RFID射频识别是一种非接触式的自动识别技术,通过射频信号自动识别目标对象并获取相关数据,识别工作无需人工干预,可在各种恶劣环境中工作。RFID技术可识别高速运动物体并可同时识别多个标签,操作快捷方便。一般低频的RFID大都采用第一种方式,而较高频大都采用第二种方式。应答器是RFID系统的信息载体,大多是由耦合原件和微芯片组成的无源单元。......
2023-06-20
根据CNC系统发出的换刀指令,刀具交换机构从刀库中取出待更换的目标刀具并传送至换刀点(通常为机床的第2参考点),此过程称为自动选刀。自动选刀方式主要有顺序选择刀具和任意选择刀具两种,但不管采取哪种选刀方式,都为就近移动原则,也就是向距离换刀点最近的方向移动,以最短的距离将待更换的目标刀具从刀库中取出并传送至换刀点,从而节省选刀时间。
1.顺序选择刀具
顺序选择刀具是严格按照数控程序涉及的加工工序顺序,依次将刀具放入刀库的每一个刀座内,刀具顺序不能有任何差错。每次换刀时,刀库按顺序转动一个刀座位置,并取出所需的刀具;已用过的刀具可放回到原刀座内,也可按顺序放入下一刀座内。采用顺序选刀的刀库不用安装刀具识别装置,其驱动控制较简单,可直接由刀库分度机构实现驱动;但刀库中的刀具在同一工件的不同工序中不能重复使用,因而必须相应地增加刀具的数量和刀库容量,从而降低刀具和刀库的利用率。
2.任意选择刀具
任意选择刀具是预先把刀库中任意存放(即刀具排列顺序与工件加工顺序无关,相同刀具可重复使用)的每把刀具或刀座都编上代码,再由刀具识别装置依据程序指令的刀具或刀座代码选择识别刀库内的刀具,当程序指令代码与选择识别的代码一致时,刀具交换机构便选中该刀具并传送至换刀点的一种刀具选择方式。任意选择刀具主要有刀具编码、刀座编码、附件编码和记忆式任意选刀(几乎全部采用)4种方式。
(1)刀具编码任意选刀方式采用特殊刀柄结构(见图6-26),对每把刀具进行编码。换刀时,刀具编码识别装置按照数控系统发出的换刀指令,在刀库中寻找所需要的目标刀具;已用过的旧刀具可放入刀库的任意一个刀座内(因每一把刀具都有固定的代码)。如此刀库中的刀具可在不同工序中多次重复使用,并且更换后的刀具不必放回原刀座中,从而使得选刀和装刀十分快捷便利及刀库容量相应减少,还可避免刀具在刀库中错误存放而酿成撞刀、工件报废和机床损坏等事故。
