Pre14.5,如图4-3-1所示。图4.3-10 流动模型图4.3-11 流动双模型图4.3-12 叶轮域中固体信息图4.3-13 叶轮域中液体信息图4.3-14 边界命名图4.3-15 基本设置4)边界信息中,“Massand Momentum”选择:Normal Speed,而指定Normal Speed为3.743[ms^-1],该速度是由流量和叶轮进口直径得到,如图4.3-16所示。图4.3-16 进口速度图4.3-17 固体和液体的体积分数5.设定出口边界条件1)在任务栏中单击。图4.3-18 边界命名图4.3-19 基本设定图4.3-20 出口边界设置6.交界面设置1)在任务栏中单击。......
2023-06-26
相关推荐