柱塞泵是依靠柱塞在缸体柱塞孔内往复运动,使密封容积产生变化来实现吸、压油的。按柱塞排列方向的不同,可分为径向柱塞泵和轴向柱塞泵两大类。这就是径向柱塞泵的工作原理。轴向柱塞泵的最大优点是只要改变倾斜盘的倾角就能改变其排量。表4-6 轴向柱塞泵的常见故障及排除方法......
2023-06-25
1.BARUFFALDI TS200/12电动转塔的结构和动作过程
意大利BARUFFALDI(巴拉法蒂)TS200/12电动转塔(见图6-47)采用了结构紧凑和传动效率较高的行星轮系传动减速机构;可实现双向回转和任意刀位的就近选刀,从而最大限度地减少刀架转位的辅助时间;分度工位采用二进制绝对值编码器进行识别,刀架定位和锁紧由接近开关发出信号,到位信号由PMC顺序程序逻辑判断;刀盘无需抬起即可实现转位的松开和制动控制,如此可防止机床切削过程中切屑、灰尘和切削液等污物影响端齿盘的精确定位,从而确保电动转塔的良好定位精度。
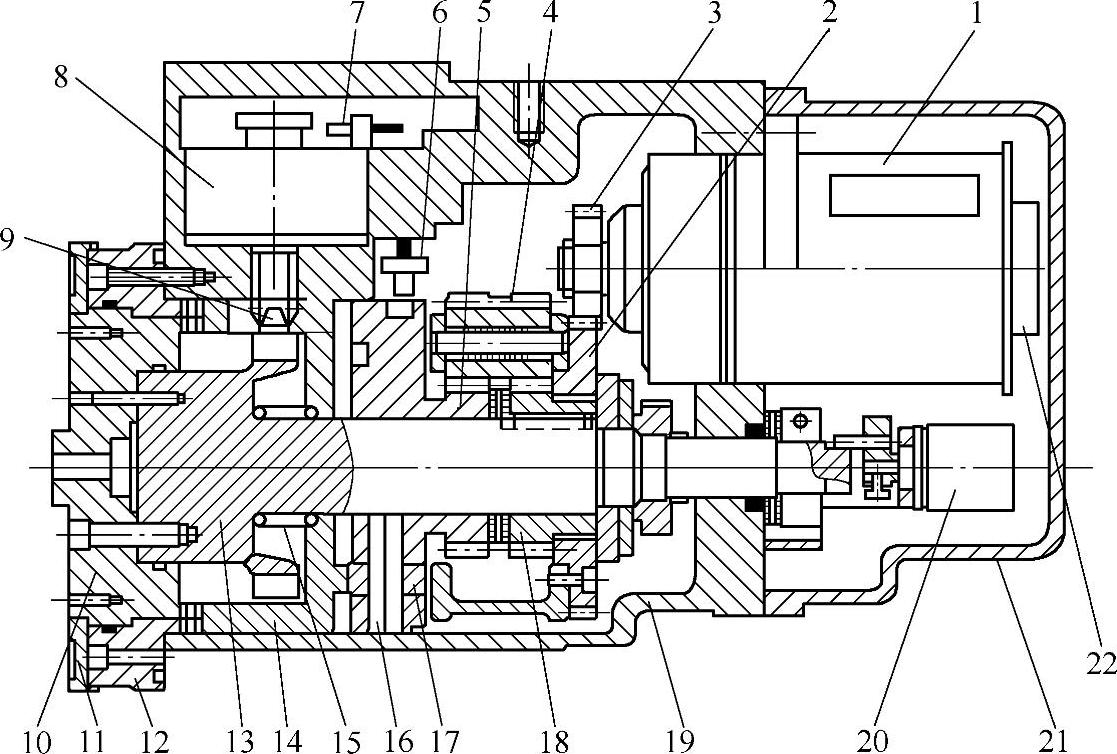
图6-47 意大利BARUFFALDI TS200/12电动转塔的结构图
1—刀塔电动机 2—齿轮 3—电动机齿轮 4—行星齿轮 5—空套齿轮 6—锁紧接近开关 7—预分度到位接近开关 8—电磁铁 9—插销 10—动齿盘 11—挡圈 12—定齿盘 13—分度主轴 14—双联齿盘 15—弹簧 16—滚轮架 17—滚轮 18—驱动齿轮 19—箱体 20—角度编码器 21—后盖 22—电动机制动器
该电动刀塔采用三联齿轮盘作为分度定位元件,由刀塔电动机1驱动后,通过一对齿轮和一套行星轮系进行分度传动。其工作过程(见图6-48)如下:
