铣削加工的主要内容如图3-78所示。镶齿端铣刀直径一般在φ75~φ300 mm,最大可达φ600 mm,主要用在立式或卧式铣床上铣削台阶面和平面,特别适合于大平面的铣削加工。端铣时,ap 为切削层深度;圆周铣削时,ap 为被加工表面的宽度。指平行于工作平面测量的切削层中最大的尺寸。......
2023-06-29
数控系统与计算机存储卡在线加工是以存储卡为存储介质,通过系统的第4I/O通道从存储卡上直接读取加工程序,进行DNC在线加工。此方式不占用系统内存,且具有程序传输速率高、加工精度高及可靠性高的优点,故普遍应用于模具加工领域。
FANUC 16i/18i/21i/0iB/0iC/0iD/30i/31i系统可以进行存储卡加工程序的在线加工,其在线加工(见图7-60)的操作如下:
1)系统处于MDI模式→按功能键[OFFSET/SETTING]→[设定]软键→参数写入PWE=1和I/O通道=4(或设定#20=4)同时按住MDI面板上[CAN]和[RESET]键以消除P/S100号报警→按[SYSTEM]功能键→按[参数]软键→改参数#138.7/MNC=1使存储卡在线加工有效→按功能键[OFFSET/SETTING]→按[设定]软键→参数写入PWE=0。
2)将加工程序拷贝至存储卡内,可以一次拷贝多条程序。
3)系统处于RMT模式→按[PROG]功能键→最右侧扩展[▶]软键→按[DNC-CD]软键出现DNC操作画面。
4)DNC操作画面中按下[操作]软键→显示文件设定画面→在MDI面板上输入所用加工程序对应的文件号(如O3002对应的文件号为2)→按下[DNC-ST]软键后画面中自动出现“DNC文件名=所用加工程序号”(如DNC文件名=3002)。
5)按下机床操作面板上的“CYCLESTART/循环启动”按钮,系统在线运行存储卡内指定的加工程序(如O3002)。
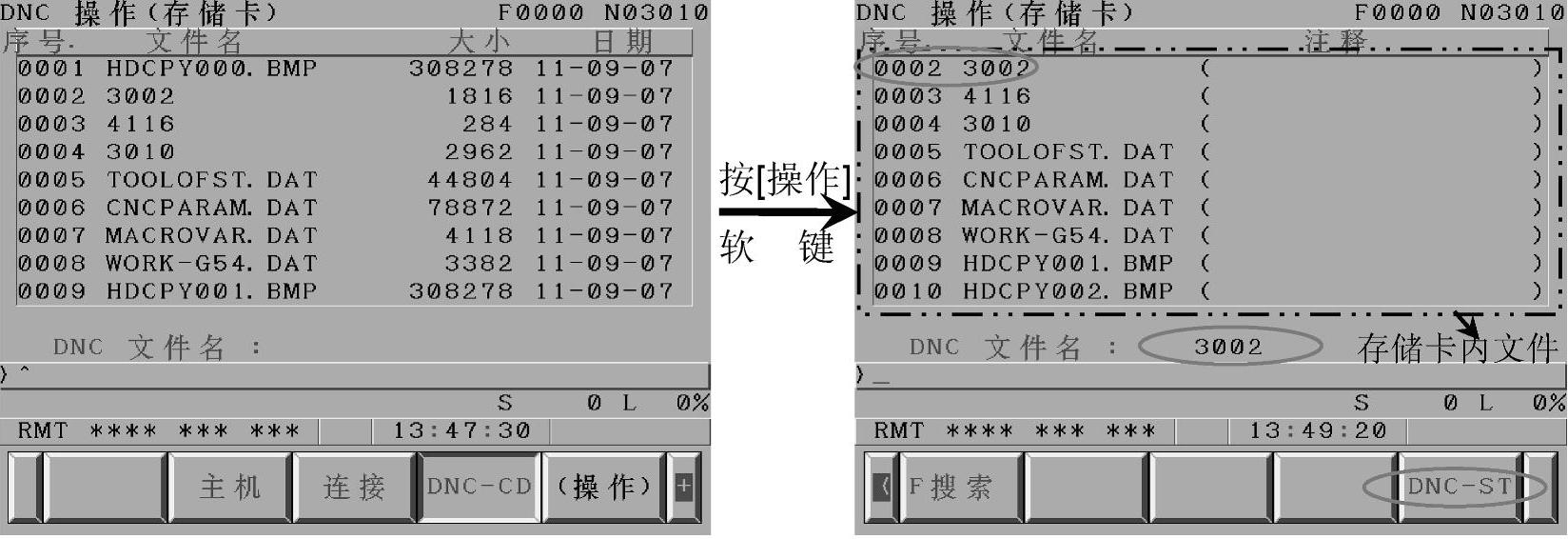
图7-60 FANUC系统的存储卡在线加工
上述5步是通过启动自动操作实现存储卡在线加工的,除此之外还可指定M198子程序调用命令(参数#6030设定执行外部设备子程序调用的M代码,#6030=0为通用的M198指令),由系统中主程序调用存储卡中的子程序实现在线加工。主程序中调用子程序的程序段标准格式为“M198P□□□□△△△△”,其中,M198为调用存储卡内程序的命令,P□□□□为调用的重复次数,△△△△为存储卡内的文件号。
有关数控机床FANUC系统模块化维修的文章

