1949年9月27日,中国人民政治协商会议第一届全体会议最终通过决议,决定《义勇军进行曲》为中华人民共和国代国歌。2004年十届全国人大二次会议通过的《宪法修正案》规定:中华人民共和国国歌是《义勇军进行曲》,赋予了宪法地位。这是冼星海最杰出的、影响最大的传世之作。现在常见的有男生合唱、混声四部合唱的形式。......
2023-10-26
根据刀库的容量、外形以及取刀方式,可将刀库设计成多种结构形式:直线式刀库、斗笠式刀库、圆盘式刀库(多用于中、小型立式加工中心等)、链式刀库(多用于卧式加工中心等)、格子箱式刀库和其他形式的刀库。
1.直线式刀库
直线式刀库(又称排式刀库,见图6-13)中的刀具在刀库中呈直线排列,其结构简单,可容纳8~12把刀具,仅限用于数控车床上。

图6-13 直线式刀库
2.斗笠式刀库
斗笠式刀库(见图6-14)形如斗笠,主要由横移装置(横移气缸推动横移支架在导轨上滑动,以使刀库移动至主轴位置)、分度装置(刀库电动机带动槽轮机构旋转,以选择刀盘上的目标刀具)、刀盘和检测开关等部分组成。一般地,刀库容量为16、20、24和30把。换刀时,依靠刀库的横移装置实现刀库中刀具和主轴刀具的交换(先还刀再取刀),且二者不能同时进行,因此带斗笠式刀库的换刀机构属于无机械手自动换刀装置。
斗笠式刀库的自动换刀过程(见图6-15)如下:
1)图6-15a中刀库停留在远离主轴中心的位置(正常状态),此位置安装有信号传感器A,由其将反馈信号传送至PMC中,以确认刀库状态。
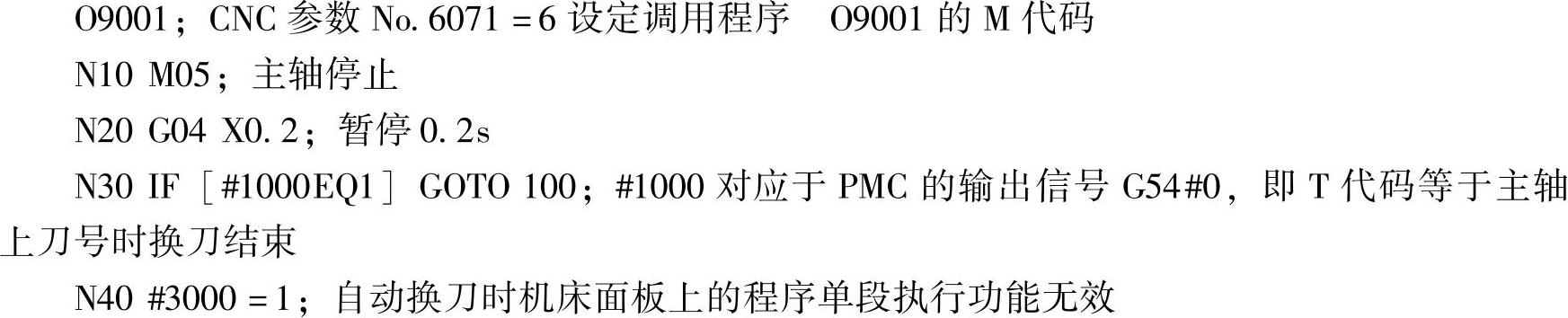
2)数控系统执行加工程序中的自动换刀指令为“T✕✕M06”(T代码和M06不能分开)。其中,T✕✕为当前加工所需刀具号;M06为刀具交换指令,目前多为刀具调换宏程序,并在CNC参数中指定调用宏程序的M代码,如FANUC 18/18i/0i/30i系统中指定参数No.6071=6(用M06代码调用子程序O9001)。