图4.56 所示为几种典型节流口的构造形式。根据式(4.5)可知,影响流量稳定性主要有以下因素:1)压力差Δp通过节流口的流量q 和节流口前后的压力差Δp 是直接相关的。在同一个节流口开度下,即在A 相同的条件下,若Δp 变化,则q 必然变化。因此,要使流量保持稳定,就要使Δp 保持恒定。......
2023-06-18
在装有机械手换刀机构的数控机床中,为使刀库满足机床主轴的布局要求、充分利用整体空间以及增加机械手动作的可靠性,机械手的类型通常是多种多样的。根据手臂类型分类,机械手可分为单臂机械手和双臂机械手;根据手爪数目分类,机械手可分为单爪机械手和双爪机械手;手臂和手爪彼此又可组合成单臂单爪机械手、单臂双爪机械手、双臂单爪机械手和双臂双爪机械手(相当于两个独立刀库中的单臂双爪机械手)四类,其中单臂双爪机械手因同时抓取和装卸机床主轴和刀库中的刀具,能够大大缩短换刀时间而被广泛应用。
另外,换刀过程中机械手臂需要抓住刀具的刀柄快速旋转,执行插刀和拔刀动作,还得控制刀柄上的键槽对准主轴的端面凸键,因此机械手臂的手爪必须带有自锁机构(见图6-35),以防止换刀过程中刀具掉落和相对转动,从而确保机械手换刀动作迅速、平稳可靠。
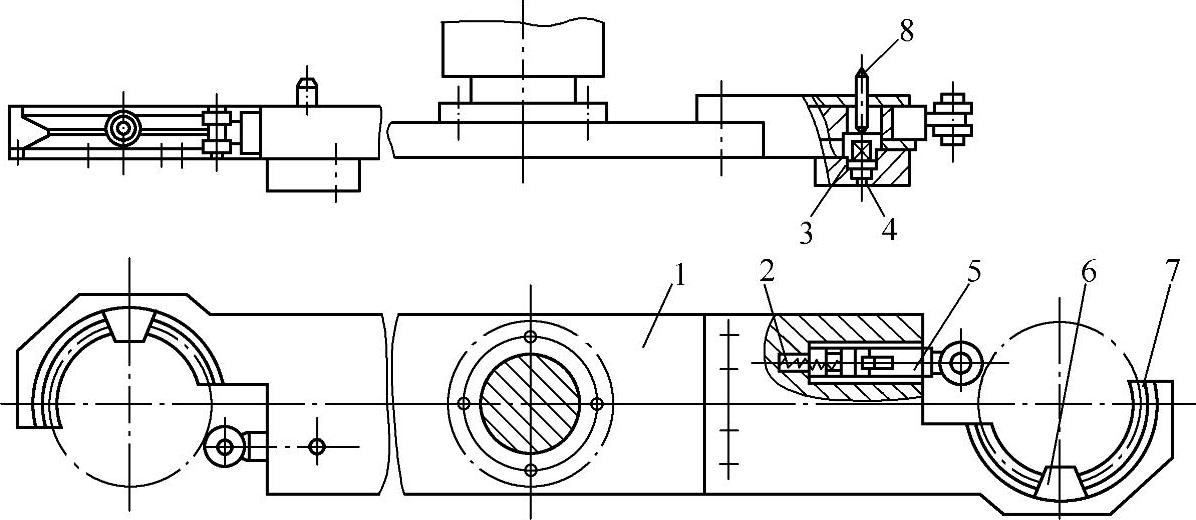
