数控机床伺服进给的控制可分为主回路和辅助控制回路两部分。其中,主回路包括电源模块、伺服放大器、伺服电动机和位置检测装置等部分,辅助控制回路则由机床操作面板上按钮、各类开关、状态指示灯、I/O单元或模块及中间继电器等组成。TH1、TH2:过热报警输入端子,可用于伺服变压器及制动电阻的过热信号的输入。CX3:伺服装置内MCC动作确认接口,一般可用于SVU主电路接触器的控制。......
2023-06-23
1.BARUFFALDI TB250/8伺服转塔的结构和动作过程
意大利BARUFFALDI TB250/8伺服转塔(见图6-52)的旋转是采用新型无电刷伺服电动机和型号为SA.02A.TB的伺服放大器来控制的。其中,伺服放大器置于电控柜内(尺寸325mm×210mm×80mm),可根据CNC系统的换刀要求控制伺服电动机与数控机床机型逻辑通信;可实现双向回转和任意刀位的就近选刀,从而最大限度地减少刀架转位的辅助时间;分度工位采用二进制绝对值编码器进行识别,刀架锁紧和松开采用液压控制(30±3)bar[1]或气压控制(5±1)bar;刀盘无需抬起即可实现转位的松开和制动控制,如此可防止机床切削过程中切屑、灰尘和切削液等污物影响端齿盘的精确定位,从而确保转塔的良好定位精度。该伺服转塔容许的最大换刀频率为750次/h,最大容许不平衡转矩为60N·m,最大转动惯量为8kg·m2。