数控系统对自动换刀指令的目标刀具号和当前主轴刀具号分析,若目标刀具号和当前主轴刀具号一致,则发出换刀完成信号并跳出换刀宏程序O9001;若目标刀具号和当前主轴刀具号不一致,则继续换刀程序O9001,主轴沿Z向返回至机床第2参考点(换刀点),并执行主轴定向准停控制。
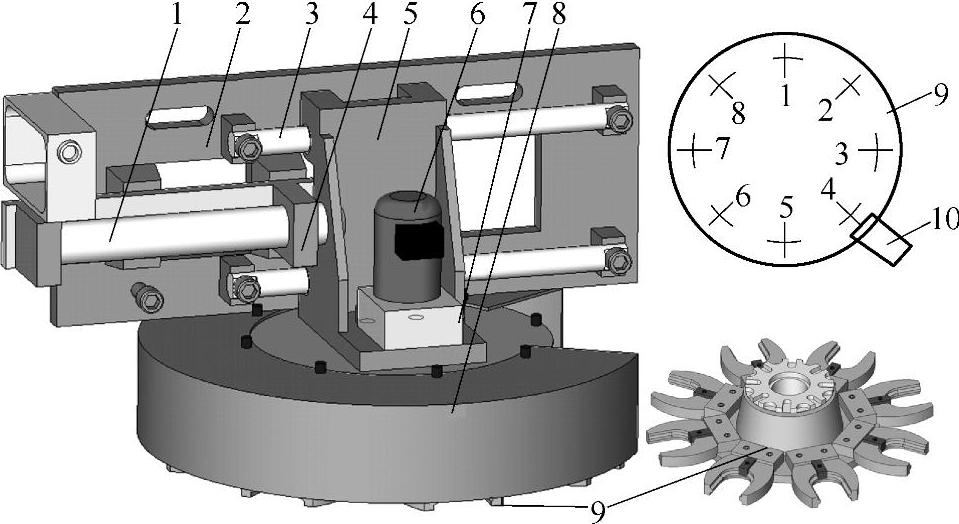
图6-14 斗笠式刀库
1—横移气缸 2—横移支架 3—横移圆导轨 4—气缸支架 5—转位支架 6—刀库电动机 7—槽轮机构 8—防护罩 9—刀盘 10—检测开关

图6-15 斗笠式刀库的自动换刀过程
3)图6-15b中刀库由M代码控制气缸推动横移装置平行向主轴位置移动,当刀库的刀具中心和主轴中心在一条直线上时,信号传感器B反馈信号给PMC;刀库抓刀确认后,主轴吹气松刀(松刀气缸释放);主轴部位的松刀确认传感器C反馈信号至PMC,确认本步动作完成,可进行下一步动作。
4)图6-15c中主轴沿Z轴向上返回至机床第1参考点,为刀库旋转腾出空间,避免刀库旋转时刀库与主轴发生干涉。
5)图6-15d中数控系统按就近选刀原则,由M代码控制刀库电动机正转或反转至待更换的目标刀具,到位(刀具中心与主轴中心在一条直线上)后,接近传感器D反馈信号至PMC。
6)图6-15e中主轴沿Z轴向下移动至机床第2参考点(换刀点),由M代码控制主轴锁紧刀具,锁紧后传感器E发出确认信号。
7)图6-15f中刀库由M代码控制,沿横移装置平移至初始状态(见图6-15a),并由传感器A发出确认信号。
8)换刀子程序执行完毕,数控系统继续读取下面的程序段。
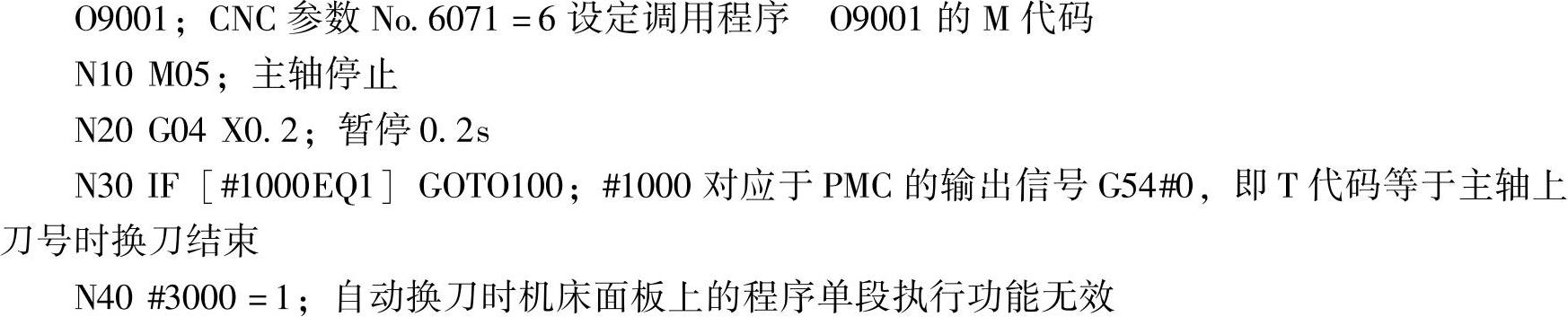
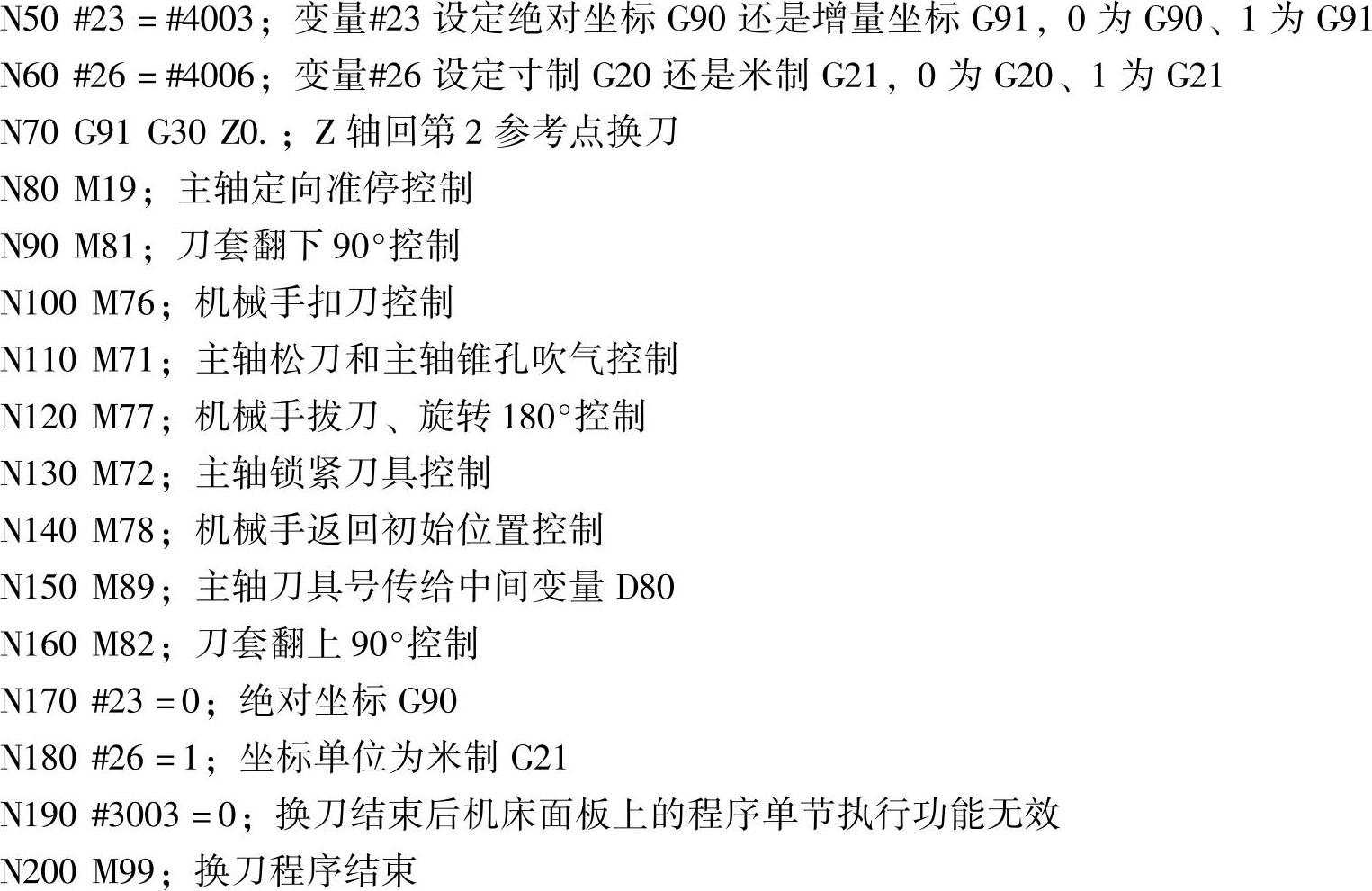
M06换刀的宏程序:
3.圆盘式刀库