CNC系统发出转位信号后,刀塔上的电动机制动器(制动器线圈得电),电动机开始按规定方向旋转,齿轮2、电动机齿轮3带动行星齿轮4旋转,此时分度主轴13因端齿盘未脱开而处于锁紧状态,驱动齿轮18不旋转,行星齿轮4带动空套齿轮5旋转,随之滚轮架16随空套齿轮5转过预分度角度,使端齿盘后面的凸轮松开,弹簧15使双联齿盘14向右移动,从而使三联齿盘相互脱开。滚轮架16受到端齿盘后面键槽的限制而停止转动,此时空套齿轮5静止并成为定齿轮,行星齿轮4通过驱动齿轮18带动分度主轴13旋转,实现转位分度。当刀塔转到预选位置的前一位置时,角度编码器20发出信号,电磁铁8得电动作,将插销9压入分度主轴13的凹槽中,预分度到位接近开关7给电动机反馈信号,电动机停止转动,分度主轴13随之停转。电动机经过预定时间的延时后开始反向旋转,齿轮2、电动机齿轮3和行星齿轮4、空套齿轮5带动滚轮架16反转,滚轮17压紧端齿盘后面的凸轮,使端齿盘向前移动而重新啮合,此时锁紧接近开关6发出信号,切断电动机电源,制动器线圈得电使电动机制动,电磁铁8断电释放插销9(在弹簧力作用下回位),转位结束。
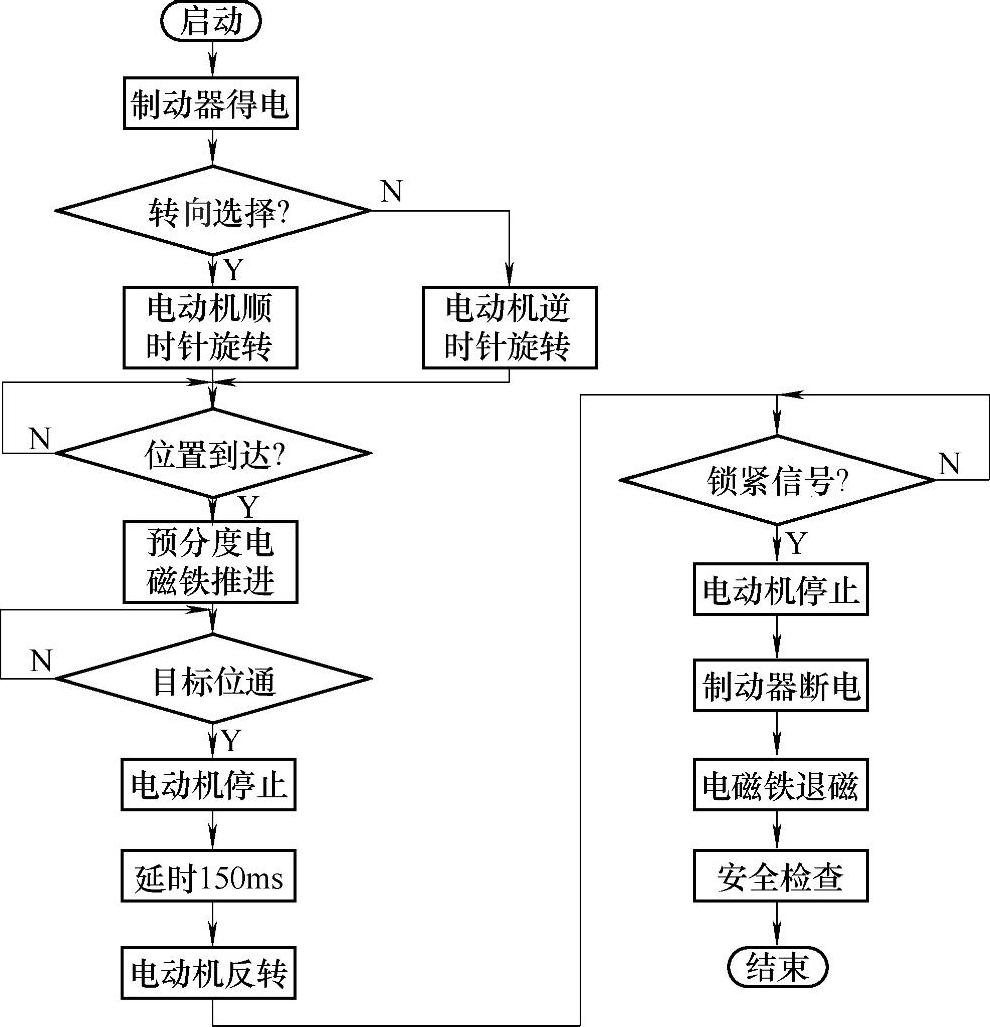
图6-48 意大利BARUFFALDI TS200/12电动转塔的工作过程图
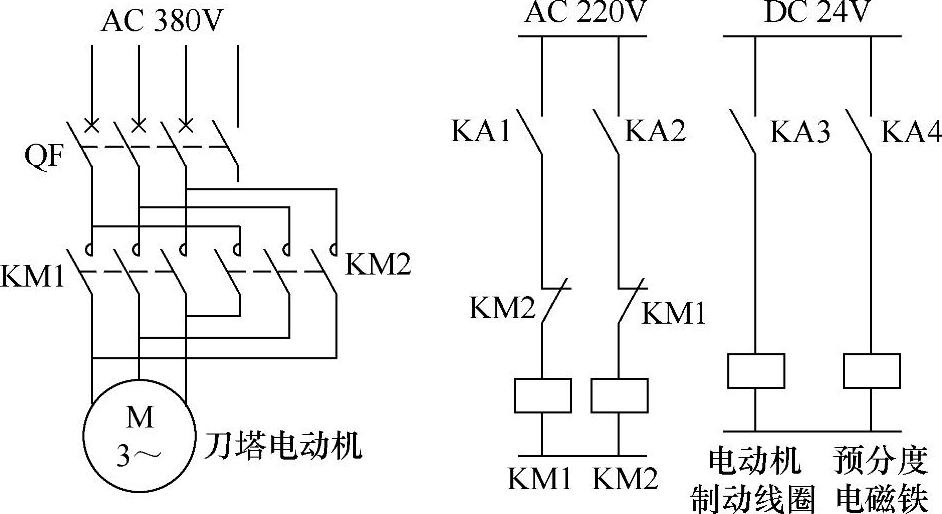
图6-49 意大利BARUFFALDI TS200/12电动转塔的电气控制线路图
2.电动转塔的电气控制