伺服转塔处于定位(离合器闭锁)状态时,销杆6在接近开关9侧并使PxA信号接通,此时凸轮滚子21位于凸轮22的高点处,开闭齿环23与转齿盘1及固定齿盘25相啮合。开始换刀时,先移动活塞10以牵动滚子座20转动并带动凸轮滚子21由凸轮22的高点向低点方向移动;此时开闭齿环23受弹簧4的推压而向后移动,使转齿盘1不再受固定齿盘25的牵制。伺服电动机14转动齿轮带动转齿盘1旋转至设定的位置,然后反向移动活塞10再次将凸轮滚子21推向凸轮22的高点;此时开闭齿环23受凸轮滚子21的推压而向前移动,并与转齿盘1及固定齿盘25相啮合,从而完成刀塔的换刀动作。
除使用伺服放大器自动控制刀塔旋转外,还可在紧急情况下手动操作刀塔旋转。手动越权控制电磁阀使刀塔离合器开离,销杆6向接近开关29侧(P×B)移动至底边停止,此时刀塔离合器开离,操作者或维修人员可直接用手扳动刀盘旋转至所需的刀位;然后再次越权控制电磁阀开关使刀塔离合器闭锁,此时销杆6返回接近开关9侧(PxA)至底边停止。

图6-52 意大利BARUFFALDI TB250/8伺服转塔的结构图
1—转齿盘 2—OR115密封圈 3—8位水盘密封垫 4—弹簧 5—OR155密封圈 6—销杆 7—上盖 8—接近开关固定座 9—离合器闭锁接近开关PxA(PNP—NO—24V,M12×1-50) 10—活塞 11—OR226密封圈 12—垫圈 13—固定螺栓(3组) 14—巴拉法蒂伺服电动机 15—OR138密封圈 16—原点接近开关 17—信号用接线排线插座 18—电源用接线排线插座 19—OR226密封圈 20—滚子座 21—凸轮滚子 22—凸轮 23—开闭齿环 24—OR161密封圈 25—固定齿盘 