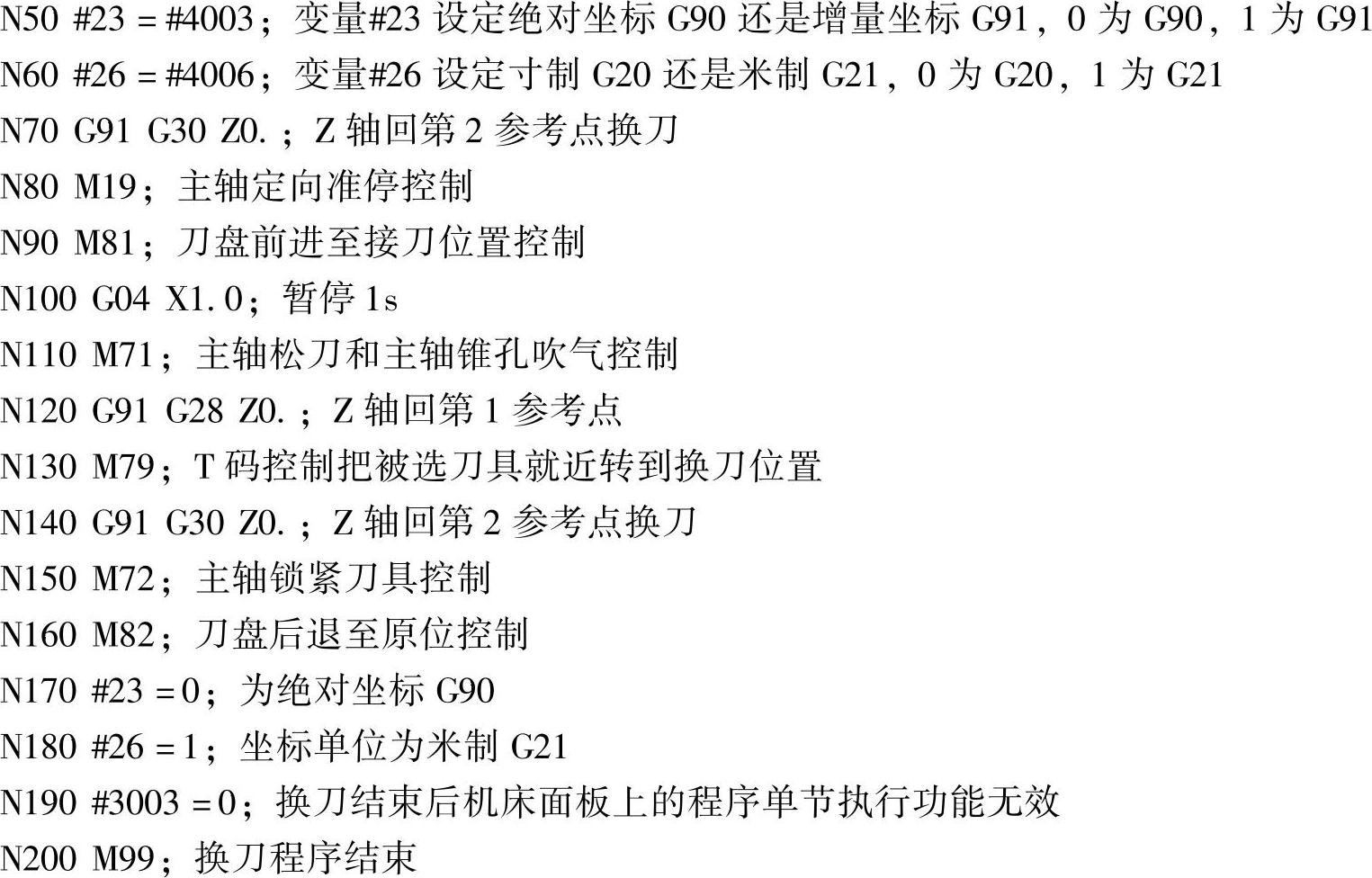
圆盘式刀库(见图6-16)又称盘式刀库,主要由刀库、换刀机械手和驱动装置组成。刀库容量有20、24、30、60或80把刀等多种规格;换刀机械手一般由液压机构、气压机构或凸轮机构驱动,可完成刀具的装卸及主轴和刀库间刀具的传递。
图6-16 JCS-018A立式加工中心的圆盘式刀库
1—刀库电动机 2—联轴器 3—蜗轮 4—蜗杆 5—气缸 6—活塞杆 7—拨叉 8—螺杆 9—位置开关 10—定位开关 11—滚子 12—销轴 13—刀套 14—刀盘
(1)圆盘式刀库的常见布置形式为满足中、小型数控机床的总体布局要求,根据刀具轴线的不同方向分类,圆盘式刀库通常有刀具径向布置、刀具轴向布置和刀具伞状布置等形式(见图6-17)。
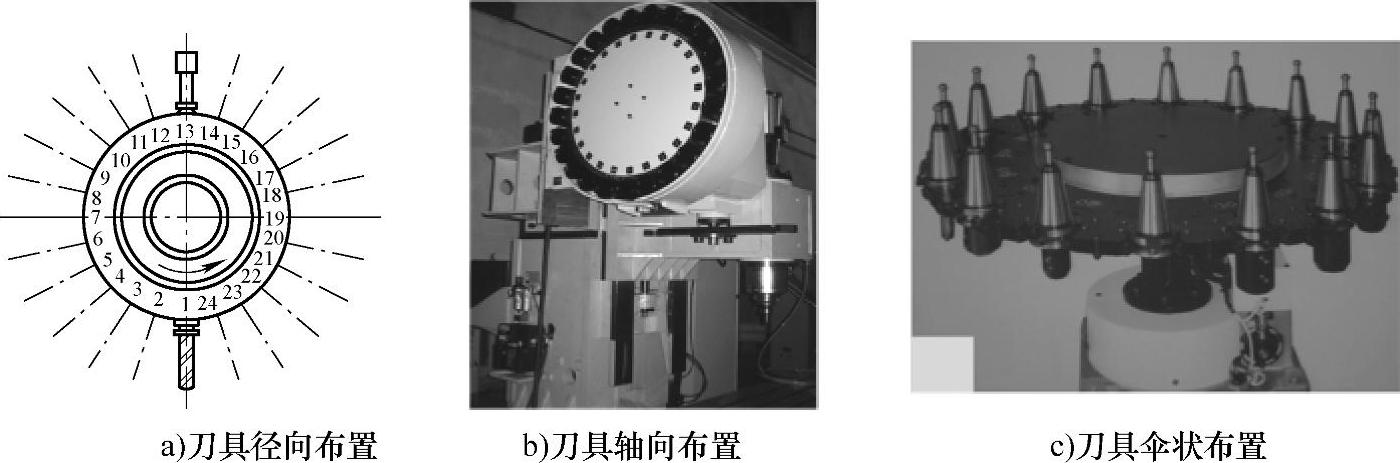
图6-17 圆盘式刀库常见布置形式
1)图6-17a的刀具径向布置,占用空间较大,且刀库的位置受限制,一般放置在机床立柱上端。
2)图6-17b的刀具轴向布置,占用空间适中,机床整体布局紧凑,通常放置在立式加工中心的立柱侧面。目前,此布置形式应用较普遍。
3)图6-17c的刀具伞状布置,刀具与刀库轴线成一定角度(小于90°)布置。一般根据机床布局要求安排刀库位置,多斜放于立柱上端。
(2)CTM50/52型圆盘式刀库的换刀过程德国MIKSCH公司生产的CTM50/52圆盘式刀库(见图6-18)可储放12把刀,外形为圆盘形,内装一个分度盘。刀库的回转运动由带抱闸的三相异步电动机1实现,三相电源经交流接触器提供给刀库电动机4时,抱闸打开,刀库旋转;切断三相电源,则抱闸闭锁,刀库立刻停止运转。通过分度盘的运动及相关检测元件组的逻辑组合,每个刀套3可准确地停在换刀位置,并由气缸控制刀套实现水平状态和垂直状态的切换;根据就近选刀原则,刀套分度盘可顺时针或逆时针旋转,用最短的时间搜索到目标刀具。