铣削加工的主要内容如图3-78所示。镶齿端铣刀直径一般在φ75~φ300 mm,最大可达φ600 mm,主要用在立式或卧式铣床上铣削台阶面和平面,特别适合于大平面的铣削加工。端铣时,ap 为切削层深度;圆周铣削时,ap 为被加工表面的宽度。指平行于工作平面测量的切削层中最大的尺寸。......
2023-06-29

孔的一致性要求很高,加工精度在±0.005mm以下,表面粗糙度值小于Ra0.4μm。在加工中,为了保证高精度和小表面粗糙度值的要求,可采取以下措施:1)正确加工穿丝孔。可选择的电参数如下:空载电压峰值为55V,脉冲宽度为1.2μs,脉冲间隔为4.4μs,平均加工电流为100~120mA。图7-28所示为工件转动θ角和X、Y两轴或三轴联动加工多维复杂曲面实例的示意图。......
2023-06-26
管螺纹加工又叫做套丝,是由于很多地区称螺纹为丝扣。管子螺纹加工是指在管子端头切削管螺纹的操作。手工套螺纹的操作方法及注意事项如下。将管子端头的毛刺处理掉,管口要平直,然后将管子水平固定在台虎钳上,需套螺纹的管端伸出钳口外150mm左右,在管端加工螺纹部分涂上润滑油。待螺纹加工到接近规定长度时即可退出板牙架。图2-10 手工套管子螺纹操作......
2023-09-20

半精车的公差等级为IT10~IT9,表面粗糙度Ra为6.3~3.2 μm;精车的公差等级为IT8~IT7,表面粗糙度Ra为1.6~0.8 μm。在选择切削速度时,精车一般有高速精车和低速精车。......
2023-06-24

实际几何参数与理想几何参数的偏离程度称为加工误差。调整法加工时的调整误差,除上述因素外,还与调整方法有关。主轴回转误差会造成加工零件的形位误差及表面波度和粗糙度。导轨导向误差会造成加工表面的形状与位置误差。4)机床主轴、导轨等的位置关系误差,将使加工表面产生形状与位置误差。表5-1 造成各类加工误差的原始误差......
2023-06-28

由于SRAM的断电易失性和更换印制电路板时可能丢失FROM数据,故需要通过存储卡在系统开机的BOOT SYSTEM引导画面下进行SRAM和FROM内数据的备份和回装工作,即数据的系列传输。该传输方式不受机床厂家密码的限制。其中,FANUC 18系统仅使用F87L-0001-0153#4MB的FLASH存储卡。图7-42 FANUC系统开机进入BOOT画面的操作USER DATA LOADING项将用户文件由存储卡加载到FROM中。图7-45 SYSTEM DATA LOADING画面SYSTEM DATA CHECK项显示FROM或存储卡上的文件以及各文件的管理单位数和软件的系列、版本。......
2023-06-23
图5-21 螺栓球节点1.螺栓球加工要求球材加热球材加热须符合下列规定:1)焊接球材加热到600~900℃的适当温度。压制过程中,应尽量减少压薄区与压薄量,采取措施是加热均匀。图5-22 封板图5-23 套筒3.螺栓球加工允许偏差螺栓球成型后,不应有裂纹、褶皱、过烧。螺栓球是网架杆件互相连接的受力部件,采取热锻成型,质量容易得到保证。螺栓球加工的允许偏差应符合表5-33的规定。检查时,每种规格抽查10%,且不应少于5个。......
2023-08-22
相关推荐