【摘要】:图6-42 SLD170型4工位电动刀架结构示意图1—刀架底座 2—蜗轮丝杠 3—粗定位盘 4—刀架体 5—球头销 6—转位套 7—磁缸 8—刀位检测盘 9—粗定位销 10—刀架电动机图6-42 SLD170型4工位电动刀架结构示意图1—刀架底座 2—蜗轮丝杠 3—粗定位盘 4—刀架体 5—球头销 6—转位套 7—磁缸 8—刀位检测盘 9—粗定位销 10—刀架电动机
图6-42所示为SLD170型4工位电动刀架结构示意图,采用蜗杆传动、上下齿盘啮合、螺杆夹紧和无触点霍尔开关检测,具有转位快、定位精度高和切向力矩大的优点。该系列电动刀架工作过程包括刀架抬起、刀架转位、刀架定位和锁紧刀架4个过程。
(1)刀架抬起当CNC系统发出换刀指令T△△◇◇(△△表示刀具号,自01至刀具最大刀位数;◇◇表示刀具补偿单元号,自01至32,00为撤销刀补)后,刀架电动机10起动正转,通过联轴器使刀架蜗杆轴转动,从而带动蜗轮丝杠2转动;刀架体4的内孔加工有螺纹,与丝杠轴连接,蜗轮与丝杠为整体结构。当蜗轮转动时,由于刀架底座1和刀架体4上的端面齿处于啮合状态且蜗轮丝杠轴向固定,故刀架体4抬起,从而完成刀架抬起动作。
(2)刀架转位当刀架体抬起到一定距离后,端面齿脱开,通过销钉与蜗轮丝杠2连接的转位套6随蜗轮丝杠一同转动;当端面齿完全脱开时,球头销5在弹簧作用下进入转位套6的槽中而带动刀架体4和磁缸7转位,磁缸7与刀位检测盘8(4个霍尔开关控制电路板)配合进行刀号的检测。
(3)刀架定位当程序T代码指令刀号与实际刀架检测刀号一致时,刀架电动机立即停转且延时一定时间后反转,球头销5自转位套6的槽中被挤出,从而使粗定位销9在弹簧作用下进入粗定位盘3的凹槽中;受粗定位销的限制,刀架体4转动并在该位置垂直落下,并与刀架底座1上的端面齿啮合实现精确定位。
(4)锁紧刀架刀架电动机10继续反转,直到PMC得到锁紧开关信号延时t2后电动机停止,刀架换刀结束。
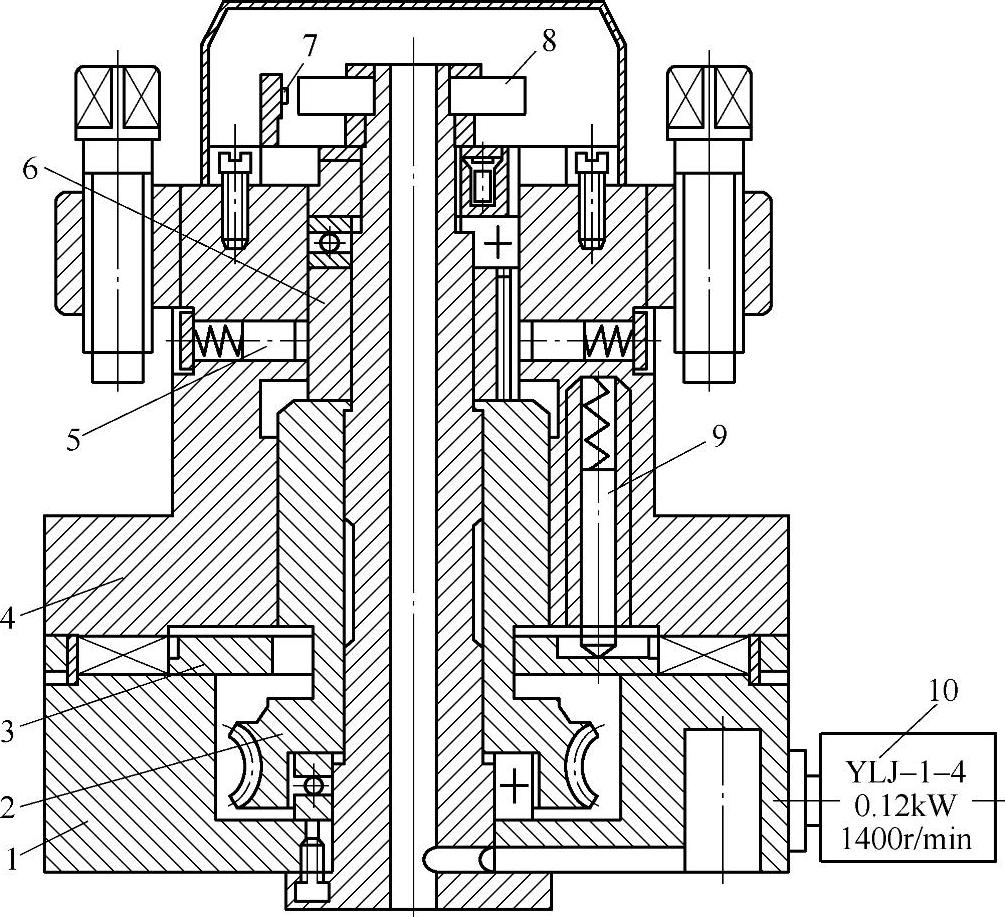
图6-42 SLD170型4工位电动刀架结构示意图
1—刀架底座 2—蜗轮丝杠 3—粗定位盘 4—刀架体 5—球头销 6—转位套 7—磁缸 8—刀位检测盘(霍尔开关) 9—粗定位销 10—刀架电动机






相关推荐