换刀机械手的运动同样由带抱闸的三相异步电动机1实现,通过凸轮机构把电动机产生的匀速旋转运动转化为机械手2的规律性上升、下降和回转运动;凸轮机构中装有3组微动凸轮和3个接近开关,用于机械手抓住刀具、机械手把刀具从主轴和刀套内取出,以及机械手处于原始位置的状态确认。

图6-18 CTM50/52型圆盘式刀库示意图
1—三相异步电动机 2—机械手 3—刀套 4—刀库电动机
换刀机械手是实现CTM50/52型圆盘式刀库自动换刀的主要机构,其任务是当一个工序完成后,将不用的刀具从主轴上卸下来送回刀库中,同时从刀库中选择下一道工序的刀具装在主轴上,然后机械手返回初始位置等待下一个工作循环。机械手换刀前,需将刀库中刀套预先运转到换刀位置,由气缸控制刀套呈垂直状态。换刀过程时,辅以主轴定向准停、主轴拉刀/松刀和主轴吹气等动作;刀套、换刀机械手和主轴的动作均由PMC逻辑控制实现。CTM50/52型圆盘式刀库的换刀过程(见图6-19)如下:
1)数控系统执行加工程序中的自动换刀指令“T✕✕M06”(T码和M06不能分开)。其中,T✕✕为当前加工所需刀具号;M06为刀具交换指令(目前多为换刀宏程序)。自动换刀指令也可为“T✕✕;G01X50.F120;…;M06”,以实现预选刀控制(T✕✕为当前加工程序下道工序所需的刀具号)。
2)数控系统执行加工程序至T码时,首先判断刀库内有无此刀号,若没有则系统发出T码错误报警;同时判别所选刀具是否在主轴上,若在主轴上则完成T码控制。然后判别所选刀号在刀库中的具体位置,若所选刀具在换刀位置,刀库电动机不动作,等待机械手交换刀具;若所选刀号不在换刀点位置,系统判别从当前位置转到换刀位置的路径(刀盘是正转还是反转)及到换刀位置的步距数。最终驱动刀盘电动机实现就近选刀控制,并通过刀盘上的计数器开关控制所选刀具是否转到换刀位置,若计数器为零,则立即使刀盘电动机制动停车,完成程序的T码控制,见图6-19a。