(1)电气控制线路(见图6-49)BARUFFALDI TS200/12电动转塔的电动机是由电动机、制动器和热保护开关组成一体的三相力矩电动机,制动器装在电动机后端盖上,制动器线圈控制电压为DC24V,热保护开关在电动机绕组内。
接触器KM1、KM2分别控制刀塔电动机正转和反转,KM1、KM2的线圈分别由中间继电器KA1和KA2控制。断路器QF实现电动机的短路和过载保护,继电器KA3控制电动机的制动器线圈。当KA3闭合时,电动机后端的制动器线圈得电释放电动机;当KA3断开时,制动器线圈断电使电动机处于锁紧状态。当电动转塔转到目标位置的前一位置时,继电器KA4得电动作,预分度电磁铁线圈得电;当电动转塔转到换刀位置时,电磁铁推动插销移动,分度到位检测开关SQ1反馈信号,电动机停止转动且延时后反转进行锁紧控制;锁紧到位后,接近开关SQ2反馈信号,继电器KA3得电动作,电动机被制动从而完成换刀控制,同时KA3、KA4断电。
(2)PMC输入/输出信号的地址分配在BARUFFALDI TS200/12电动转塔的I/O接口图(见图6-50)中,X20.0、X20.1、X20.2和X20.3为角度编码器的转塔分度位置(实际刀号位置)检测信号,X20.4为编码器的选通信号,24V和0V分别为来自机床I/O模块上+24E、0V的编码器输入电源;X21.0为刀塔电动机短路和过载保护信号,X21.1为预分度电磁铁动作检测信号,X21.2为刀塔锁紧到位检测信号,X21.3为电动机过热保护检测信号;Y50.1为刀塔电动机正转输出信号,Y50.2为刀塔电动机反转输出信号,Y50.3为电动机制动线圈输出信号,Y50.4为刀塔预分度电磁铁线圈输出信号。