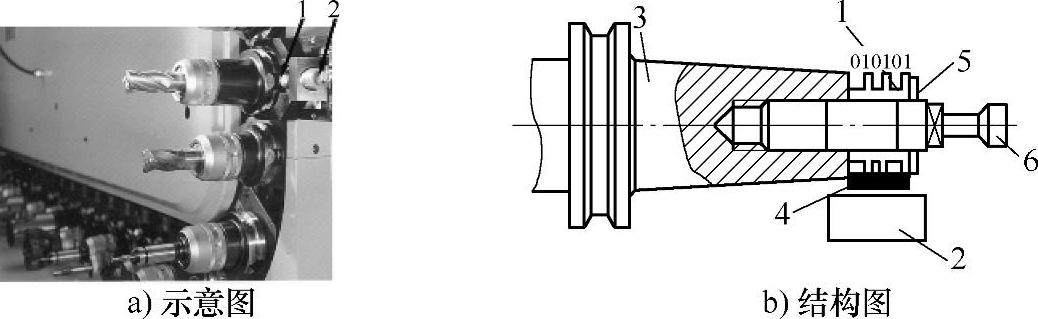
图6-26 刀具编码示意图(接触式编码识别装置)
1—编码环 2—编码识别装置 3—锥度7∶24锥柄 4—触针 5—锁紧螺母 6—拉钉
刀具编码任意选刀方式中的刀具识别装置有接触式识别装置和非接触式识别装置两种,而非接触式识别装置根据选用的识别材料不同,又可分为非接触式磁性识别装置和非接触式光电识别装置两种。
1)接触式刀具编码识别装置(见图6-26):刀柄后端的拉钉上套装着两种不同直径的整体式或分离式圆环结构的编码环,并由锁紧螺母固定;大直径圆环和小直径圆环分别代表二进制数的1和0;两种圆环的不同排列可得到一系列代码,如6个圆环可得到63(26-1=63)种不同的刀具编码(通常剔除全部为0的代码,以避免与刀座中没有刀具的情况混淆)。在刀库附近固定一个接触式编码识别装置,从中伸出几个触针,触针数量与刀柄上的编码环个数相等;每个触针连接一个继电器,大直径圆环与触针接触使继电器通电时逻辑码为1,小直径圆环与触针不接触即继电器不通电时逻辑码为0。当各继电器读出的数码(多个1和0的逻辑排列)与所需刀具的编码一致时,数控系统发出刀库停转信号,使刀库在换刀点准确停止以等待机械手换刀。接触式刀具编码识别装置的结构简单、触针易磨损,从而造成该装置的可靠性较差,且难以实现快速选刀。
2)非接触式刀具编码识别装置。
①非接触式磁性识别法(见图6-27a):利用磁性材料和非磁性材料磁感应的强弱不同,由感应线圈读取代码。刀柄上编码环的直径相等,分别由导磁材料(如软钢)和非导磁材料(如黄铜或塑料等)制成。前者代表逻辑1,后者代表逻辑0,它们按照预先规定好的编码进行排列。与刀柄编码环相对应的非接触式编码识别装置由一组检测线圈组成,当检测线圈的一次线圈中输入交流电压时,导磁材料的编码环磁感应较强,二次线圈中产生较大的感应电压信号;非导磁材料的编码环磁感应较弱,二次线圈状态信号保持逻辑0不变,如此便可读出每一把刀具的编码号。当刀具编码号与程序指令的刀具号一致时,刀库电动机立即停止转动,使刀具准确停止在换刀点,等待机械手换刀。