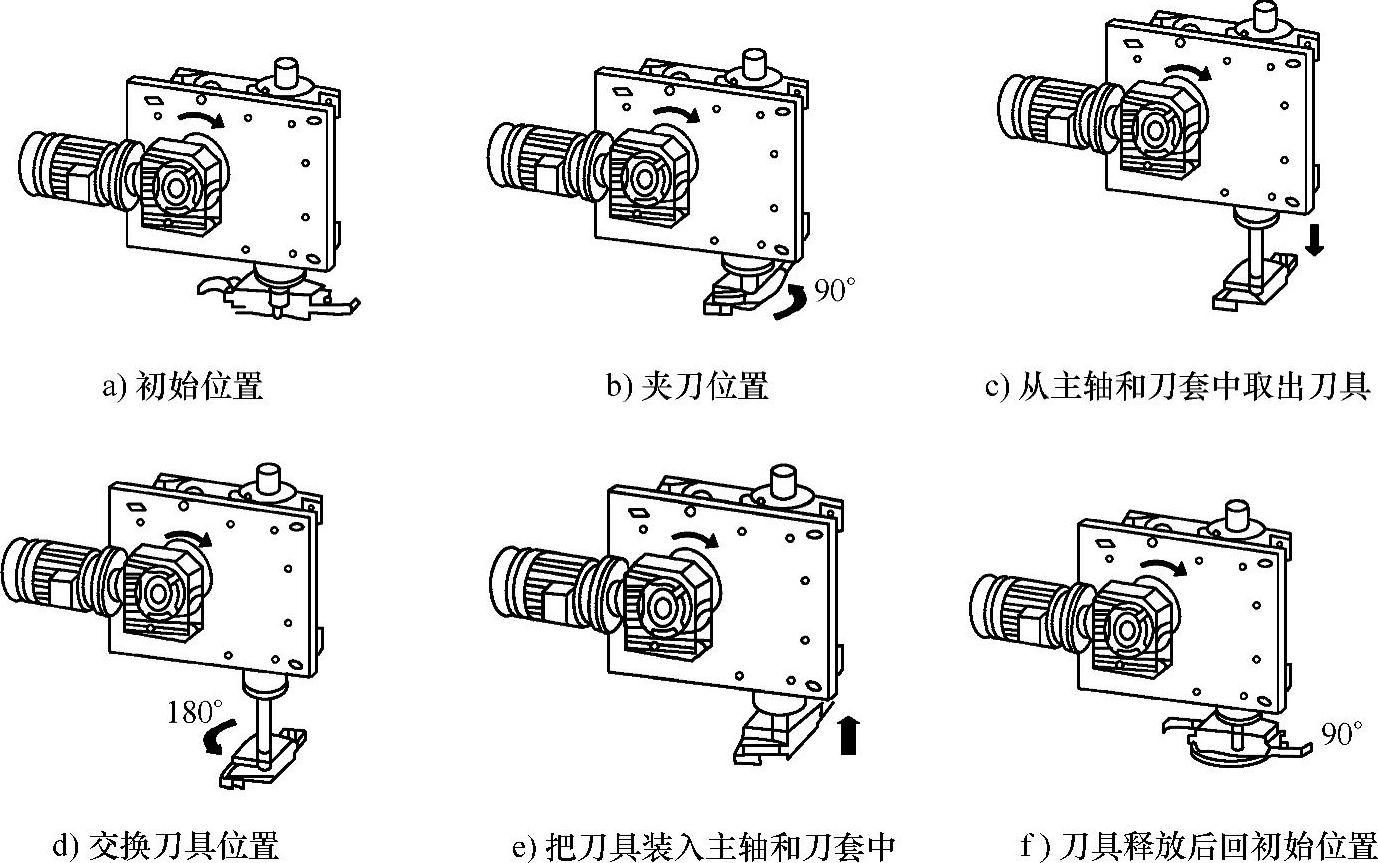
图6-19 CTM50/52型圆盘式刀库的换刀过程
3)程序执行到换刀指令M06后,主轴(刀具)自动返回至换刀点(通常为机床第2参考点)且实现主轴定向准停控制。
4)图6-19b中机械手从初始位置第1次起动,通过凸轮机构使机械手逆时针旋转90°,进行机械手扣刀控制;当机械手扣刀到位开关接通时,机械手电动机立即制动停止,结束扣刀动作。
5)图6-19c中主轴松开刀具并发出松开到位信号,机械手电动机第二次接通,通过凸轮机构使机械手下降,把刀具从主轴锥孔和刀库刀套中取出。
6)图6-19d中机械手下降到位后,拔刀到位开关接通,机械手逆时针旋转180°,交换用过的旧刀具和待更换的目标刀具。
7)图6-19e中机械手上升到位,把刀具装入主轴锥孔和刀库刀套中,主轴自动完成刀具夹紧控制(气动或液动控制),并发出刀具夹紧到位信号。
8)图6-19f中机械手返回初始位置,原位开关信号接通后机械手电动机立即停车制动;同时刀套翻转气动换向阀得电,使刀套向上翻转90°呈水平位置。
9)换刀子程序执行完毕,数控系统继续读取下面的程序段。
M06换刀的宏程序:
4.链式刀库
链式刀库(见图6-20)是目前应用最多的一种刀库形式,主要用于卧式加工中心上。它由一个主动链轮带动装有刀套的链条转动(移动),将待更换目标刀具运送至换刀位置,再由换刀机械手将其插入主轴锥孔中。为了保证刀库刀套的准停精度和定位刚度,一般将换刀位置设在主动链轮上或尽可能靠近主动链轮处。SK4型链条的尺寸见表6-1。
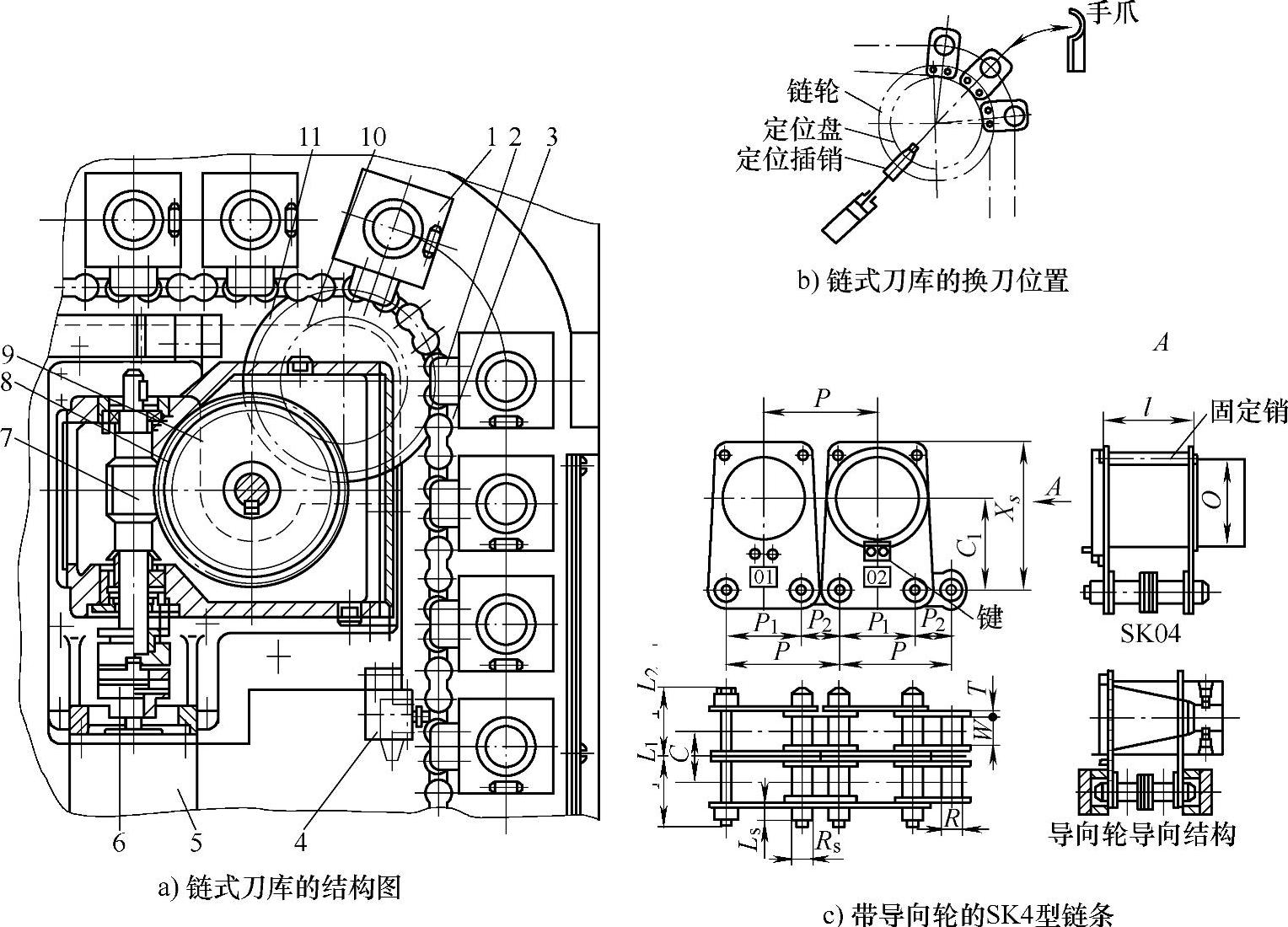
图6-20 TH6350卧式加工中心的链式刀库
1—刀套 2—连接板 3—链条 4—链条张紧装置 5—电动机 6—联轴器 7—蜗杆 8—蜗轮 9、10—齿轮 11—链轮
表6-1 SK4型链条的尺寸