(3)PMC控制梯形图(见图6-51)
1)当程序执行T码指令时,CNC系统T码选通信号F7.3/TF=1;当移动指令结束(T码和移动指令在同一程序段时,移动指令结束后,CNC系统分配结束信号F1.3/DEN=1)和刀塔正常时,PMC发出换刀指令信号R0005.0=1;经定时器TMR01延时后,产生一个换刀开始指令信号R0005.1,再经继电器R0005.2和R0005.3转换成换刀开始的脉冲信号。
2)逻辑与后传输功能指令MOVE分别把程序中的T码指令信息(F26)传送至继电器R0500及把角度编码器检测的实际刀号信息(X20)传送至继电器R0510中。
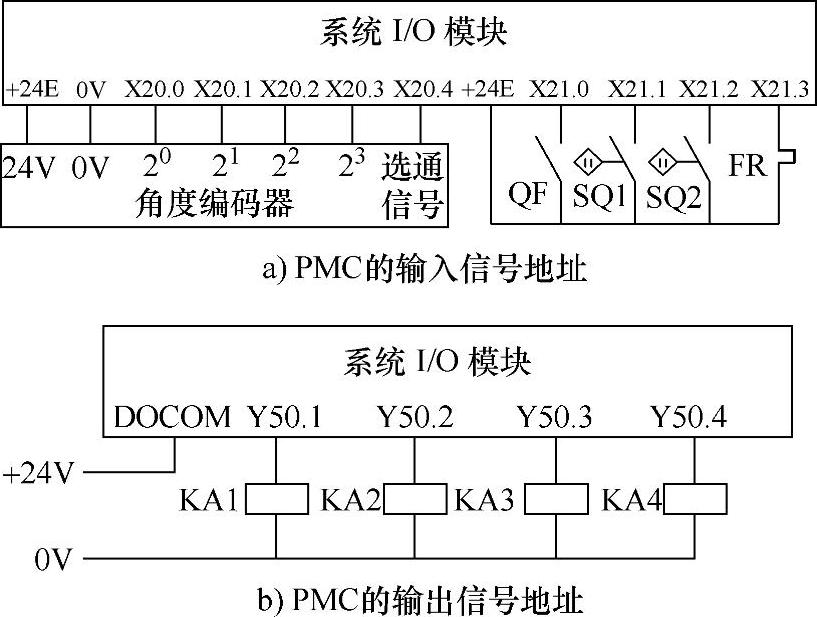
图6-5 0BARUFFALDI TS200/12电动转塔的I/O接口图
3)数据转换功能指令DCNV把二进制数据形式的T码指令信息和实际刀号信息转换成2位BCD码,分别存储在继电器R0505和R0515中。
4)2位BCD代码数据判别一致指令COIN用来判别程序中的T码与刀塔的实际刀号是否相等,当转塔转到换刀位置时,继电器R0005.6=1。
5)二进制旋转控制功能指令ROTB用来判定刀塔电动机的旋转方向和计算刀塔转到目标位置前一位置的位置数。R0005.4=1时,刀塔电动机反转分度选刀;R0005.4=0时,刀塔电动机正转分度选刀,从而实现就近选刀的控制。ROTB功能指令还把转塔转到目标位置(换刀位置)前一位置的信息存储在继电器R0520中。其中,数据表地址D200为刀塔分度数(即最大容纳刀具的数量),该机床设定为12把刀。