26—主油封垫圈(2S.56202.1120.A46) 27—OR161密封圈 28—OR012密封圈 29—离合器开离接近开关PxB(PNP-NO-24V,M12×1-50) 30—OR012密封圈31—巴拉法蒂通孔水塞32—巴拉法蒂不通孔水塞
2.伺服转塔的电气控制
意大利BARUFFALDI TB250/8伺服转塔电动机的动力电源经伺服放大器SA.02A.TB的M1接口输入三相电源[(AC220~230V)±10%、50/60Hz],无需使用EMC过滤器连接(伺服放大器本身自带),外部DC24V±10%控制电源经M2接口引入伺服放大器;绝对值编码器通过双线4芯双屏蔽电缆连接至伺服放大器的J2接口,同时离合器闭锁和开离的接近开关PxA、PxB及刀塔回原点的接近开关Px0连接至放大器的M4接口;液压或气压控制的刀架锁紧和松开电磁阀经由继电器连接至放大器的M3接口。
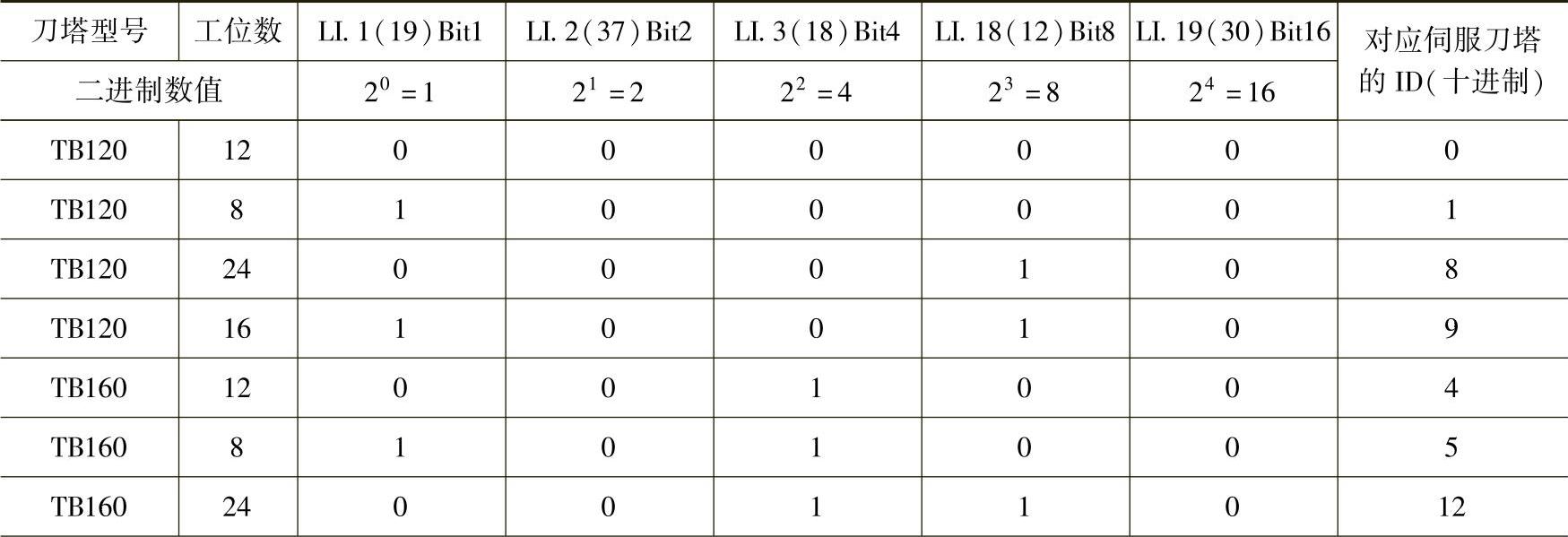
伺服放大器上的接口J1(DB37)与CNC系统的I/O板连接,实现对伺服转塔的PMC顺序控制(见图6-53);通过接口J1(DB37)上不同针脚间(PIN4与PIN19,37,18,12,30)的组合连接,设定BARUFFALDI伺服转塔的型号及工位数(见表6-4);通过接口J1(DB37)上逻辑输入口PIN17、PIN35和PIN16的连接,可得到操作模式MODBit1-Bit2-Bit4的二进制组合信号,从而设定伺服转塔的8种操作模式(见表6-5);通