图6-27 非接触式刀具编码识别装置
②非接触式光电识别法(见图6-27b):是利用光导纤维的光传导特性,采用近距离的两束光导纤维来阅读刀具二进制编码(依据二进制规律将刀具上的特定部位进行表面处理,如一部分涂黑不反光而另一部分不涂黑可反光)的一种非接触式识别法。其中,一束光导纤维将光源投至刀具上经表面处理的特定部位,涂黑部分不反射光而未涂黑部分反射光;另一束光导纤维则将所产生的反射光送至光电转换元件转换成电信号,以判断正对这两束光导纤维的金属表面有无反射光,有反射光为逻辑1,无反射光为逻辑0。图中共用的投光射出面为一矩形框,中间嵌入一排共八个圆形受光入射面。当阅读头端面正对刀具编码部位且沿箭头方向相对运动时,读入刀具编码并与程序指定的刀具号进行比较,以判别是否选择该刀具。
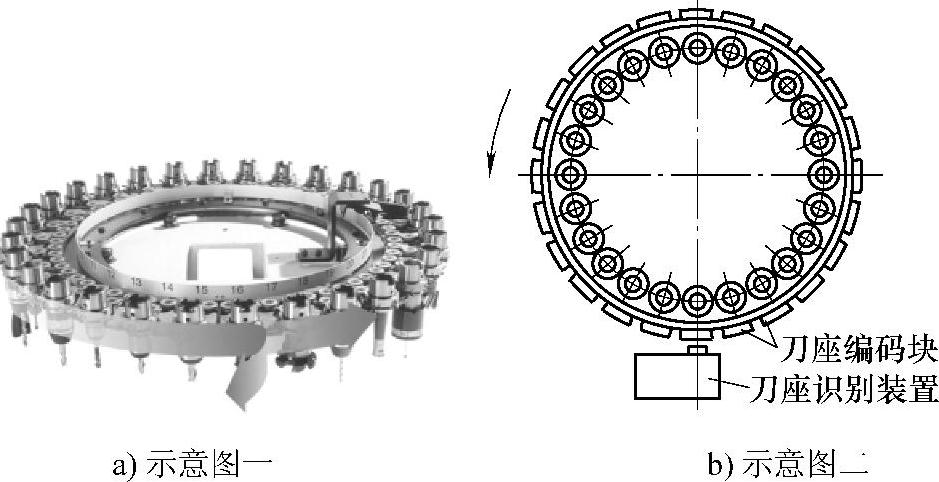
图6-28 圆盘式刀库的刀座编码示意图
(2)刀座编码任意选刀方式(见图6-28)该编码方式需对刀库中的所有刀座预先编码,每把刀具放入相应刀座后,立即被赋予相应的刀座编码(刀具在刀库中位置被固定)。换刀时刀库旋转,使各个刀座依次经过刀座识别装置,直至读入的刀座编码与程序指令刀具的刀座号一致时,刀库电动机便停止旋转,使刀库准确停止在换刀点。刀座编码方式因取消了刀柄编码环而大大简化了刀柄结构,且刀座识别装置的结构不再受刀柄尺寸的限制,可安装在任意合适的位置;另外刀具在加工过程中可重复多次使用,但必须把用过的旧刀具放回以前的对应刀座中,否则出现乱刀而造成故障。
(3)附件编码任意选刀方式附件编码又可分为编码钥匙、编码卡片、编码杆或编码盘等,其中应用最多的是编码钥匙。编码钥匙法(见图6-29)是预先给所有刀具都缚上一把表示该刀具号的编码钥匙,伴随刀具存放至刀库的同时,将编码钥匙插进刀座旁的钥匙孔中,如此就把钥匙号码转记到刀座中为刀座编上了号。换刀时,编码识别装置通过识别钥匙号码来选取相应刀座中的刀具。编码钥匙的两边最多可带有22个方齿,除两个导向突起用于钥匙导向外,剩余20个凸出或凹下的位置逻辑排列可区别99999把刀具。