6)二进制数据比较功能指令COMPB用来比较实际刀号位置和目标位置的前一位置是否相等。当转塔转到目标位置前一位置后,继电器R0005.5=1,随之Y0050.4=1使预分度电磁铁线圈得电。
7)当转塔转到换刀位置后,转塔插销在预分度电磁铁的作用下插入分度主轴的凹槽中,通过接近开关SQ1检测预分度电磁铁是否到位。当预分度电磁铁到位后(转塔分度到位),SQ1的检测信号X0021.1=1,X0021.1的常闭触点切断刀塔电动机的旋转控制而使电动机立即停转。
8)伴随着X0021.1=1,定时器TMR02接通;经过延时(定时器TMR02的设定时间为150ms)后继电器R0006.0=1,刀塔电动机开始反向旋转进行转塔的锁紧控制。当刀塔锁紧到位后,锁紧到位开关SQ2发出信号使X0021.2=1,电动机制动器输出信号Y0050.3=1,刀塔电动机立即制动而停止运转;同时,继电器R0005.7=1使T代码执行完毕,辅助信号R0100.1=1,进而PMC向CNC系统传送M、S、T辅助功能结束信号G4.3/FIN=1。
9)换刀指令及换刀开始指令信号R0005.0、R0005.1和R0005.2均为0,预分度电磁铁断电(Y0050.4=0),插销在弹簧的作用下回位;刀库电动机制动器线圈断电(Y0050.3=0),从而完成整个换刀的控制过程。
3.电动转塔的常见故障
(1)正常工作中出现刀塔未锁紧报警 由图6-51的PMC梯形图可知,刀塔锁紧到位开关SQ2的信号未接通(X0021.2=0)时,信息继电器A0000.1=1产生报警。故障原因有接近开关损坏或位置调整不当、电动转塔的机械传动故障等。