过接口J1(DB37)上逻辑输出针脚PIN27、PIN8、PIN26和PIN7分别与数控系统I/O输入信号X0002.0~X0002.3的连接,可得到ALBit1-Bit2-Bit4-Bit8的二进制报警逻辑组合(见图6-54),并由PMC输出信号呈现在LCD屏幕上。
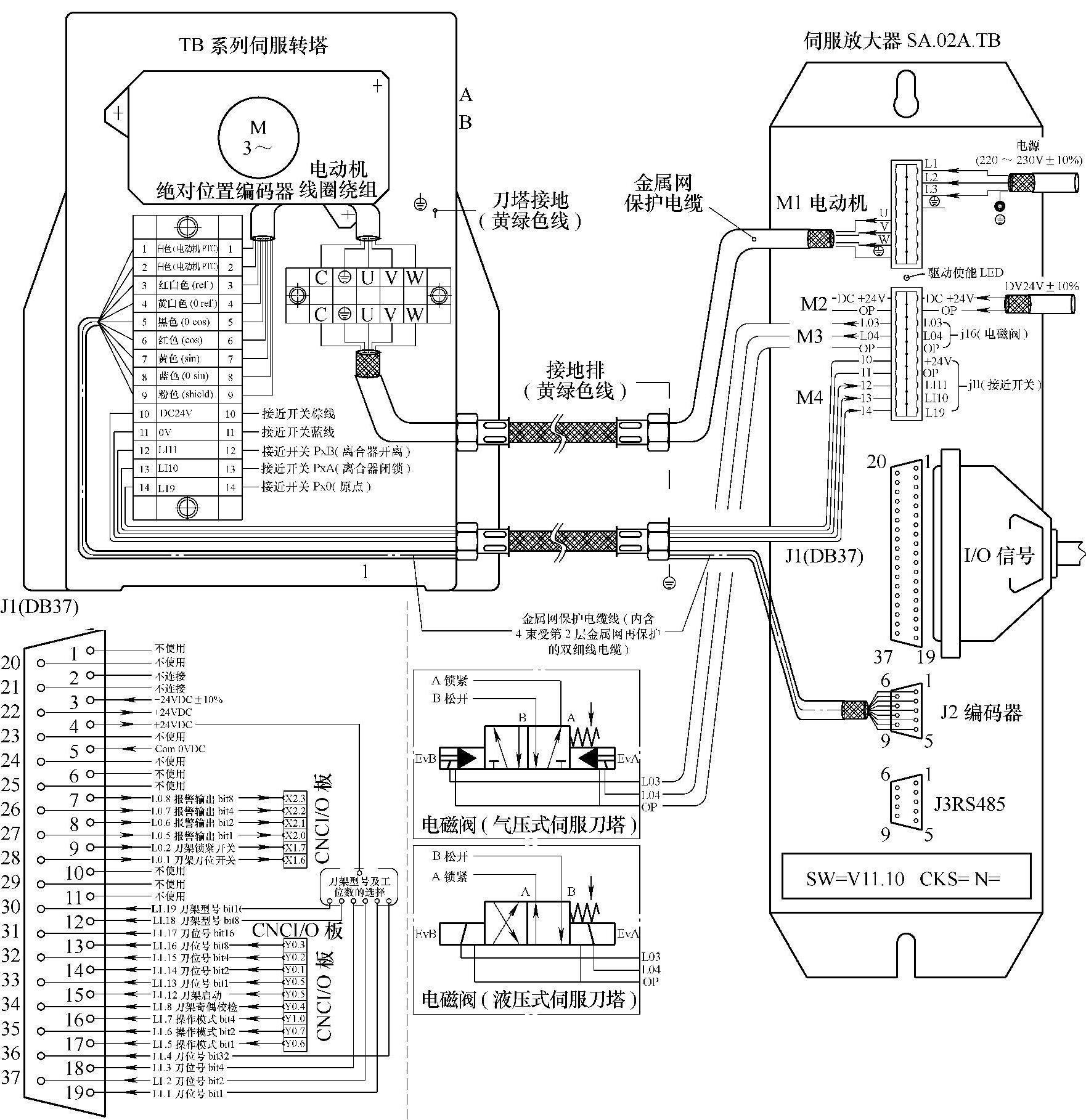
图6-53 意大利BARUFFALDI TB250/8伺服转塔的电气连接图
表6-4 BARUFFALDI伺服转塔的型号及工位数
(续)
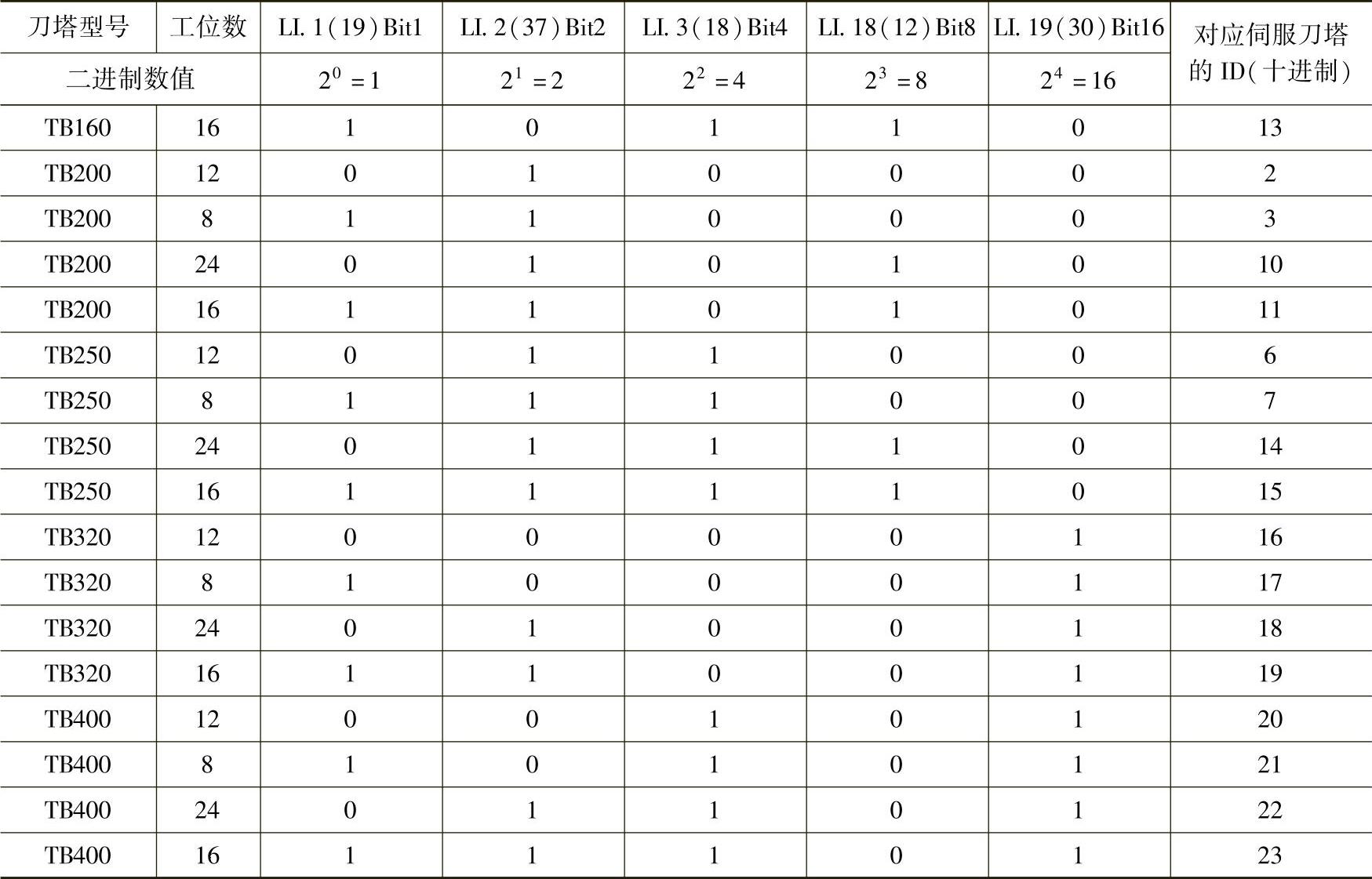
表6-5 BARUFFALDI伺服转塔的操作模式及内容
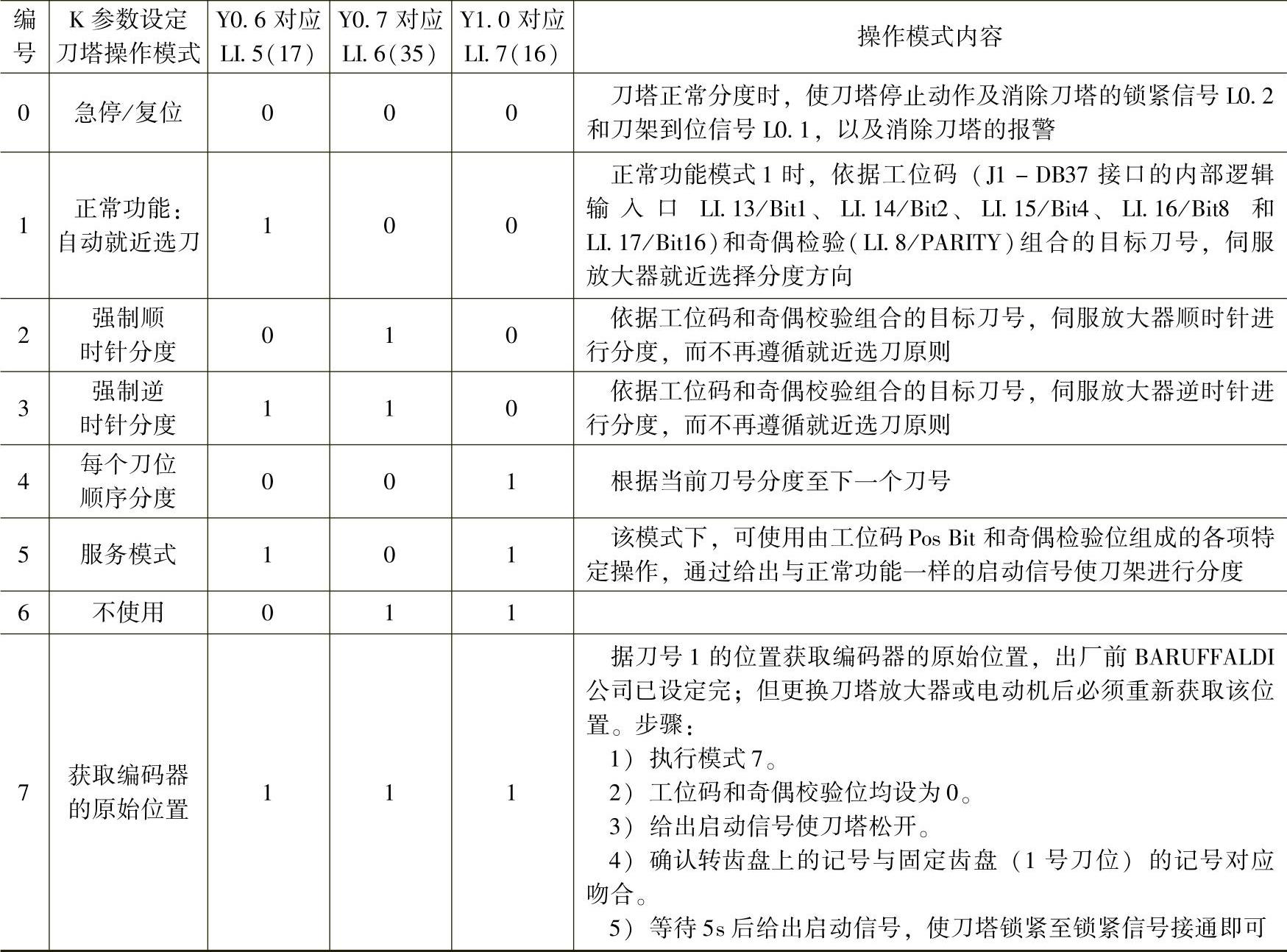
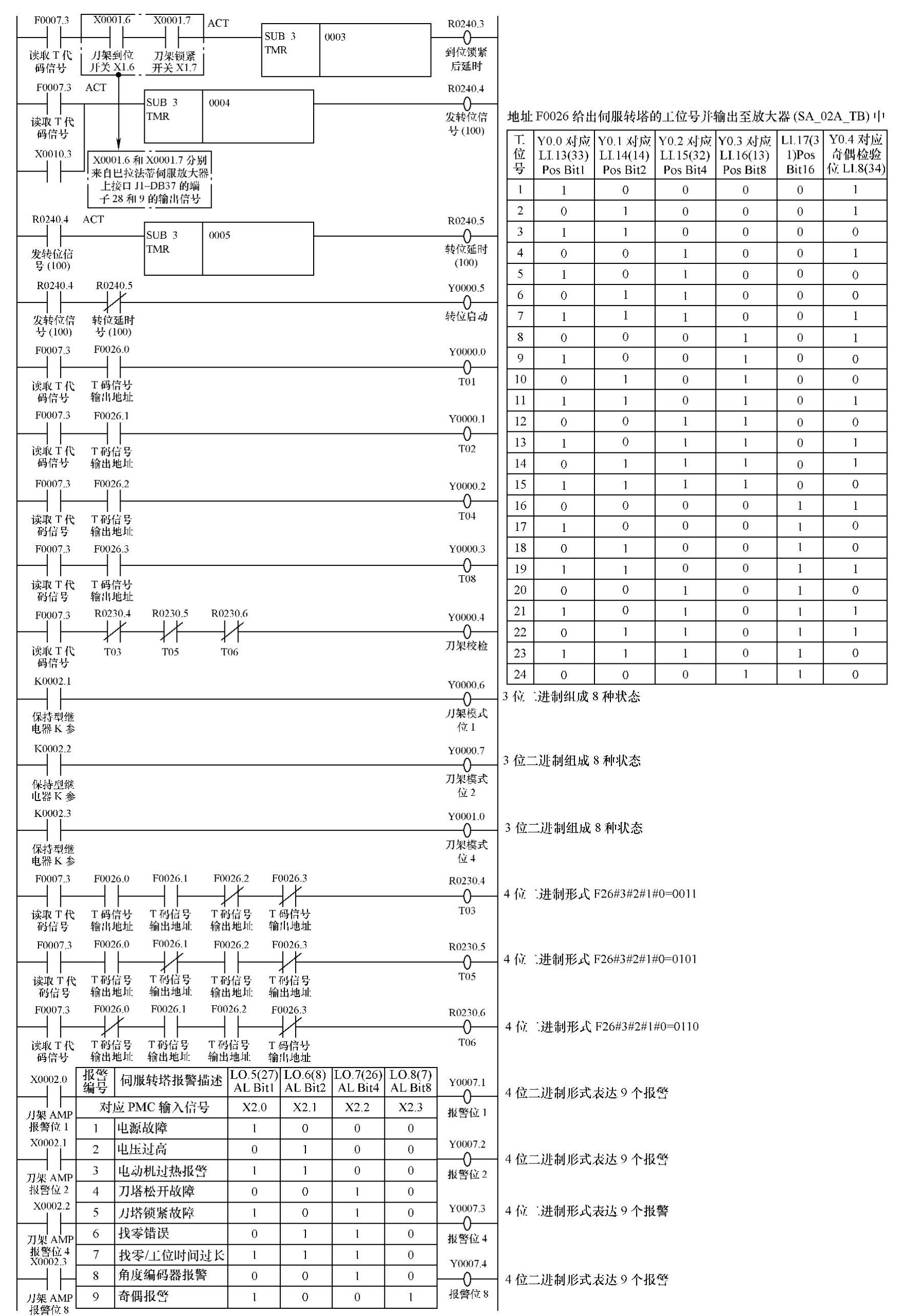
图6-54 意大利BARUFFALDI TB250/8伺服转塔的PMC梯形图
3.伺服转塔的常见故障
使用过程中,意大利BARUFFALDI TB250/8伺服转塔的故障主要有刀塔离合器未开离或闭锁,刀塔离合器开离后刀塔无法转动进行换刀,刀塔因原点检测开关PxO松脱或损坏导致位置不正确等。维修人员可结合伺服转塔的机械结构和电气控制过程,对伺服转塔进行针对性地维修,并执行机电归零获取编码器原始位置或执行刀塔原点覆归的操作。
(1)刀塔离合器未开离或闭锁的故障原因及处理方法