把编码钥匙沿水平向钥匙缝插入钥匙孔座中,顺时针旋转90°,使处于钥匙代码突起的第一个弹性接触片被撑起,从而表示逻辑1;处于代码凹处的第二弹性接触片保持原状而表示逻辑0;钥匙上每个凸凹部分旁边的相应炭刷对逻辑1和0进行识别,也就是刀具的识别。编码识别法属于临时性编码(当所需的刀具从刀座中被取出时,刀座中的编码钥匙也被取出,刀座中原有的编码便随之消失),并且用过的旧刀具必须放回以前的对应刀座中。
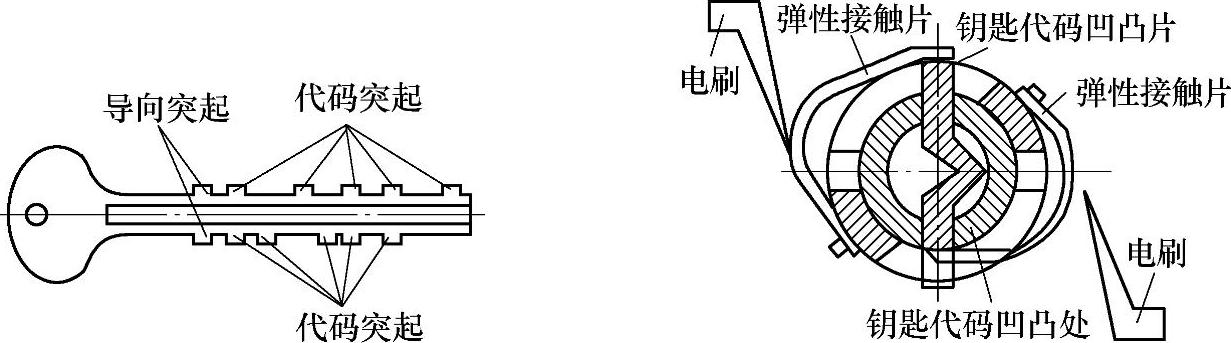
图6-29 编码钥匙及钥匙孔的示意图
(4)记忆式任意选刀方式(又称随机换刀)目前,包括数控车床和加工中心在内的带有自动换刀装置的数控机床,绝大部分采用记忆式任意选刀方式对刀库中的刀具进行选择,以代替传统的刀具编码或刀座编码等任意选刀方式。记忆式任意选刀方式是在机床的PMC内部建立一个模拟刀库的刀号数据表,该表的长度和表内数据与刀库中刀套位置数(地址)、刀具号相对应;然后利用PMC存储单元的记忆特性,始终记忆着刀具在刀库中的地址,包括刀库内刀具与主轴上刀具任意交换后主轴的新换刀具号和送回刀库的旧刀具号形成的新对应关系,从而实现刀具随机换刀控制的一种刀具选择方式。这种选刀方式不再使用编码识别装置,从而根除了识别装置的不可靠导致的选刀失误现象,同时简化了自动换刀装置的结构,使任意换刀的控制变得更加简单。下面以FANUC系统立式加工中心的圆盘式机械手换刀为例,介绍随机换刀的原理。
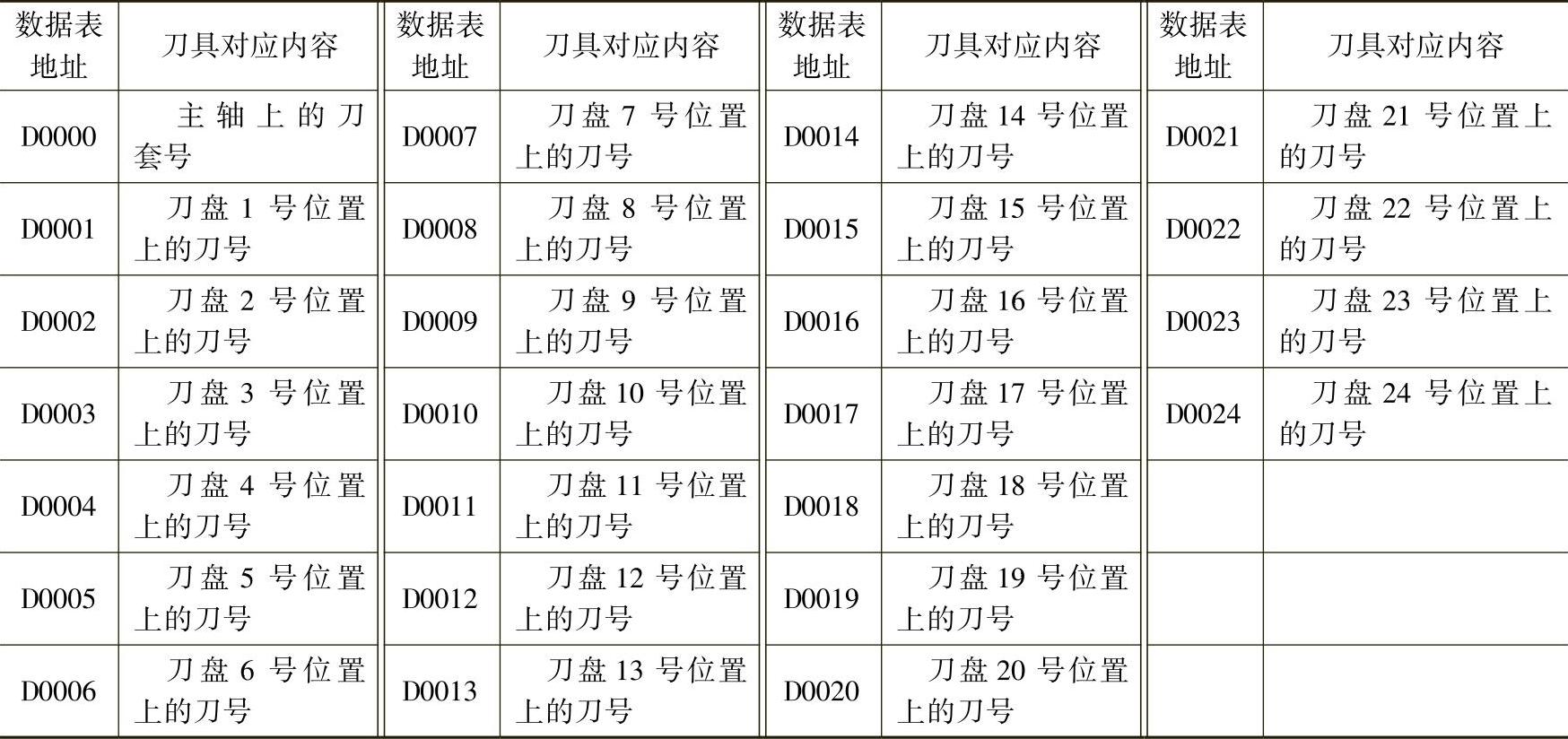
1)刀号数据表的建立:刀号数据表可建立在FANUC系统的D数据寄存区,以24个刀位的圆盘式刀库为例,将初始化时每个刀位上的刀编号为1~24,主轴上的刀具定义为0号,则在D寄存区建立表6-2所示的数据表。
表6-2 FANUC系统D数据寄存区建立的刀号数据表
2)随机换刀算法:刀号数据表建立后应给出随机换刀算法,也就是以CNC程序发出的T指令作为程序入口,根据T指令给出的目标刀号,PMC做出旋转刀盘或给出报警及提示信息的过程。圆盘式刀库机械手随机换刀控制流程图见图6-30。