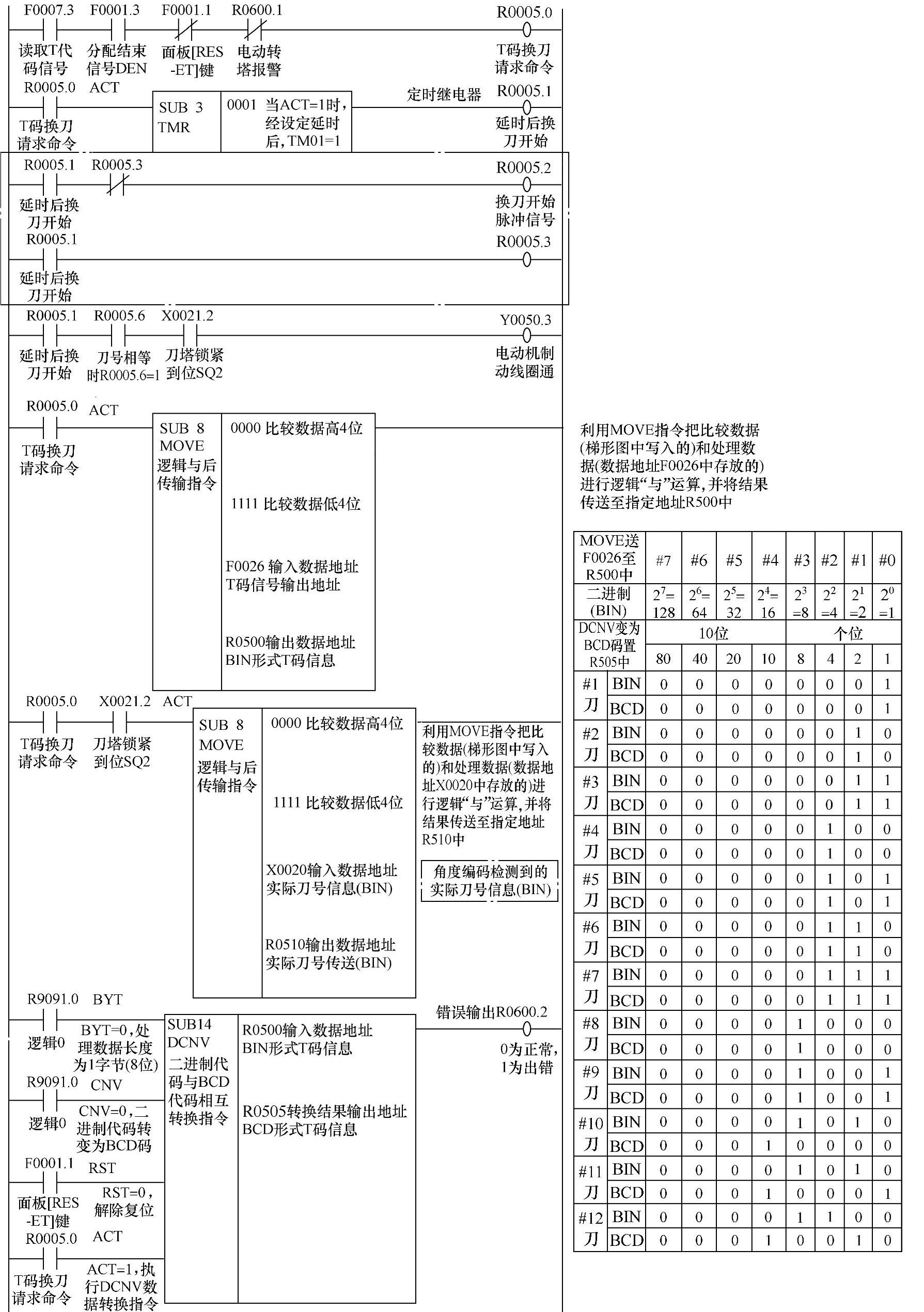
图6-51 意大利BARUFFALDI TS200/12电动转塔的PMC梯形图

图6-51 意大利BARUFFALDI TS200/12电动转塔的PMC梯形图(续)
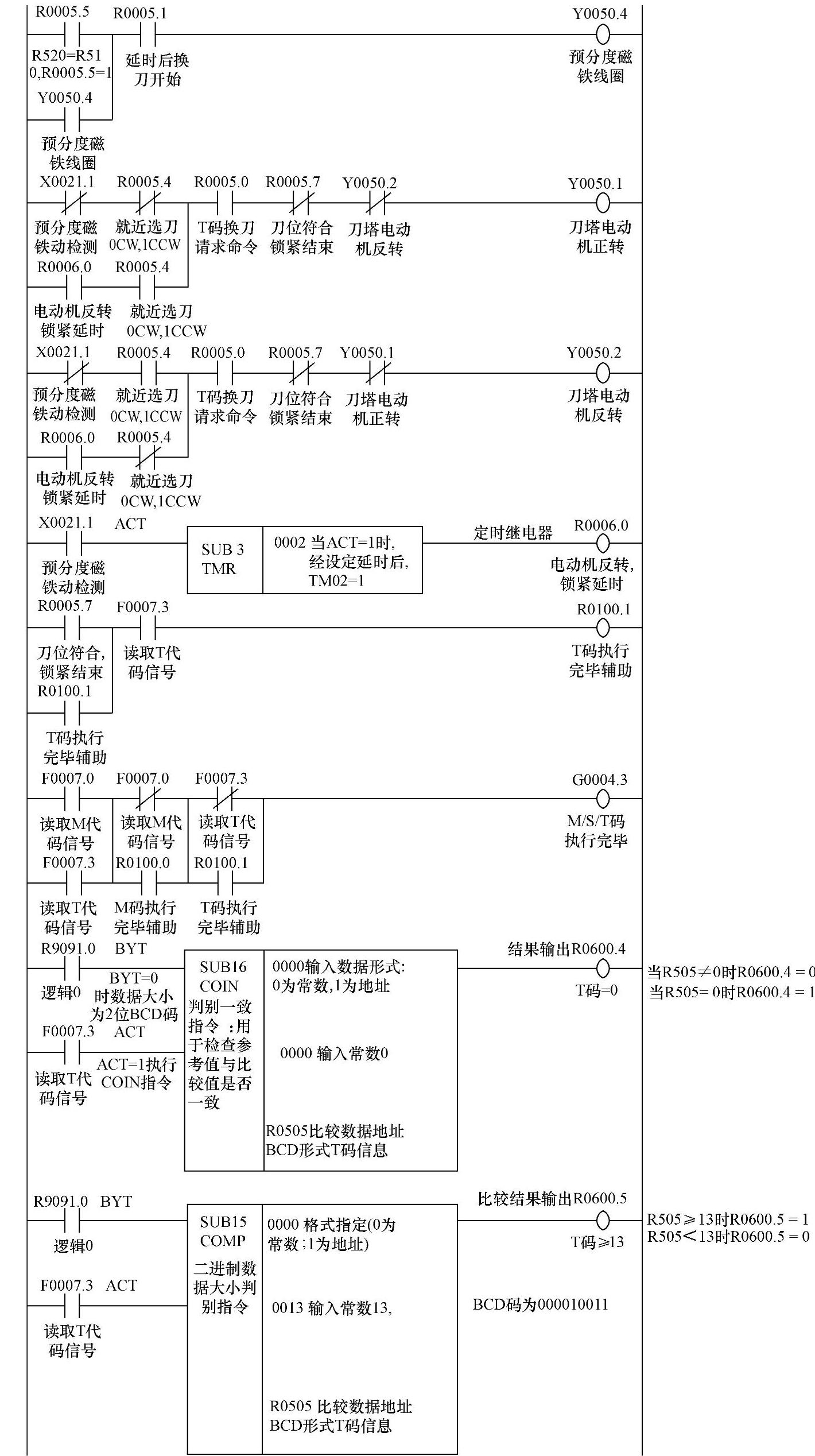
图6-51 意大利BARUFFALDI TS200/12电动转塔的PMC梯形图(续)
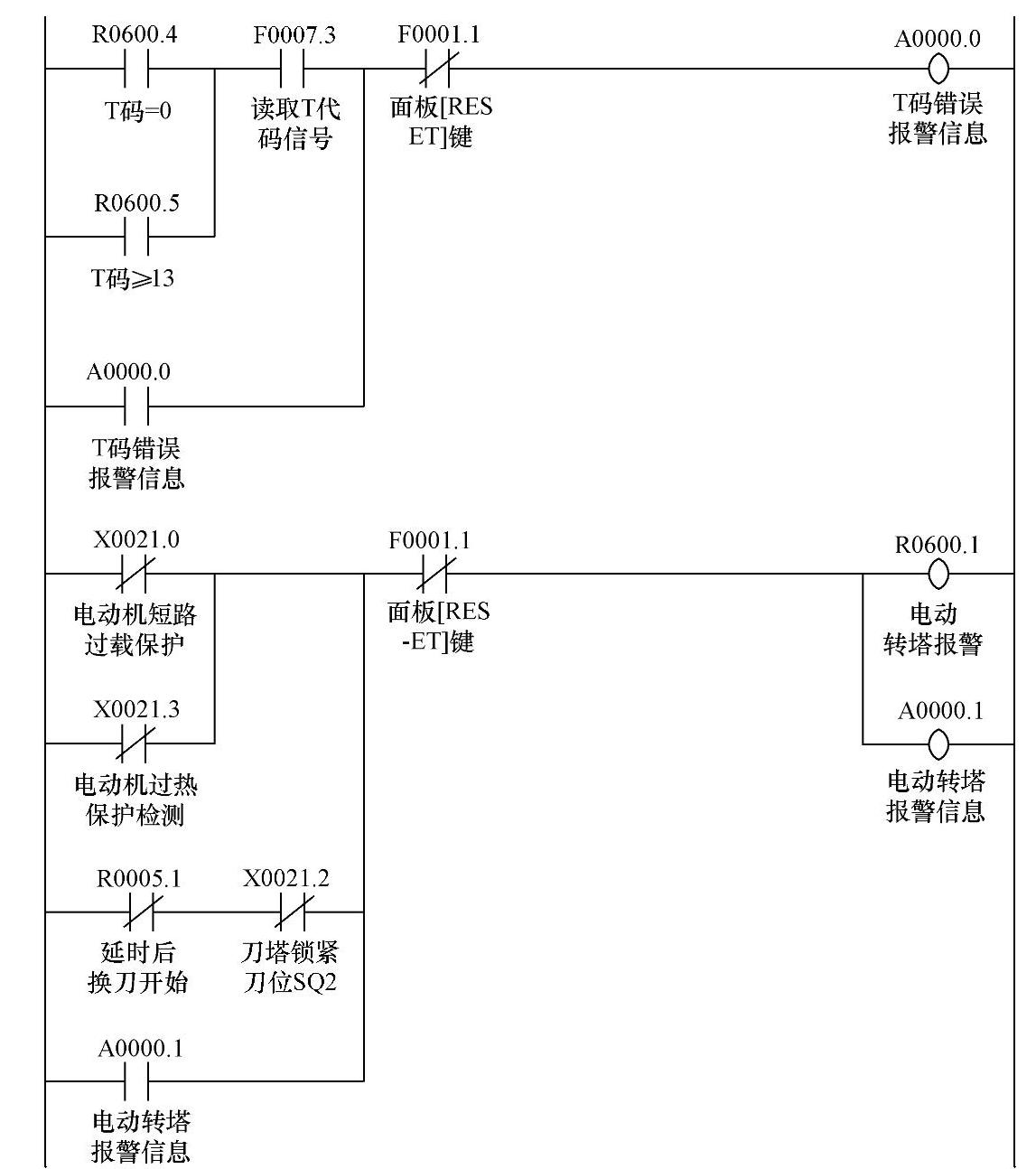
图6-51 意大利BARUFFALDI TS200/12电动转塔的PMC梯形图(续)
(2)换刀时出现乱刀现象 故障原因是角度编码器不良,此时应更换编码器。
(3)换刀过程中断路器QF跳闸 故障原因有刀塔电动机短路、电动转塔机械传动卡死或断路器本身不良等。
(4)换刀过程中系统发出刀塔电动机过热报警 故障原因有预分度电磁铁的插销不能准确动作、刀塔电动机缺相或匝间短路、角度编码器位置调整有偏差及电动机内装热偶开关不良等。
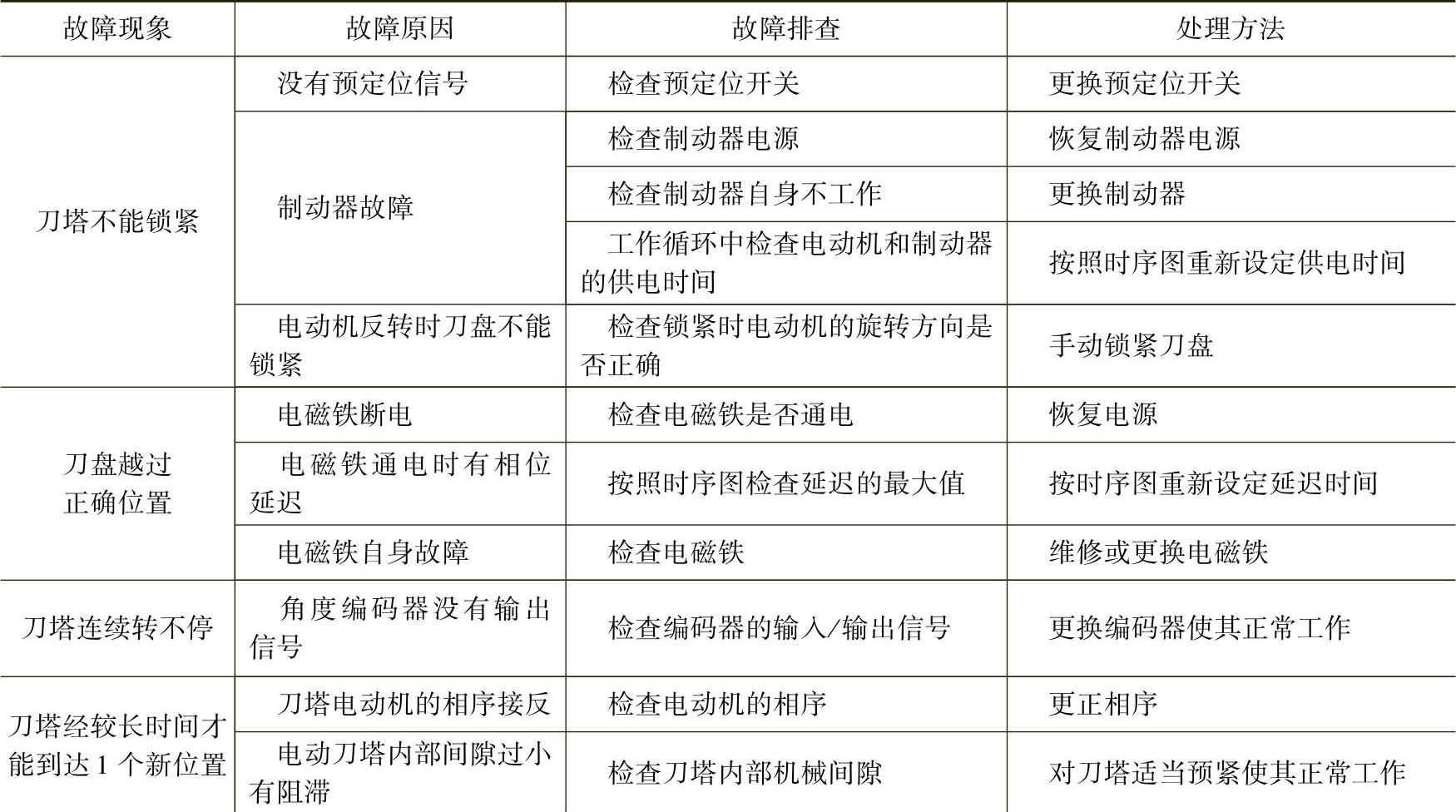
BARUFFALDI TS200/12电动转塔的常见故障及处理方法见表6-3。
表6-3 BARUFFALDI TS200/12电动转塔的常见故障及处理方法
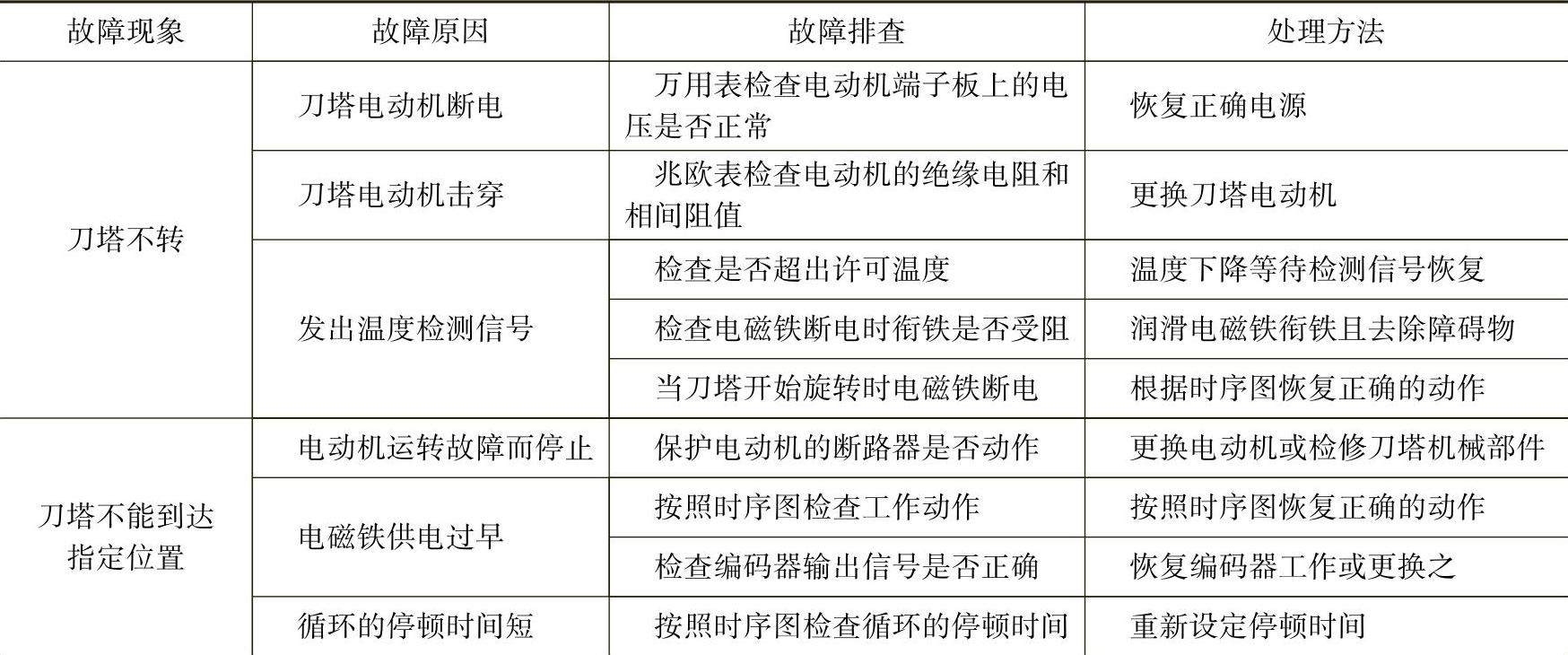
(续)