1)空气(油压)压力不足或未输入:对于气压式伺服刀塔,应检查空气回路使其压力保持在(5±1)bar;对于油压式伺服刀塔,应检查液压回路使其压力保持在(30±3)bar;同时检查压力是否到达伺服刀塔的机械本体处。
2)电磁阀阻滞或损坏:可手动越权控制电磁阀,感知伺服刀塔的动作是否顺畅。若手感阻力较大,则为电磁阀被污物堵塞而阻滞,应拆解电磁阀后用煤油或无水酒精清洗;若手动越权控制电磁阀时伺服刀塔无动作,则为电磁阀损坏或内部机械部件卡死。
3)伺服转塔出现#1~#9报警:根据图6-54中伺服转塔的报警描述查找故障原因[如动力电源(AC220~230V)±10%未输入或电压过高等],排除后刀塔重置并执行原点覆归。
4)刀塔开机后马上执行原点覆归:正常情况下,伺服转塔开机后需要延迟一定的时间(不同版本的放大器延时时间不一样)才能执行原点覆归操作,可进行刀塔重置后再进行原点覆归操作。
(2)刀塔离合器开离后刀塔无法转动进行换刀
1)伺服转塔出现#1~#9报警:根据图6-54中伺服转塔的报警描述查找故障原因[如动力电源(AC220~230V)±10%未输入或电压过高等],排除后刀塔重置并执行原点覆归。
2)刀塔伺服电动机损坏,需更换(见图6-55),具体步骤如下:
①确认刀塔电源已切断,刀塔定位(离合器闭锁)于1号刀位置(刀塔原点);若无法以PMC执行换刀定位至1号刀位时,可手动越权控制电磁阀使刀塔离合器开离后,用手扳动刀盘转至1号刀位(原点),再强制电磁阀使刀塔离合器闭锁即可。
②拆掉刀塔后盖7,将刀塔的电动机动力线和编码器反馈线8从排线插座9上松离后,卸下存在故障的刀塔伺服电动机6。