链式刀库储放刀具的数量比圆盘式刀库多,一般为30把以上,有些刀库可储放160把以上的刀具。链式刀库的结构具有较大的灵活性,在一定范围内通过增加链条长度而不增大链轮直径,即可扩大链式刀库容量。链式刀库通常为单排链式结构(见图6-21a);当要求储放刀具的数目稍多时,可采取加长链条的形式使链式刀库扩容(见图6-21b);当要求进一步增加链式刀库容量时,可增加支承链轮的数目,使链条折叠回绕,以提高空间利用率(见图6-21c)。
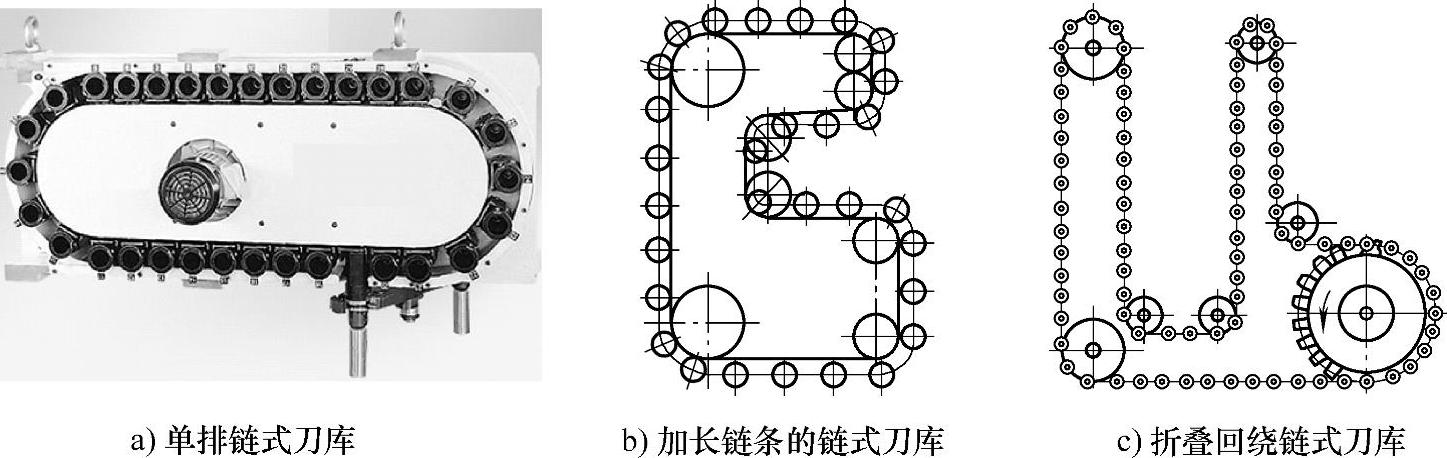
图6-21 链式刀库的常见布置形式
5.格子箱式刀库和链斗式传送带刀库
当柔性制造系统(FMS)所需刀库的容量非常大时,可采用格子箱式刀库集中供刀(见图6-22)。该刀库装刀套的格子架固定不动,格子架前面有可上下左右移动的抓刀器(2轴控制)。根据程序指令,抓刀器把待更换刀具送至主轴锥孔中,同时把上一工序用过的旧刀具送回格子架中;再把下一工序待使用的刀具由抓刀器预先取出,等待换刀。这种刀库的占地面积小、结构紧凑、可储放刀具的数目较多,但选刀和取刀的动作稍复杂。
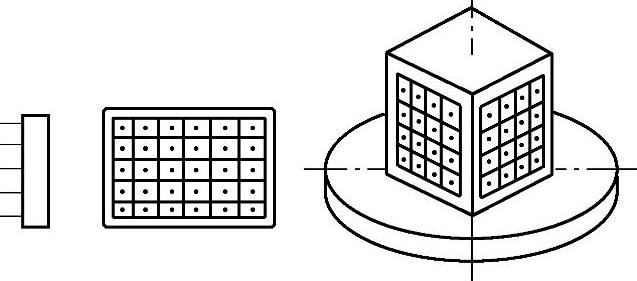
图6-22 格子箱式刀库
为缩短卧式加工中心的调刀时间,使待更换刀具以最短的时间传送至刀架上,特开发出一种集合了圆盘式刀库和链式刀库优点的创新型链斗式传送带刀库(见图6-23)应用于大型卧式加工中心上。这种刀库是在一个基础框架上安装2条可储放60/80把刀具的同步链斗式传送带刀库。换刀时,由换刀机构将待更换刀具直接从第1条同步链斗式传送带刀库中取出,然后通过换刀机械手将第1条和第2条同步链斗式传送带刀库间的刀具相互更换,如此可实现相当数量的刀具等待处理和立即传送的控制要求;同时操作者通过显示装置对刀具工作列表进行有效监控。还可通过手工方式在任何时候更换第2条同步链斗式传送带刀库中已调试好的刀具或预调好的刀具。当需要增大刀具的储放数量时,可在这2条同步链斗式传送带刀库上增加第3条链斗式刀库。