有关数控机床FANUC系统模块化维修的文章

柱塞泵是依靠柱塞在缸体柱塞孔内往复运动,使密封容积产生变化来实现吸、压油的。按柱塞排列方向的不同,可分为径向柱塞泵和轴向柱塞泵两大类。这就是径向柱塞泵的工作原理。轴向柱塞泵的最大优点是只要改变倾斜盘的倾角就能改变其排量。表4-6 轴向柱塞泵的常见故障及排除方法......
2023-06-25

汽车自动变速器在使用中会出现一系列故障,常见的故障会通过一定的现象特征表现出来。不同车型由于结构上有所不同,其故障原因会有所差异,但故障产生的常见原因和诊断排除方法是基本相同的。②检查自动变速器变速杆与手动阀摇臂之间的连杆或拉索有无松脱。对此,应拆卸分解自动变速器,更换油泵。对此,应拆检自动变速器。自动变速器无前进档的故障诊断与排除程序如图8-3-10所示。......
2023-08-25

使用替换法进行测试,更换内存条后,故障排除。故障分析与处理:先检查排除了电源系统的问题,打开主机,拆下内存条,擦拭金手指时发现有两个金手指引脚被烧脱落。更换内存条后故障排除。......
2023-11-18

液压流量控制阀是靠改变节流口的大小来调节通过阀口的流量,从而调节液压缸的速度和液压马达的转速。针阀移动,调节环形通道面积的大小即可调节流量。当液压油从P2进入P1流出时,单向阀1打开,与节流口无关。图4-61 温度补偿装置4.液压流量控制阀常见故障和排除方法流量控制阀中以调速阀较为典型,故将其故障与排除方法列于表4-14供参考。......
2023-06-25