③更换新电动机,转动电动机轴3使其尾部的标记Y与电动机后盖11的标记X呈180°相对;回装其他部件于刀塔本体1上(注意密封圈2的位置)。
④紧固伺服电动机6后,用白色铅油笔在电动机轴3的标记Y所对应的后盖11处做标记Z;回接电动机的动力线和编码器反馈线8于排线插座9上,并安装刀塔后盖7等。
⑤开启机床接通伺服转塔的电源,在PMCPRM界面的KEEPRL画面下,设定保持型继电器K2#1#2#3=111,选择伺服转塔的操作模式7,以执行“机电归零”操作获取编码器的原始位置(见表6-5)。
⑥设定K2#1#2#3=100,选择刀塔操作模式1,执行刀架原点覆归操作即可。
3)刀塔伺服放大器损坏,需更换。更换放大器后,同样需要执行“机电归零”和原点覆归操作。
(3)刀塔因原点检测开关PxO松脱或损坏导致位置不正确此时需要调整PxO的位置或更换。PxO的位置调整步骤(见图6-56)如下:
1)确认刀塔定位(离合器闭锁)于1号刀位置(刀塔原点);若无法以PMC执行换刀定位至1号刀位时,可手动越权控制电磁阀使刀塔离合器开离后,用手扳动刀盘转至1号刀位(原点),再强制电磁阀使刀塔离合器闭锁即可。
2)拆掉伺服转塔后盖,卸掉紧固插座固定座6的螺栓,将插座固定座6移至一旁以腾出施工空间,但不能损伤连接其上的电缆线。
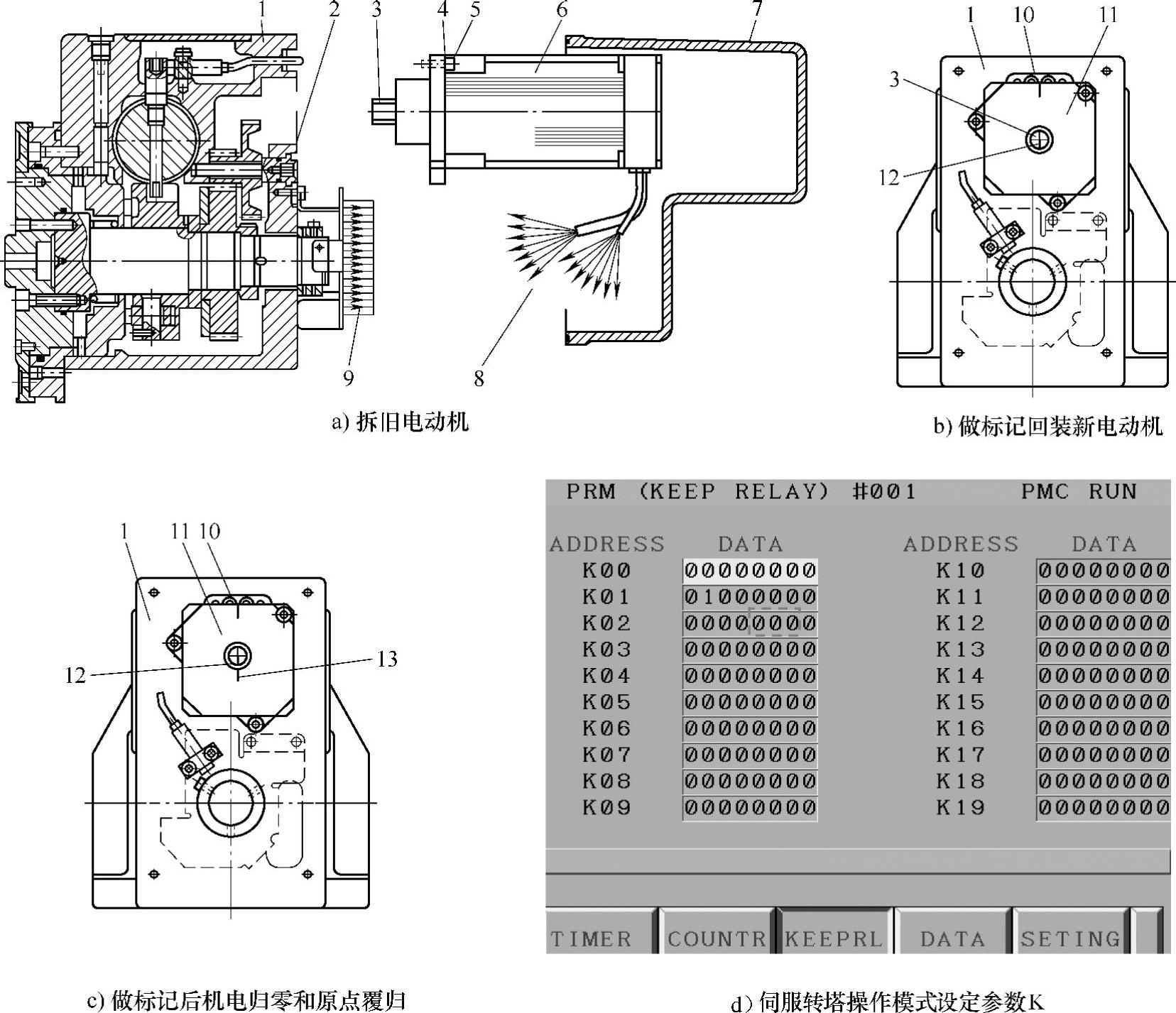
图6-55 伺服转塔电动机的更换