3)PMC编辑结合换刀宏程序实现:数控系统提供的可选宏程序功能,在处理和编程上具有一定的便捷性。当利用PMC实现刀库动作时,结合换刀宏程序进行PMC编辑,可大大节省PMC编程的内容,减少工作量;同时宏程序还可增强PMC的可读性,在时序处理上可避免类似梯形图中的复杂处理。
4)M06换刀宏程序:
O9001;CNC参数No.6071=6设定调用程序 O9001的M代码
N10#1103=0;
N20IF[#1002EQ1]GOTO 190;#1002对应PMC的输出地址G54#2,T代码等于主轴上刀号时换刀结束
N30 G21 G91 G30 P2 Z0.;米制尺寸的增量方式下,Z轴返回参数No.1241设定的机床第2参考点/换刀点,等待状态
N40 M19;主轴定向准停控制
N50 #1100=1;#1100对应PMC的输入地址F54#0,即Z轴回换刀点且主轴准停后刀套翻下等待
N60IF[#1000EQ1]GOTO80;#1000对应PMC的输出地址G54#0,即T代码检索完成,刀库旋转结束,等待换刀
N70 GOTO 40;
N80 M43;刀套翻下90°控制/倒刀
N90 M45;机械手电动机第1次起动进行扣刀
N100 M41;主轴松开刀具并内孔吹气
N110 M46;机械手电动机第2次起动进行拔刀、旋转和插刀操作
N120 M42;主轴夹紧刀具
N130 M47;换刀机械手第3次起动使返回原位
N140 #1102=1;#1102对应PMC的输入地址F54#2,即换刀机构动作完成,刀套等待翻上
N150 M44;刀套翻上90°控制/回刀
N160 #1101=1;#1101对应PMC的输入地址F54#1,即换刀动作结束,数据表等待更新
N170 IF[#1001EQ1]GOTO 200;#1001对应PMC的输出地址G54#1,即刀库和主轴刀具数据更新结束
N180 GOTO 150;
N190 #1100=0;CNC向PMC发送信号F54#0=0
N200 #1101=0;CNC向PMC发送信号F54#1=0
N210 #1102=0;CNC向PMC发送信号F54#2=0
N220 #1103=1;CNC向PMC发送信号F54#3=1