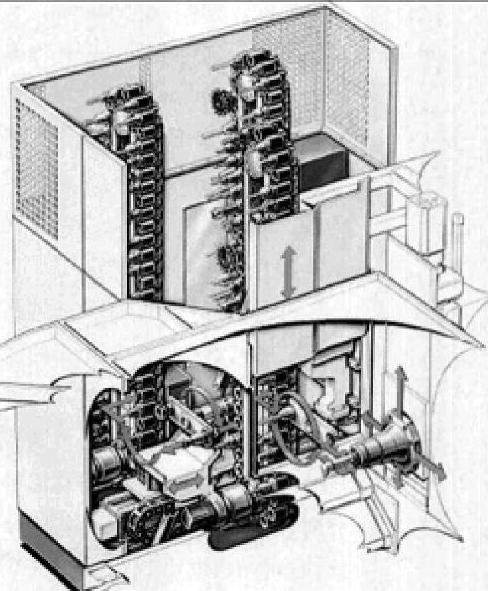
图6-23 链斗式传送带刀库
有关数控机床FANUC系统模块化维修的文章

1949年9月27日,中国人民政治协商会议第一届全体会议最终通过决议,决定《义勇军进行曲》为中华人民共和国代国歌。2004年十届全国人大二次会议通过的《宪法修正案》规定:中华人民共和国国歌是《义勇军进行曲》,赋予了宪法地位。这是冼星海最杰出的、影响最大的传世之作。现在常见的有男生合唱、混声四部合唱的形式。......
2023-10-26

在人们表示慰问、祝贺、欣喜时,拥吻礼也十分常用。拥吻礼在我国的涉外活动中也很常见,它包括亲吻、拥抱和吻手三种。亲人、熟人之间见面多是拥抱、亲吻。(二)拥抱礼拥抱礼是欧美各国熟人、朋友之间表示亲密的一种礼节,常常与亲吻礼同时施行。行正规的拥抱礼时,两人正面面对站立,各自举起右臂搭在对方的左肩后面;左臂从下方扶在对方右腰后侧。(三)吻手礼吻手礼是主要流行于欧美上流社会异性之间的一种最高层次的见面礼。......
2023-07-03

一个滚动轴承不可能无限期运转下去,在运转过程中,由于各种原因会使轴承损坏。滚动轴承最终疲劳剥落是不可避免的,事实上在安装、润滑、密封正常的情况下,绝大多数轴承的破坏是疲劳破坏。以上三种破坏形式是常见的主要破坏形式。防止滚动轴承三种主要破坏形式可通过以下途径:疲劳破坏可由额定动载荷限定其承载能力;塑性变形可由额定静载荷限定其承载能力;磨损可由限定其磨损量的大小来决定其承载能力。......
2023-06-26