1—刀塔本体 2—密封圈 3—电动机轴 4—垫圈 5—固定螺栓(3组) 6—伺服电动机 7—刀塔后盖 8—电动机动力线和编码器反馈线 9—排线插座 10—标记X 11—电动机后盖 12—标记Y 13—标记Z
3)松脱固定感应环7的两只沉头螺钉5,手动越权控制刀塔离合器开离,用一字形螺钉旋具从电动机后端顺时针旋转电动机轴一圈,使电动机后盖上的标记Z与电动机轴上的标记Y对齐。
4)顺时针转动感应环7直至原点接近开关PxO触发(TB320/TB400系列伺服转塔的感应环旋转方向为逆时针),使感应环7保持在触发位置,锁紧沉头螺钉5。
5)逆时针旋转电动机轴一圈回到原点位置,手动越权控制电磁阀使离合器闭锁;回装插座固定座6于刀塔本体1上。
6)执行原点覆归操作,正常后回装刀塔后盖等部件即可。
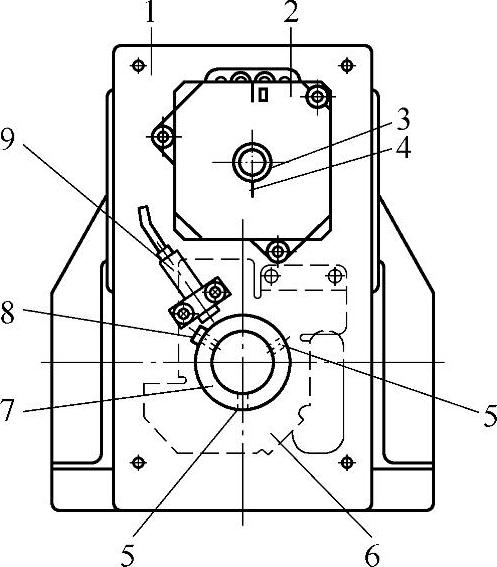
图6-56 伺服转塔原点接近开关位置调整
1—刀塔本体 2—电动机后盖 3—电动机轴上标记Y 4—电动机后盖上标记Z 5—沉头螺钉 6—插座固定座 7—感应环 8—感应触点 9—原点接近开关PxO
有关数控机床FANUC系统模块化维修的文章

数控机床伺服进给的控制可分为主回路和辅助控制回路两部分。其中,主回路包括电源模块、伺服放大器、伺服电动机和位置检测装置等部分,辅助控制回路则由机床操作面板上按钮、各类开关、状态指示灯、I/O单元或模块及中间继电器等组成。TH1、TH2:过热报警输入端子,可用于伺服变压器及制动电阻的过热信号的输入。CX3:伺服装置内MCC动作确认接口,一般可用于SVU主电路接触器的控制。......