数控机床的滚珠丝杠副与伺服电动机通过联轴器的连接,实现进给传动副的耦合,从而带动工作台移动。根据联轴器对各相对位移有无补偿能力,可将联轴器分为刚性联轴器和挠性联轴器两类。此情况发生时,可拧紧联轴器两端的螺钉看是否能消除松动;若不能,可将锥环切开一条缝再次紧固,看是否能消除松动,否则更换新联轴器。......
2023-06-23
换言之,可将这3种气体作为诊断围屏爬电故障的主要特征气体。若能抓住这种“征兆”,就能捕捉到围屏爬电故障。显然,若能对特征气体进行连续监测,对及时有效地检出围屏爬电故障具有重要意义。在多起电力变压器围屏爬电故障中,轻瓦斯保护动作后没有进行处理,变压器继续带病运行,最后酿成防爆器喷油,箱体开裂,线匝严重散乱的恶性事故。所以在围屏爬电故障发生和发展过程中,都会有局部放电征兆。......
2023-06-27

1.BARUFFALDI TB250/8伺服转塔的结构和动作过程意大利BARUFFALDI TB250/8伺服转塔的旋转是采用新型无电刷伺服电动机和型号为SA.02A.TB的伺服放大器来控制的。......
2023-06-23

某数控机床主轴电动机的功率为15kW,电动机通过传动带传到主轴箱,再经主轴齿轮换挡传到主轴。图4-4 三位液压拨叉换挡原理图1、5—液压缸 2—活塞杆 3—拨叉 4—套筒LC34×3000卧式数控车床主轴箱液压拨叉换挡的控制过程1)齿轮换挡的CNC参数设定。当PMC发出齿轮换挡请求信号R20.1后,相应的电磁阀线圈得电,使液压拨叉动作,实现挡位的切换;同时主轴电动机正反转摆动控制,以防止齿轮啮合时出现“顶齿”或“打齿”。......
2023-06-23
相关推荐