图6-35 手爪的自锁机构
1—机械手臂 2、4—弹簧 3—锁紧销 5—活动销 6—锥销 7—手爪 8—长销
1.单臂单爪机械手
为满足不同结构形式数控机床的自动换刀要求,单臂单爪机械手(见图6-36)的手臂可回转不同的角度;因其手臂上仅有一个手爪,故装刀和卸刀操作必须分步进行(刀库中待换的目标刀具与主轴上已用完的刀具交换不能同时进行),从而延长了换刀时间。
2.单臂双爪机械手
单臂双爪机械手又称扁担式机械手,其手臂两端各有一个手爪,一个手爪负责取下主轴上已用完的刀具并送回刀库,另一个手爪负责取出刀库中待更换的目标刀具并传送至主轴锥孔中。这两个动作是同时进行的,因此单臂双爪机械手的换刀时间比单臂单爪机械手显著缩短,这就是单臂双爪机械手被广泛应用于现代数控机床中的主要原因。根据手爪的结构形式分类,单臂双爪机械手可分为钩手、抱手、伸缩手和叉手4种(见图6-37)。
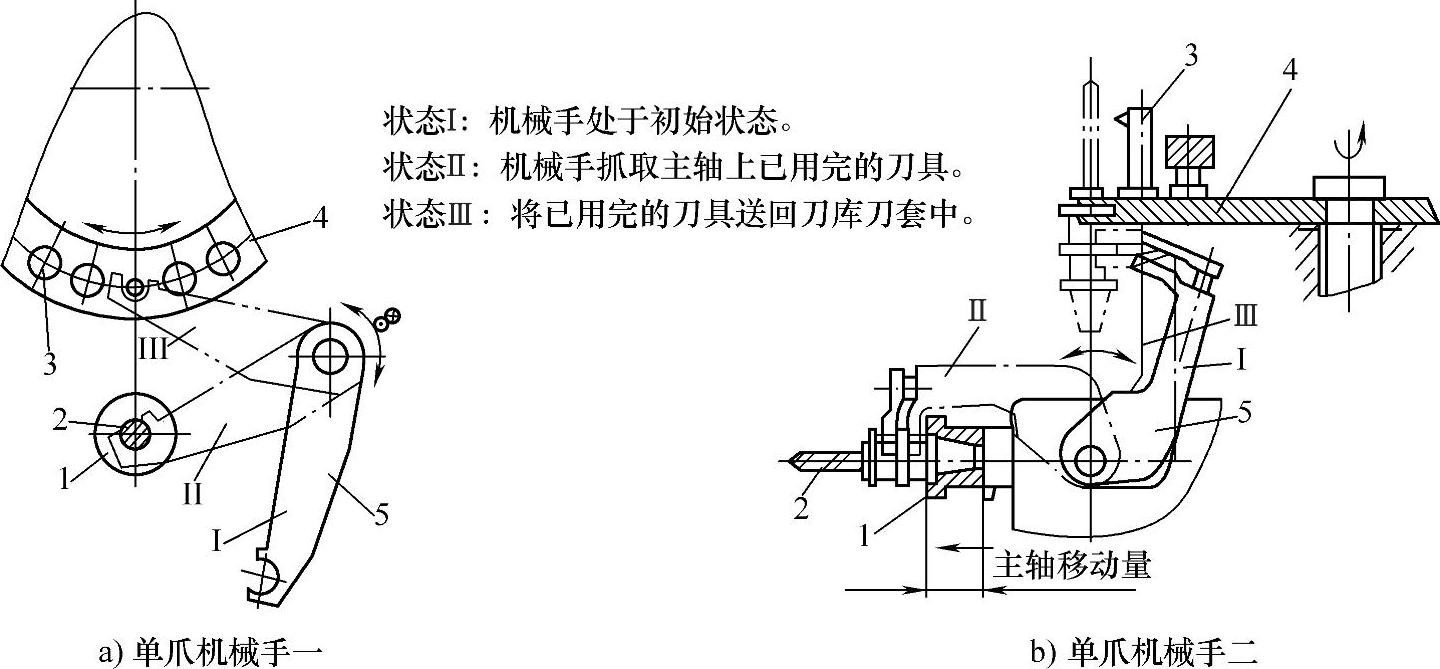
图6-36 两种单臂单爪机械手的换刀示意图
1—机床主轴 2—主轴已用完的刀具 3—刀库中待换刀具 4—刀库 5—单臂单爪机械手
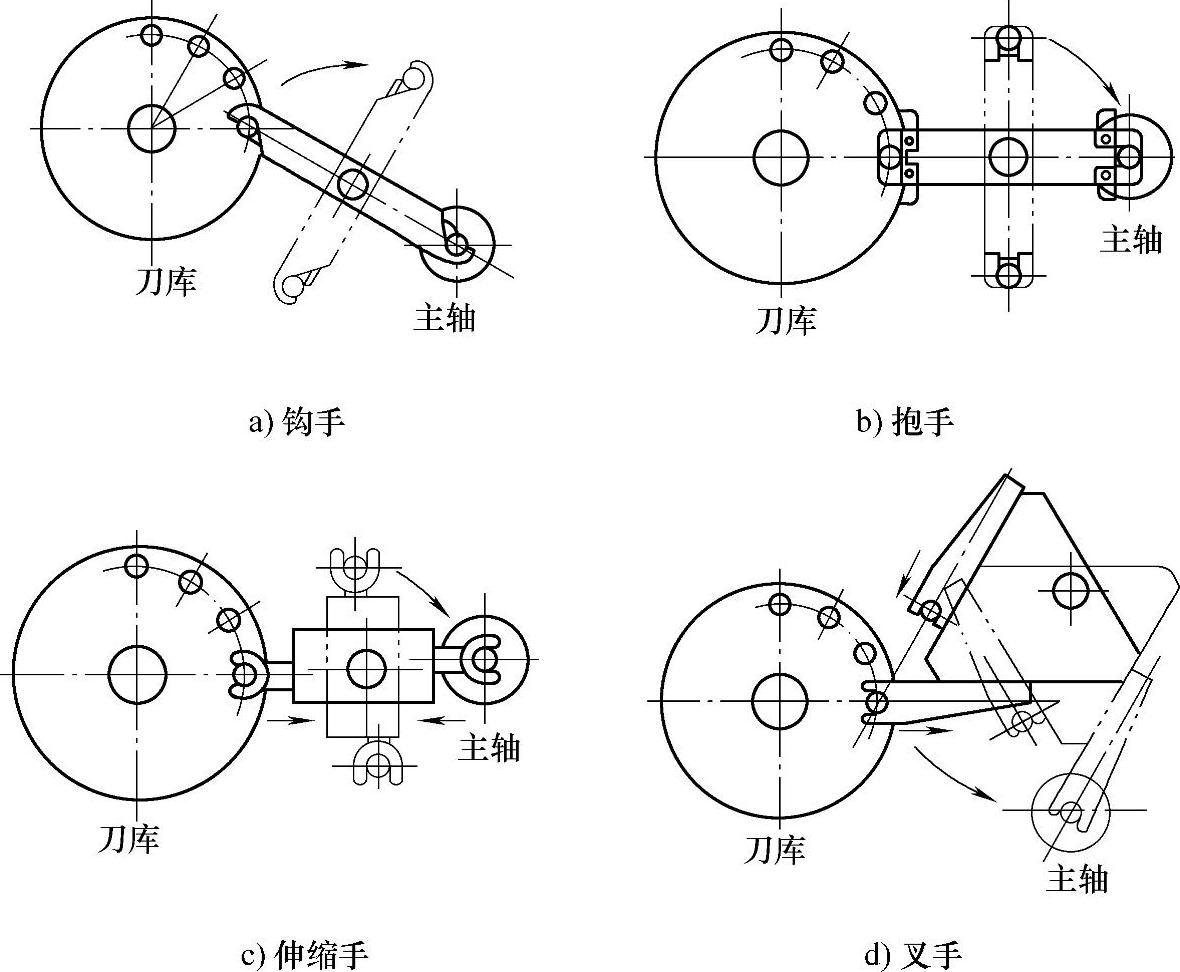
图6-37 单臂双爪机械手的4种结构形式