2023-06-23
上述电液伺服阀液压部分多为二级阀,图4-76所示由力矩马达、喷嘴-挡板阀和滑阀组成的力反馈型电液伺服阀是最典型的、最普遍的结构形式。电液伺服阀液压部分也有单级的和三级的,三级伺服阀主要用于大流量场合。图4-77 电-机械转换器的电磁原理图4-78 大流量电液伺服阀......
2023-06-15

下面将结合上例来看一下液压伺服系统的组成。一个实际的液压伺服系统,无论其多么复杂,都是由一些基本的元件组成的,可用图9.2所示的职能方块图表示。图9.2液压伺服系统职能方块图2)反馈元件用来检测系统输出量,并回输给比较元件。6)被控对象其接受液压伺服系统的控制,并输出被控制量。......
2023-06-18

数控机床串行数字主轴的控制除上述介绍的主回路外,还涉及机床操作面板上的按钮、各类开关、状态指示灯、I/O单元或模块及中间继电器等组成的辅助控制回路。串行主轴的辅助控制主要包含主轴速度倍率的修调、正反转控制、点动控制、齿轮换挡控制、刀具夹紧和内孔吹屑控制、主轴准停控制及主轴冷却润滑控制等环节。......
2023-06-23

尽管射流管式伺服阀的应用不如滑阀式和喷嘴挡板式伺服阀广泛,但它具有的一些优点已引起人们的重视,如:结构非常简单,制造容易,使用寿命长,事故率低,对污染最不敏感,工作可靠。图9.6射流管式伺服阀示意图1—射流管;2—复位弹簧;3—接收器图9.6 为射流管式伺服阀的结构及工作原理示意图,它主要由一个射流管和接收器组成。压力ps 和流量qs 均为恒值的能源液体输入射流管内,经加速后向接收器表面高速喷出。......
2023-06-18
(一) 定子绕组端部绝缘缺陷发电机定子绕组短路故障主要指相间短路,而相间短路故障又主要是由于定子绕组端部绝缘有缺陷而造成的。定子绕组端部绝缘制造工艺质量差所导致的先天性绝缘缺陷是造成定子绕组端部短路故障的根本原因。这两次事故主要是由定子线棒接头漏水所引起的。例如,某发电厂的#1发电机于1987年10月2日发生相间短路事故。......
2023-06-27

图6-48 意大利BARUFFALDI TS200/12电动转塔的工作过程图图6-48 意大利BARUFFALDI TS200/12电动转塔的工作过程图图6-49 意大利BARUFFALDI TS200/12电动转塔的电气控制线路图2.电动转塔的电气控制电气控制线路BARUFFALDI TS200/12电动转塔的电动机是由电动机、制动器和热保护开关组成一体的三相力矩电动机,制动器装在电动机后端盖上,制动器线圈控制电压为DC24V,热保护开关在电动机绕组内。......
2023-06-23

如果径向圆跳动超过0.30mm,则重新调整液力变矩器的安装方位。液力变矩器锁止离合器锁止不分离,造成紧急制动时发动机熄火等故障。液力变矩器杂音的诊断①液力变矩器杂音可用踏动和放松制动踏板的办法检查。更换新液力变矩器时,一定注意其型号要相同。图1-3-11 向液力变矩器内倒油图1-3-12 液力变矩器的安装检查案例链接案例1:自动变速器前部漏油车型 日产公爵Y31轿车,装用RE4R01A型变速器。......
2023-08-25
相关推荐