图5-10无逆流型并网系统3.切换型并网光伏发电系统所谓切换型并网光伏发电系统,实际上是具有自动运行双向切换的功能。图5-11切换型并网系统4.有储能装置的并网光伏发电系统有储能装置的并网光伏发电系统就是在上述几类并网光伏发电系统中根据需要配置储能装置。因此带有储能装置的并网光伏发电系统可作为紧急通信电源、医疗设备、加油站、避难场所指示及照明等重要或应急负载的供电系统。......
2023-07-02

亲吻礼也是西方国家常用的会面礼,它常与拥抱礼同时采用,即双方见面时既拥抱,又亲吻。由于双方关系不同,行礼时,亲吻的部位也不相同。行亲吻礼时,特别忌讳发出亲吻的声音,或者将唾液弄到对方的脸上。在人们见面、告别,表示祝贺、慰问和欣喜时,常采用拥抱礼。正规的拥抱礼,应该两个人正面相对站立,各自举起右臂,将右手搭在对方的左肩后面;左肩下垂,左手扶住对方右腰后侧。......
2023-08-13

组合式凹模是由两个或两个以上的零件组合而成的。因此,这种凹模主要用于形状复杂的塑件的成型。组合式凹模的组合形式很多,常见的有以下几种。......
2023-06-30

图910所示为凹模的简单冷却形式。当型芯特别小时,如图917所示,可采用铍铜合金作型芯材料加强冷却的方式。图915 导热杆式冷却方式6.冷却系统的零件对不同冷却系统,冷却装置有不同的零件,主要有以下几种。主要作用是连接并构造模外冷却回路。图916 导热杆局部冷却方式1—铍铜管 2—导管图917 导热型芯式冷却方式1—铍铜型芯 2—导管7)隔片。用在导热式冷却系统上,主要由铍铜制成。......
2023-06-30

从功能上分可分为普通压榨、反压榨、挤水压榨和光泽压榨。从结构划分可分为平辊压榨、真空压榨、沟纹压榨、靴型压榨等。图4-78为真空压榨辊的外形。这种形式的压榨多用作第一压榨。(六)靴型压榨1.结构靴型压榨是近年来最流行及普遍使用的压榨形式;其结构主要是由加压靴、靴梁和靴套组成,还附带一些为油压、毛毯洗涤和靴套加强筋等配件,如图4-84所示。提高压榨的线压力而无压溃的危险。②喷汽箱升温压榨。......
2023-06-23
相关推荐