早期传统的单臂双爪机械手(见图6-38)的手臂升降、拔刀和装刀及回转(交换主轴和刀库中的刀具)等动作全部由液压装置驱动。液压式换刀机械手的缺点是换刀速度慢(单次换刀循环时间为5~20s)、安装和调试较为困难、液压管路易漏油等。与液压式换刀机械手相比,凸轮式单臂双爪换刀机械手具有动作可重叠、运动规律可选择、无中间控制环节使其几乎不存在定位误差、换刀速度快(单次换刀循环时间不超过2s)、可靠性高和安装调试较容易等优点,因此成为目前最理想的换刀机械手(见图6-39)。

图6-38 JCS-018A立式加工中心的单臂双爪机械手(钩手)
1、3、7、9、13、14—行程开关 2、6、12—挡环 4、11—齿轮 5、23—连接盘 8—销子 10—传动盘 15、18、20—液压缸 16—机械手臂轴 17、19—齿条 21—轴 22—钩手手臂
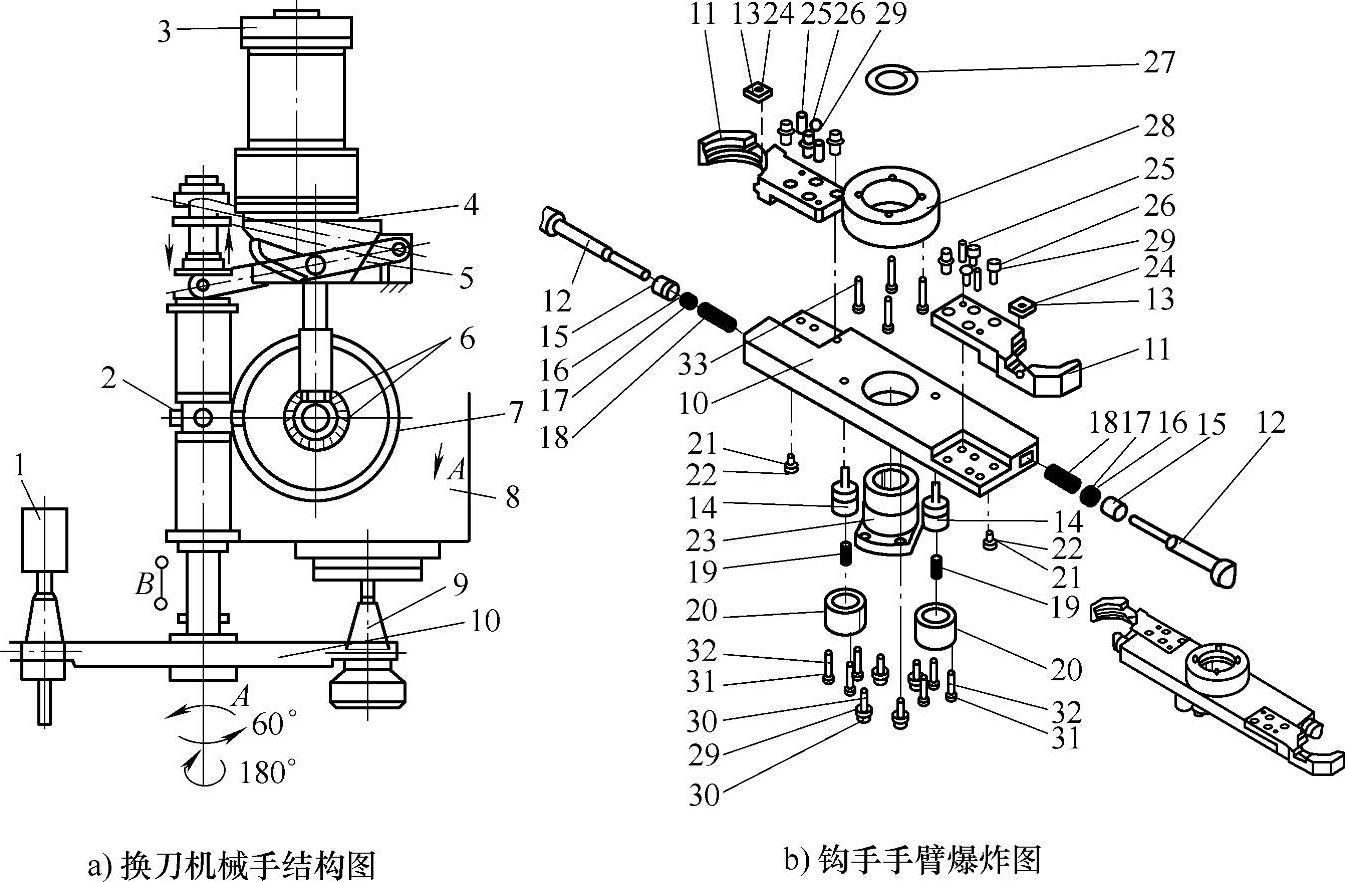
图6-39 凸轮式单臂双爪换刀机械手(钩手)
1—刀库内刀套 2—十字轴 3—机械手电动机 4—圆柱槽凸轮(手臂上下) 5—杠杆 6—锥齿轮 7—凸轮滚子(平臂旋转) 8—机床主轴箱 9—刀具锥柄 10—钩手手臂 11—手爪 12—顶刀爪 13—定位键 14—安全顶销 15—铜套 16—刮刷环 17—O形环 18—顶刀爪弹簧 19—安全顶销弹簧 