N230 M99;换刀程序结束
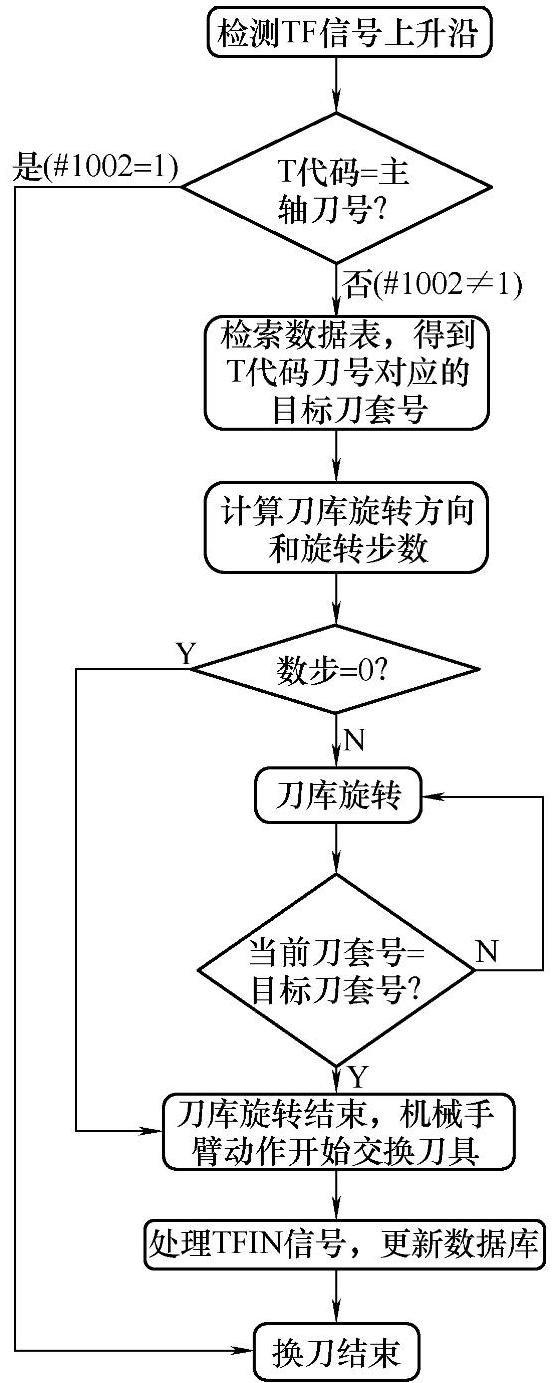
图6-30 圆盘式刀库机械手随机换刀控制流程图
5)随机换刀的PMC顺序程序编辑:换刀宏程序内容确定后,整个换刀流程和动作随之被确定,剩余工作就是将宏程序的内容和实际的机械动作联系起来。PMC程序编辑时,除使用到译码指令DEC(BCD)或DECB(BIN)、比较指令COMP(BCD)或COMPB(BIN)、常数定义指令NUME(BCD)或NUMEB(BIN)、数据检索指令DSCH(BCD)或DSCHB(BIN)及变地址传输指令XMOV(BCD)或XMOVB(BIN)外,还会使用到参考值与比较值是否一致的判别指令COIN,以及用于刀库旋转方向和就近选刀步距数控制的旋转指令ROT或ROTB(用于回转体的分度数)等功能指令。
6)数控系统对刀套号和刀具号的记忆是永久的,关机重启后刀库不用进行“回零”操作,即可恢复关机前的状态。若回零时,则需在刀具表中修改刀套号中相对应的刀具号。
7)采用机械手换刀的刀库在使用大直径刀具(即大于相邻刀位的最大直径,简称大径刀)时,可通过每一把刀具间隔相同的位置或由PMC设定几个刀套位作为大径刀专用区的方法,使刀号数据表与刀库中刀具的位置始终保持一致。
8)具有随机换刀功能的数控机床还应有刀具准备功能,以灵活配合使用选刀和换刀指令。如采用程序段“T18M06”选择18号刀具换至主轴;也可采用程序段“T22M06T03”选择22号刀具换至主轴作为当前刀具,同时3号刀具旋转至换刀位置;还可采用程序段“M06T15”将当前换刀位置的刀具换至主轴,同时15号刀具旋转至换刀位置。
有关数控机床FANUC系统模块化维修的文章

RFID射频识别是一种非接触式的自动识别技术,通过射频信号自动识别目标对象并获取相关数据,识别工作无需人工干预,可在各种恶劣环境中工作。RFID技术可识别高速运动物体并可同时识别多个标签,操作快捷方便。一般低频的RFID大都采用第一种方式,而较高频大都采用第二种方式。应答器是RFID系统的信息载体,大多是由耦合原件和微芯片组成的无源单元。......