20—弹簧盖板 21、31—弹簧垫圈 22—顶刀爪限位销 23—刀臂固定盖 24—内六角沉头螺栓 25—弹簧销 26、30、32、33—内六角支承窝头(凹穴)螺栓 27—刀臂垫片 28—销压板 29—平垫圈
3.双臂单爪机械手
双臂单爪机械手(见图6-40)实质是两个交叉成一定角度的单臂单爪机械手相互配合实现刀具自动交换的,其中一个单爪机械手负责从主轴上取下已用完的刀具并送回刀库,另一个则负责取出刀库中待更换的目标刀具并传送至主轴锥孔中,这两个动作不能同时进行。由于换刀准备时间和刀具送回刀库的时间与机床加工的时间重合,故双臂单爪机械手的换刀时间较短;但它对刀具刀柄的精度要求较高而使得刀柄结构复杂,还有机械手的安装位置距离加工区较近而使得机床布局过于紧凑和联机调整困难等。
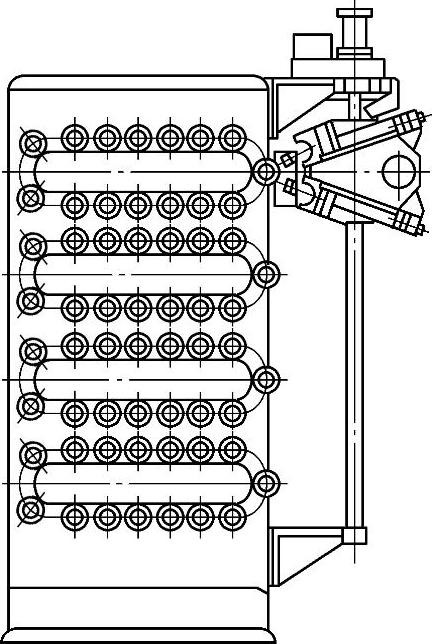
图6-40 双臂单爪机械手
有关数控机床FANUC系统模块化维修的文章

图4.56 所示为几种典型节流口的构造形式。根据式(4.5)可知,影响流量稳定性主要有以下因素:1)压力差Δp通过节流口的流量q 和节流口前后的压力差Δp 是直接相关的。在同一个节流口开度下,即在A 相同的条件下,若Δp 变化,则q 必然变化。因此,要使流量保持稳定,就要使Δp 保持恒定。......
2023-06-18

电侵蚀有桥蚀与弧蚀。触头每分断1次就出现1次桥蚀,只是转移的金属量很小而已。这是电压较高而功率却较小时特有的一种物理过程。它是稳定气体放电过程的产物。与此同时,在电弧高温的作用下,阴极和阳极表面的金属均将局部熔化和蒸发,并在电场力作用下溅射和扩散到周围空间,使材料遭受净侵蚀。不论是火花放电还是电弧放电,均使触头材料逐渐耗损,这就是弧蚀,它属阳极电侵蚀。......
2023-06-30
2)粘结焊剂:又称陶质焊剂或低温烧结焊剂。与粘结焊剂相比,烧结焊剂颗粒的强度提高,吸潮性大大降低。通常焊剂由MnO、SiO2、CaF2三种组分的不同含量组合而成,如焊剂“431”为高硅高锰低氟焊剂,焊剂“350”为中硅中锰中氟焊剂,焊剂“250”为中硅低锰中氟焊剂。表1-4-3 部分国产熔炼焊剂的碱度值3.焊剂的牌号表示和含义焊剂的牌号表示按熔炼......
2023-06-25
2)在电场比较均匀,而气体压力较低时,气体间隙击穿后,将先出现辉光放电,然后随着电流的增大而逐渐转变为弧光放电。只有电极间电压增大到一定值后才能发展为弧光放电。在辉光、电晕、弧光这三种自持性放电形式中,弧光放电的主要特点是电流密度大,阴极位降低,而辉光放电和电晕放电则相反。例如,弧光放电的电流密度为几百至几万安每平方厘米,阴极位降为10V;而辉光放电的电流密度为几十微安每平方厘米,阴极位降为200~300V。......
2023-07-02

女性在自我介绍时,若能把握好分寸,讲究礼仪,便很快能在商务场合脱颖而出。区分自我介绍不同的形式1. “工作式”自我介绍。它是以工作为自我介绍的中心。交流式的自我介绍主要是为了达到与交往对象进一步交流与沟通的目的,希望对方认识自己,并有可能与自己建立关系的自我介绍,主要适用于社交活动中。应酬式的自我介绍的内容一般只包括姓名与供职单位。......
2023-07-25
立轴的平面磨床均属这种形式,如图13-1c和图13-1d所示。端面磨削的特点 在立轴平面磨床上,用筒形砂轮端面磨削时,机床的功率较大,砂轮主轴主要承受轴向力,因此弯曲变形小,刚性好,可选用较大的磨削用量。2)磨削时供应充足的切削液。3)采用镶块砂轮磨削。......
2023-06-28

超载保护装置也称起重量限制器,常见的有机械式和电子式。超载保护装置主要是由传感器和控制器两部分组成,它将简易升降机的载重情况转换成信号传递给控制器,控制器对数据进行分析处理。(一)吊钩式超载保护装置吊钩式超载保护装置的安装形式的有直接显示式、调频发射式和分离式三种。......
2023-07-01

等宽双侧载体 如图5-31所示,等宽双侧载体一般用于材料较薄,而步距定位精度和制件精度要求较高的多工位级进模冲压。在载体两侧的对称位置可冲出导正销孔,在模具相应的位置设导正销,以提高定位精度。图5-34 中间载体a)对称性制件 b)将非对称制件变为对称排样图5-37 提高送料精度的载体a)履带式送料载体 b)增加导正销孔载体......
2023-06-26
相关推荐