2023-06-20

点接触式液位传感器用来测量固体微粒或液体的液位。桨轮式液位传感器通常用来进行微粒原料或高密度液体的液位检测。通常在流体表面非常平静的情况下选用浮筒式液位传感器。图4-44所示为一个容积式液位传感器。与浮筒式液位传感器相似,连杆随着液面的涨落而上升或下降,并触发开关。如果液体中有很多漂浮微粒,则需要使用第二个容积式液位传感器,浸入到更深的水位中以获得一个较准确的测量结果。......
2023-06-25

现在已经完成几何形状定义。定义球-拉伸接触单元单击点-点接触图标右下角的黑色箭头,会展开接触力工具栏。Contact Element接触元素的附着体必须先进行定义。将对模型计算分析到2s,并为LMSVirtu-al.Lab绘图工具提供反作用力。动画显示模型求解完成后以动画显示球与拉伸体的弹性碰撞。图24-7 计算进程对话框从模型树上选择求解集合,选择的集合亮显为黄色。从选择数据对话框选择,单击显示按钮,图形显示在上面的窗口。......
2023-07-01

交流接触器使用广泛,用量很大。对于额定电流60A以上的交流接触器,应采用直流运行技术。图2-74电容式交流接触器直流运行线路之一图2-75电容式交流接触器直流运行线路之二2.线路之二线路如图2-75所示。......
2023-06-20

下面我们就以交流接触器为例介绍接触器的检测方法,图4-42所示为交流接触器的检测方法。因此,对该交流接触器进行检测时,需依次对其内部线圈电阻值及内部开关在开起与闭合状态时的电阻值进行检测。由于是断电检测交流接触器的好坏,因此,需要按动交流接触器上端的开关触头按键,强制将触头闭合进行检测。⑤若测得接触器内部的四组开关有任何一组损坏,说明该接触器损坏。......
2023-06-22

有些验收要求在用文字叙述不清或其他原因的情况下,提供的样品作为验收依据,主要是实物样件、样张、色板等,将样品标准作为产品的交付验收的标准。样品一般包括产品的物理特性、化学组成、机械性能、外观造型、结构特征、色彩、尺寸大小和形状等。标准样件是生产样件中全尺寸检测用于封样的样件。......
2023-06-23

图2-78变压器式交流接触器直流运行线路之一元件选择:起动限流电阻R的选择同电容式节电器。松开按钮SB1后,中间继电器KA得电吸合,其常开触点闭合,续流二极管VD3与KA线圈并联,接触器投入直流运行。......
2023-06-20
事实上,在安装、润滑、密封正常的情况下,绝大多数滚动轴承的破坏是接触疲劳破坏。因此一般情况下可按接触疲劳寿命选用轴承。如引入转速系数fn、寿命系数fh则可较快地算出轴承的寿命。要求轴承寿命过短,则使用中需经常拆换轴承。......
2023-06-26
相关推荐